一种平放式标仓结构的制作方法
[0001]
本实用新型涉及一种贴标机中的标仓结构,尤其是涉及一种平放式标仓结构。
背景技术:
[0002]
贴标机越来越普及,贴标机中必不可少的标仓的设计样式也就成为了业内人员突破的关键。针对尺寸较小的标纸,标仓几乎都是斜立式的,比如奶茶杯上贴的标纸的标仓、冰激凌上贴的标纸的标仓等就是斜立式的,这种斜立式标仓因具有结构小巧、易安装,标仓穴数量可多可少很灵活,放标纸方便等特点,很受喜爱,但针对尺寸较大的标纸,比如油漆桶、水桶、涂料桶等大容积的产品上的标纸,这种斜立式标仓就无法满足要求,这是因为标纸过大,放入斜立式标仓内标纸会掉出来,无法完成取标等动作要求。为了解决上述技术问题,业内人员提出了一种新的标仓,即平躺式的标仓,也叫平放式标仓,标纸水平放置,标纸一直是平整状态,不会出现标纸掉落等情况的发生。
[0003]
现有的平放式标仓中的移动模组机构的安装位置不合理,通常安装于整个平放式标仓的一侧,不仅存在安装调试费时费力的问题,而且当移动模组机构中的气缸运动缓冲撞击时会导致整个平放式标仓的另一侧处于浮动状态,要等待许久才能静止,这严重影响了生产效率,而若不等待至静止,则由于取标过程浮动不定,因此会导致取标出现很大偏差,无法平稳地放置到仿体上,从而严重影响了贴标和产品的质量。此外,现有的平放式标仓中的真空发生器及气管转接头等零件安装零散。
技术实现要素:
[0004]
本实用新型所要解决的技术问题是提供一种平放式标仓结构,其移动模组机构的安装调试省时省力,取标过程稳定,生产效率高且贴标质量高。
[0005]
本实用新型解决上述技术问题所采用的技术方案为:一种平放式标仓结构,包括主框架、移动模组机构、标纸平放机构、取标件,其特征在于:所述的主框架的前端开口并作为送标口,所述的移动模组机构设置于所述的主框架的顶部中间位置上,所述的标纸平放机构设置于所述的主框架内且位于所述的移动模组机构的正下方,所述的移动模组机构带动所述的取标件向后运动至所述的标纸平放机构存放的标纸的正上方,所述的移动模组机构带动所述的取标件向下运动吸取标纸,所述的取标件吸取标纸后所述的移动模组机构带动所述的取标件向上运动后带动所述的取标件向前运动至所述的送标口外,所述的主框架的顶部的一侧安装有气控集成盒,所述的气控集成盒集成安装有真空发生器及多个气管转接头。
[0006]
所述的移动模组机构由主基板、无杆气缸、水平移动基板、竖直安装板、取标气缸、取标安装板组成,所述的主基板的顶端面与所述的主框架的顶部的中间位置固定连接,所述的无杆气缸沿所述的主基板的前后方向安装于所述的主基板的底端面上,所述的水平移动基板水平连接于所述的无杆气缸的滑台上,所述的无杆气缸带动所述的水平移动基板沿所述的主基板的前后方向来回运动,所述的竖直安装板的顶端与所述的水平移动基板固定
连接,所述的取标气缸竖直安装于所述的竖直安装板上,所述的取标气缸的活塞杆朝下且所述的取标安装板连接于所述的取标气缸的活塞杆上,所述的取标气缸带动所述的取标安装板上下来回运动。这种结构的移动模组机构的结构简单且紧凑、占用空间小、成本低、操作简单。
[0007]
所述的主基板与所述的水平移动基板之间设置有滑轨滑块组件,所述的滑轨滑块组件包括沿所述的主基板的前后方向平行设置于所述的主基板的底端面上的两根滑轨和设置于所述的水平移动基板的顶端面的两侧的两块滑块,两根所述的滑轨分布于所述的无杆气缸的两侧,所述的滑块与所述的滑轨相配合。利用两根滑轨与两个滑块对应配合,使得水平移动基板沿主基板的前后方向前后运动更为稳定;两根滑轨之间的间距可以较小。
[0008]
所述的水平移动基板一侧的前端安装有前感应开关、后端安装有后感应开关,所述的主基板的底端面一侧的前端安装有前感应钣金、后端安装有后感应钣金,所述的无杆气缸带动所述的水平移动基板沿所述的主基板的前后方向向前运动,在所述的前感应开关感应到所述的前感应钣金时所述的无杆气缸停止动作;所述的无杆气缸带动所述的水平移动基板沿所述的主基板的前后方向向后运动,在所述的后感应开关感应到所述的后感应钣金时所述的无杆气缸停止动作;所述的水平移动基板另一侧的前端水平安装有前油压缓冲器、后端水平安装有后油压缓冲器,所述的主基板另一侧的前端安装有前极限挡块、后端安装有后极限挡块,所述的前极限挡块位于所述的前感应钣金的前方,所述的后极限挡板位于所述的后感应钣金的后方,所述的前感应开关感应到所述的前感应钣金时所述的前油压缓冲器的受撞头碰撞到所述的前极限挡块,所述的后感应开关感应到所述的后感应钣金时所述的后油压缓冲器的受撞头碰撞到所述的后极限挡块。在此,前感应开关与前感应钣金的配合及后感应开关与后感应钣金的配合限定了水平移动基板的运动范围。
[0009]
所述的水平移动基板的底端面每侧与所述的竖直安装板对应侧之间设置有用于加强强度的侧连板。利用两块侧连板来加强水平移动基板与竖直安装板之间的连接强度。
[0010]
所述的移动模组机构还包括拖链,所述的主基板一侧水平连接有一块拖链固定钣金,位于同侧的所述的侧连板上连接有一块转接板,所述的拖链的固定端固定于所述的拖链固定钣金上,所述的拖链的移动端固定于所述的转接板上。
[0011]
所述的标纸平放机构由底板、用于平整堆叠标纸的标纸基板、用于带动所述的标纸基板上下运动的顶标机构组成,所述的顶标机构由过渡基板和顶标气缸组成,所述的标纸基板、所述的过渡基板和所述的底板自上而下依次设置,所述的过渡基板固定于所述的标纸基板的底部上,所述的顶标气缸竖直固定于所述的底板上且位于所述的底板的下方,所述的顶标气缸的活塞杆朝上穿过所述的底板后与所述的过渡基板的中部连接;所述的底板与所述的过渡基板之间设置有辅助于所述的顶标机构的导向机构,所述的导向机构由偶数个导向套和同数量的导向杆组成,所述的导向套安装于所述的底板上,且所述的导向套对称分布于所述的顶标气缸的两侧,所述的导向杆穿过所述的导向套,且所述的导向杆的顶部与所述的过渡基板连接。在此,顶标气缸的活塞杆朝上穿过底板后与过渡基板的中部连接,设置导向机构且导向机构中的导向杆对称分布于顶标气缸的两侧,这都是为了使过渡基板上下运动更为稳定。
[0012]
所述的标纸基板的四周均匀开设有多个缺口,所述的底板上与所述的缺口对应位置处设置有挡标杆,所述的挡标杆嵌入所述的缺口内,标纸被限制于所有所述的挡标杆围
成的空间内。挡标杆起到了定位标纸的作用,即所有挡标杆限制了标纸堆叠在标纸基板上的位置,不发生偏移,同时确保了标纸不会脱落;且通过改变挡标杆在缺口内的位置,可限制不同尺寸的标纸。
[0013]
所述的取标件由取标架、平行设置于所述的取标架上的多根安装杆、设置于所述的安装杆上的多个吸盘组成,所述的取标架的中间位置与所述的取标安装板固定连接,所述的吸盘通过金具固定于所述的安装杆上,所述的吸盘连接有吸盘气管接头。
[0014]
所述的主框架的后端开口且安装有放标门,所述的放标门的顶端与所述的主框架的后端开口的顶端铰链连接,所述的放标门的两侧边与所述的主框架的后端开口对应侧边之间设置有氮气弹簧,所述的放标门上安装有门把手。通过设置氮气弹簧,使得拉动门把手时氮气弹簧会自动弹起放标门,放标门会自动向上打开。
[0015]
与现有技术相比,本实用新型的优点在于:
[0016]
1)将移动模组机构设置于主框架的顶部中间位置上,不仅使得移动模组机构的安装调试省时省力,而且使得取标过程稳定,不会出现很大的偏差,提高了生产效率,提高了贴标质量。
[0017]
2)利用一个气控集成盒来集成安装真空发生器、多个气管转接头及其他所需的气控零件,使得气控零件集中,不仅方便连接操作,而且更为美观、安全。
[0018]
3)该平放式标仓结构适用于侧入式贴标机和顶入式(横入式)贴标机。
附图说明
[0019]
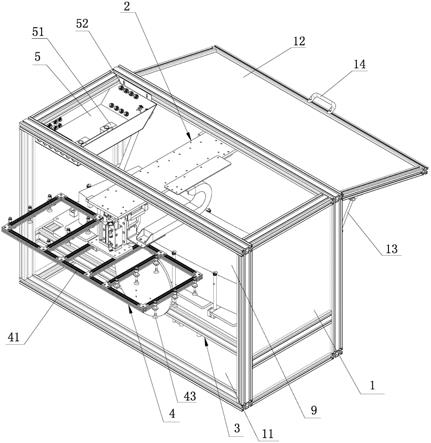
图1为本实用新型的平放式标仓结构的立体结构示意图;
[0020]
图2为本实用新型的平放式标仓结构中的移动模组机构的立体结构示意图一;
[0021]
图3为本实用新型的平放式标仓结构中的移动模组机构的立体结构示意图二;
[0022]
图4为本实用新型的平放式标仓结构中的标纸平放机构的立体结构示意图;
[0023]
图5为本实用新型的平放式标仓结构中的标纸平放机构的主视图;
[0024]
图6为本实用新型的平放式标仓结构中的取标件的立体结构示意图;
[0025]
图7为本实用新型的平放式标仓结构中的气控集成盒的立体结构示意图。
具体实施方式
[0026]
以下结合附图实施例对本实用新型作进一步详细描述。
[0027]
本实用新型提出的一种平放式标仓结构,如图所示,其包括安装于侧入式贴标机或顶入式贴标机的平台位置上的主框架1、移动模组机构2、标纸平放机构3、取标件4,主框架1的前端开口并作为送标口11,主框架1的后端开口且安装有放标门12,放标门12的顶端与主框架1的后端开口的顶端铰链连接,放标门12的两侧边与主框架1的后端开口对应侧边之间设置有氮气弹簧13,放标门12上安装有门把手14,通过设置氮气弹簧13,使得拉动门把手14时氮气弹簧13会自动弹起放标门12,放标门12会自动向上打开,移动模组机构2设置于主框架1的顶部中间位置上,标纸平放机构3设置于主框架1内且位于移动模组机构2的正下方,移动模组机构2带动取标件4向后运动至标纸平放机构3存放的标纸9的正上方,移动模组机构2带动取标件4向下运动吸取标纸9,取标件4吸取标纸9后移动模组机构2带动取标件4向上运动后带动取标件4向前运动至送标口11外,主框架1的顶部的一侧安装有气控集成
盒5,气控集成盒5集成安装有真空发生器51、多个气管转接头52以及其他所需的气控零件和用于显示压力的数显表53。
[0028]
在本实施例中,移动模组机构2由主基板21、无杆气缸22、水平移动基板23、竖直安装板24、取标气缸25、取标安装板26、拖链27组成,主基板21的顶端面与主框架1的顶部的中间位置固定连接,无杆气缸22沿主基板21的前后方向安装于主基板21的底端面上,水平移动基板23水平连接于无杆气缸22的滑台上,无杆气缸22带动水平移动基板23沿主基板21的前后方向来回运动,竖直安装板24的顶端与水平移动基板23固定连接,水平移动基板23的底端面每侧与竖直安装板24对应侧之间设置有用于加强强度的侧连板28,利用两块侧连板28来加强水平移动基板23与竖直安装板24之间的连接强度,取标气缸25竖直安装于竖直安装板24上,取标气缸25的活塞杆朝下且取标安装板26连接于取标气缸25的活塞杆上,取标气缸25带动取标安装板26上下来回运动,主基板21一侧水平连接有一块拖链固定钣金271,位于同侧的侧连板28上连接有一块转接板272,拖链27的固定端固定于拖链固定钣金271上,拖链27的移动端固定于转接板272上。这种结构的移动模组机构2的结构简单且紧凑、占用空间小、成本低、操作简单。
[0029]
在本实施例中,主基板21与水平移动基板23之间设置有滑轨滑块组件29,滑轨滑块组件29包括沿主基板21的前后方向平行设置于主基板21的底端面上的两根滑轨291和设置于水平移动基板23的顶端面的两侧的两块滑块292,两根滑轨291分布于无杆气缸22的两侧,滑块292与滑轨291相配合。利用两根滑轨291与两个滑块292对应配合,使得水平移动基板23沿主基板21的前后方向前后运动更为稳定。
[0030]
在本实施例中,水平移动基板23一侧的前端安装有前感应开关61、后端安装有后感应开关62,主基板21的底端面一侧的前端安装有前感应钣金63、后端安装有后感应钣金64,无杆气缸22带动水平移动基板23沿主基板21的前后方向向前运动,在前感应开关61感应到前感应钣金63时无杆气缸22停止动作;无杆气缸22带动水平移动基板23沿主基板21的前后方向向后运动,在后感应开关62感应到后感应钣金64时无杆气缸22停止动作;水平移动基板23另一侧的前端水平安装有前油压缓冲器65、后端水平安装有后油压缓冲器66,主基板21另一侧的前端安装有前极限挡块67、后端安装有后极限挡块68,前极限挡块67位于前感应钣金63的前方,后极限挡板位于后感应钣金64的后方,前感应开关61感应到前感应钣金63时前油压缓冲器65的受撞头碰撞到前极限挡块67,后感应开关62感应到后感应钣金64时后油压缓冲器66的受撞头碰撞到后极限挡块68。在此,前感应开关61与前感应钣金63的配合及后感应开关62与后感应钣金64的配合限定了水平移动基板23的运动范围。
[0031]
在本实施例中,标纸平放机构3由底板31、用于平整堆叠标纸的标纸基板32、用于带动标纸基板32上下运动的顶标机构33组成,顶标机构33由过渡基板331和顶标气缸332组成,标纸基板32、过渡基板331和底板31自上而下依次设置,过渡基板331固定于标纸基板32的底部上,顶标气缸332竖直固定于底板31上且位于底板31的下方,顶标气缸332的活塞杆朝上穿过底板31后与过渡基板331的中部连接;底板31与过渡基板331之间设置有辅助于顶标机构33的导向机构333,导向机构333由4个导向套334和同数量的导向杆335组成,导向套334安装于底板31上,且导向套334对称分布于顶标气缸332的两侧,导向杆335穿过导向套334,且导向杆335的顶部与过渡基板331连接。在此,顶标气缸332的活塞杆朝上穿过底板31后与过渡基板331的中部连接,设置导向机构333且导向机构333中的导向杆335对称分布于
顶标气缸332的两侧,这都是为了使过渡基板331上下运动更为稳定。
[0032]
在本实施例中,标纸基板32的四周均匀开设有多个缺口321,底板31上与缺口321对应位置处设置有挡标杆311,挡标杆311嵌入缺口321内,标纸9被限制于所有挡标杆311围成的空间内。挡标杆311起到了定位标纸9的作用,即所有挡标杆311限制了标纸9堆叠在标纸基板32上的位置,不发生偏移,同时确保了标纸9不会脱落;且通过改变挡标杆311在缺口321内的位置,可限制不同尺寸的标纸9。
[0033]
在本实施例中,取标件4由取标架41、平行设置于取标架41上的4根安装杆42、设置于安装杆42上的多个吸盘43组成,取标架41的中间位置与取标安装板26固定连接,吸盘43通过金具44固定于安装杆42上,吸盘43连接有吸盘气管接头45。
[0034]
上述,无杆气缸22采用现有技术;取标气缸25和顶标气缸332均采用现有的活塞式气缸;前感应开关61和后感应开关62均采用现有的感应开关,如接近开关;前油压缓冲器65和后油压缓冲器66均采用现有的油压缓冲器。
[0035]
上述,真空发生器51上的气管接头通过气管与气管转接头52的一端连接,一个气管转接头52的另一端通过气管与无杆气缸22上的调速接头221、取标气缸25上的调速接头251、顶标气缸332上的调速接头或吸盘43上的吸盘气管接头45连接。
[0036]
该平放式标仓结构工作时,取标气缸25带动吸盘43吸取到标纸9时,顶标气缸332的活塞杆缩回,取标气缸25的活塞杆也缩回,无杆气缸22带动取标气缸25向前运动把标纸9移出到送标口11外,前感应开关61感应到前感应钣金63时前油压缓冲器65的受撞头撞击到前极限挡块67,无杆气缸22停止动作,等待仿体来承接吸盘43吸附的标纸9,吸盘43放完标纸9后取标气缸25、无杆气缸22返回取下一张标纸,重复动作。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1