一种玻璃下片时的铺纸取纸装置的制作方法
一种玻璃下片时的铺纸取纸装置
1.技术领域:本发明涉及平板玻璃生产设备领域,具体地说就是一种玻璃下片时的铺纸取纸装置。
2.
背景技术:
:在现有的平板玻璃加工过程中,对于成品铺纸玻璃的二次利用需要对玻璃和铺纸进行分离、分配。常用的机械手无法单独完成玻璃与铺纸的分离分配,目前大多数企业采用人工抬片去纸以及机械夹纸的方式。一架玻璃存放架上玻璃板的数量均在100片以上,人工抬片去纸费时费力,抬片时无法及时精确地放置到深加工输送线的辊道上,影响玻璃二次加工的效率,而且机械夹纸去纸的方式容易划伤或损坏玻璃,并且夹纸去纸后铺纸无法二次利用,从而造成浪费。
3.
技术实现要素:
:本发明就是为克服现有技术中的不足,提供一种玻璃下片时的铺纸取纸装置。
4.本申请提供以下技术方案:一种玻璃下片时的铺纸取纸装置,它包括下片台,在下片台一侧设有下片机器人,在下片机器人一端安装有吸盘架,在下片机器人一侧设有玻璃输送辊道,其特征在于:在吸盘架上安装有第一传感器,在下片台的另一侧设有取纸组件(4),在所述片机器人和玻璃输送辊道之间设有储纸盒,所述的第一传感器、取纸组件均通过导线与下片机器人的控制模块形成电信号连接配合。
5.在上述技术方案的基础上,还可以有以下进一步的技术方案:所述的取纸组件包括机架,在机架上设有一对滑轨和水平传动装置,在滑轨上架设有与水平传动装置对应配合的滑架,在滑架上设有纵向滑轨和纵向传动装置,在纵向滑轨上架设有与纵向传动装置对应配合的吸纸架,在吸纸架上设有一组吸盘和一个第二传感器。
6.所述的下片台包括底架,在底架上设有一对平行分布的安装槽,在安装槽内安装有链轮链条,在链条上跨接有承载板,在底架上还设有与链轮链条连接配合的传动电机。
7.所述的吸纸架包括跨接在纵向滑轨上的滑板,在滑板上正交连接悬臂,在悬臂上设有沿其轴向分布的滑槽,在滑槽底部设有长条孔,在长条孔内穿设有一组气嘴,在每个气嘴下端部均连接对应配合的吸盘,在气嘴上端部上套设有与悬臂对应配合的锁紧螺母。
8.所述纵向传动装置和水平传动装置结构相同为链轮链条传动结构或直线滑轨传动结构或伺服电机配合同步带传动结构。
9.发明优点:本发明结构简单、设计实用、使用方便,有效减少人力,大大提高生产效率,安全可靠等优点。
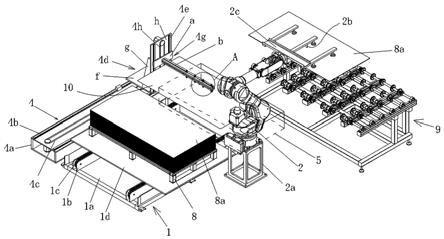
10.附图说明:图1是本发明的结构示意图;图2是图1另一侧的结构示意图;图3是图1中的a向放大图;
具体实施方式:如图1
‑
3所示,一种玻璃下片时的铺纸取纸装置,它包括下片台1,所述的下片台1包括底架1a,在底架1a上设有一对平行分布的安装槽1b,在安装槽1b内安装有链轮链条1c,在链条1c上跨接有承载板1d,在底架1a上还设有与链轮链条1c连接配合的传动电机。通过传动电机带动承载板1d移动,从而将放置在承载板1d上的玻璃架8移动到合适下片位置。
11.在下片台1在前部的右侧放置有安装架2a,在安装架2a上安装有下片机器人2,所述下片机器人2为现有技术中的工业机械手臂,在其手臂端部连接有吸盘架2c,由于其为现有的成熟设备因此这里不做赘叙。在所述吸盘架2c上安装有第一传感器2b。
12.在下片台1在前部的左侧设有设置有取纸组件4,所述的取纸组件4包括机架4a, 所述机架4a一端伸出底架1a一段距离,即机架4a的长度大于底架1a的长度,在伸出段一侧,即底架1a前方放置有储纸盒5,在储纸盒5前方设有玻璃输送辊道9。
13.在机架4a上设有一对沿其长度方向分布的滑轨4b,在两根滑轨4b之间设有水平传动装置4c。所述的水平传动装置4c为现有技术中的伺服电机配合同步带的传动结构,它包括环绕传动轮和从动轮,所述的传动轮与伺服电机的传动轴连接配合。
14.在滑轨4b上架设有对应配合的滑架4d,所述滑架4d包括与同步连接的底板f,在底板f上焊接有竖直分布的竖板h,在竖板h两侧还还焊接有下端与底板f加强筋板g。通过水平传动装置4c带动滑架4d在滑轨4b上水平来回移动。
15.在所述的竖板b上设有一对纵向滑轨4e,在两个纵向滑轨4e之间安装有纵向传动装置4h,所述的纵向传动装置4h与水平传动装置4c结构相同。在纵向滑轨4e上架设有与其对应配合的吸纸架4g。所述的吸纸架4g包括跨接在纵向滑轨4e上的滑板a,在滑板a上正交连接悬臂b,在悬臂b上设有沿其轴向分布的滑槽c,在滑槽c底部设有长条孔,在长条孔内穿设有一组气嘴,在每个气嘴下端部均连接对应配合的吸盘4k,在气嘴上端部上套设有与悬臂b对应配合的锁紧螺母d。设置一个图中未显示的吸纸气泵,所述吸纸气泵通过气管与气嘴连通。
16.通过锁紧螺母d可以将气嘴锁定在悬臂b上合适的位置。悬臂b下表面上还安装有第二传感器4j,所述的第二传感器4j和第一传感器2b均为色标传感器。通过纵向传动装置4h带动滑板a沿纵向滑轨4e上下移动。由于铺纸10a为棕黄色所以通过色标传感器有效的识别吸纸架4g和吸盘架2c上分别吸取的是玻璃片还是铺纸。
17.所述的第一传感器2b、第二传感器4j、纵向传动装置4h水平传动装置4c以及吸纸气泵均通过导线与下片机器人2的控制模块形成电信号连接配合。所述的下片机器人2的控制模块为西门子1200plc。
18.工作过程:控制模块上设置下片机器人2和取纸组件4的运动轨迹,在控制模块上设定成品玻璃架8上的玻璃片8a数和高度以及下片机器人2回零时吸盘架2c的吸盘距成品玻璃架8上方玻璃的高度。
19.开始下片时,下片机器人2和取纸组件4回零。首先下片机器人2取成品玻璃架8上的玻璃片8a,而后将其放置于玻璃输送辊道9上,即完成一次计数加1,下片机器人2每次抓取下降高度为初始位置高度加吸走玻璃片数乘每片玻璃厚度。
20.在整个玻璃片8a的转运过程中下片机器人2会进行以下步骤的动作:1、下片机器
人2的机械手臂向成品玻璃架8一侧转动,第一传感器2b信号传递给控制模块,控制模块控制吸盘架2c上的吸盘吸取玻璃片8a;2、机械手臂抬起,而后下片机器人转动,同时机械手臂一端的吸盘架2c也发生转动;3、机械手臂伸出将玻璃片8a放到玻璃输送辊道9上同时吸盘架2c上的吸盘释放玻璃片8a,从而完成整个取片和下片的过程。
21.在整个取片和下片的过程在下片机器人2进行到步骤2时,控制模块控制水平传动装置4c带动滑架4d移动到玻璃架8一侧,而后控制纵向传动装置4h下移,根据第二传感器4j传出的信号启动吸纸气泵,使得吸盘4k可以吸取原玻璃片8a下方压着的铺纸10a,同时第二传感器4j向控制模块发出信号,而后控制模块控制控制水平传动装置4c带动滑架4d向储纸盒5方向移动。
22.这时下片机器人2正在进行步骤3,滑架4d移动到位后控制模块带动控制纵向传动装置4h向下移动,使得悬臂b下降至储纸盒5的正上方,而后控制吸纸气泵吹气使得吸盘4k释放铺纸10,使得铺纸10落入储纸盒5内。
23.这时下片机器人2完成一次下片复位;吸盘4k释放铺纸10后第二传感器4j向控制模块发出信号,控制模块带动控制纵向传动装置4h带动吸纸架4g复位,这时下片机器人2正在进行步骤1。
24.另有气泵通过管路与所述吸盘架2c上的吸盘连通,通过控制模块控制。当第二传感器4j和第一传感器2b向控制模块发出异常信号时,控制模块控制声光报警器(图中未显示),发出警报同时控制下片机器人2和取纸组件4停机,工作人员前来查看下片机器人2和取纸组件4是否对应吸取的就是玻璃片和铺纸。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1