一种烟盒吸风成型轮的制作方法
1.本实用新型涉及烟盒包装设备的技术领域,尤其是涉及一种烟盒吸风成型轮。
背景技术:
2.现有的香烟在装盒后,需要在香烟盒的外侧壁相包覆塑料膜,以防止在运输的过程中香烟盒由于受潮而导致内部香烟霉变。
3.公开公告号为cn107813984a的中国发明申请公开了一种烟盒包装膜包装成型装置,包括有第一成型轮和第二成型轮,在第一和第二成型轮的两侧上半部分别间隙配合安装有一个护圈,在各成型轮上分别均布有个口部沿径向朝外的成形槽,在第一成型轮各成形槽对应的护圈上分别滑动配合安装有一个端面焊烙铁,在第二成型轮各成形槽对应的护圈上分别从两侧滑动配合安装有一个烟盒侧面焊烙铁,在第一成型轮中部前面间隙配合安装有一个进料折角通道,在进料折角通道与第一成型轮之间从下方安装有一个将工件推入成形槽内的推料器,在进料折角通道上滑动安装有由烟盒推动中部的包装膜,在第一成型轮和第二成型轮中部之间设有一条转送通道,在转送通道前半部是折角通道,后半部是两边突起的折边通道,在转送通道与第一成型轮之间和第二成型轮后边分别安装有一个将烟盒从成型槽内推出的推料器。
4.上述中的现有技术方案存在以下缺陷:其作业时,先将骨架纸包装完成后的烟盒纵向放在进料折角通道内,并将包装膜横向穿在通道上放在烟盒前面,在输送前进过程中,由烟盒和通道相配合,将包装膜沿烟盒短边折角后由推料器将其送入第一成型轮的成形槽内。但是在当烟盒进入至成型轮的成型槽内时,包装膜容易发生褶皱,进而使得对烟盒的包装效果不佳。
技术实现要素:
5.针对现有技术存在的不足,本实用新型的目的之一是提供一种烟盒吸风成型轮,其能够有效减小在包装时,包装膜发生褶皱的概率。
6.本实用新型的上述实用新型目的是通过以下技术方案得以实现的:
7.一种烟盒吸风成型轮,包括轮本体,所述的轮本体上设有至少一个开口沿轮本体径向向外的成型槽,所述的轮本体上还设有至少一个负压孔,所述的负压孔和成型槽相连通且与轮本体的轴线相平行。
8.通过采用上述技术方案,在使用过程中,当烟盒和包装膜进入至成型槽内时,负压孔会对包装膜进行吸取,从而对包装膜起到拉平的作用,因此能够有效减小包装时,包装膜发生褶皱的概率。
9.本实用新型在一较佳示例中可以进一步配置为:所述的轮本体上可拆卸连接有负压板,所述的负压孔设置在所述的负压板上。
10.通过采用上述技术方案,在使用时,可以直接将负压板安装在轮本体上,因此使得操作更为方便,同时也使得对轮本体的改造更为便捷。
11.本实用新型在一较佳示例中可以进一步配置为:所述的轮本体的上表面和下表面上均设有所述的负压板。
12.通过采用上述技术方案,在使用时,由于轮本体的上表面和下表面上均设有所述的负压板,因此能够对包装膜起到双向拉平的作用,进而使得对包装膜的拉平效果更好,进一步减小包装时,包装膜发生褶皱的概率。
13.本实用新型在一较佳示例中可以进一步配置为:所述的负压板上设有负压腔,所述的负压孔和所述的负压腔相连通。
14.通过采用上述技术方案,在使用时,负压腔先处于负压状态,随后负压孔处于负压状态,由于负压孔和负压腔相连通,因此当采用多个负压孔时,各个负压孔处的负压相同,使得对包装膜的拉平效果更好。
15.本实用新型在一较佳示例中可以进一步配置为:所述的轮本体上设有抽风孔,所述的抽风孔和负压腔相连通。
16.通过采用上述技术方案,在使用时,通过抽风孔抽取负压腔内的气流,使得负压腔处于负压状态。因此在需要更换负压板时,将负压板与轮本体相拆卸并安装新的负压板,并使新的负压板的负压腔与抽风孔相连通即可,使得操作更为方便。
17.本实用新型在一较佳示例中可以进一步配置为:所述的负压板上还设有凹槽,所述的凹槽沿轮本体径向向外设置。
18.通过采用上述技术方案,在使用时,凹槽的存在能够有效减小包装膜与负压板之间的摩擦,从而减小包装膜表面产生划痕的概率,同时也能够减小由于摩擦力而导致包装膜褶皱的概率。
19.本实用新型在一较佳示例中可以进一步配置为:所述的负压板上还设有负压槽,所述的负压孔位于负压槽内。
20.通过采用上述技术方案,在使用时,当负压孔产生负压时,会导致负压槽内产生负压,由于负压孔位于负压槽内,因此负压槽内的负压小于负压孔内的负压,因此能够减小对包装膜的吸力,减小由于吸力过大而导致包装膜褶皱或者损坏的概率。
21.本实用新型在一较佳示例中可以进一步配置为:所述的负压槽的槽深为1.5mm。
22.通过采用上述技术方案,在使用时,由于负压槽的槽深为1.5mm,因此当负压槽内的吸力过大时,也不会对包装膜造成严重的损伤。
23.综上所述,本实用新型包括以下至少一种有益技术效果:
24.在使用过程中,当烟盒和包装膜进入至成型槽内时,负压孔会对包装膜进行吸取,从而对包装膜起到拉平的作用,因此能够有效减小包装时,包装膜发生褶皱的概率;
25.在使用时,负压腔先处于负压状态,随后负压孔处于负压状态,由于负压孔和负压腔相连通,因此各个负压孔处的负压相同,使得对包装膜的拉平效果更好。
附图说明
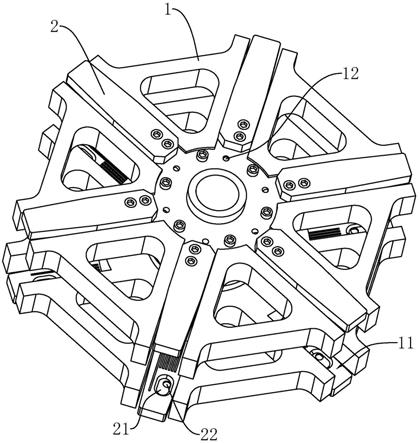
26.图1是本实用新型结构示意图。
27.图2是本实用新型俯视结构示意图。
28.图3是图2中a-a向剖视结构示意图。
29.图4是本实用新型负压板结构示意图。
30.附图标记:1、轮本体;11、成型槽;12、抽风孔;121、出风口;122、进风口;2、负压板;21、负压槽;211、斜面;22、负压孔;23、负压腔;231、连通孔;24、凹槽;241、第一槽;242、第二槽。
具体实施方式
31.以下结合附图对本实用新型作进一步详细说明。
32.参照图1和图2,为本实用新型公开的一种烟盒吸风成型轮,包括轮本体1,轮本体1上设有抽风孔12和至少一个开口沿轮本体1径向向外的成型槽11,抽风孔12包括进风口122和出风口121(参照图3)。
33.参照图2和图3,轮本体1的上表面和下表面上均通过螺栓连接有负压板2,负压板2内设有负压腔23,负压板2上还设有与负压腔23均相连通的一个连通孔231和一个负压孔22,负压孔22和成型槽11相连通且与轮本体1的轴线相平行。
34.参照图2和图3,进风口122和连通孔231相对应且连通,负压板2上设有远离轮本体1轴线的一端设有负压槽21,负压槽21的开口朝向成型槽11,负压孔22设置在负压板2上用于连通负压腔23和负压槽21。负压槽21的槽深为1.5mm。负压槽21与负压板2的表面通过斜面211相连接,斜面211与负压板2的表面之间的夹角为30
°
。因此当负压槽21处的吸力较大,导致包装膜进入至负压槽21内时,由于负压槽21的槽深为1.5mm和斜面211的存在且斜面211与负压板2的表面之间的夹角为30
°
,因此能够有效减小当包装膜在继续移动并从负压槽21内脱出时发生褶皱或者损伤的概率。
35.参照图4,负压板2上还设有凹槽24,凹槽24沿轮本体1径向向外设置。凹槽24的数量为7根,且相邻的凹槽24之间的间距相等。凹槽24包括第一槽241和第二槽242,第二槽242的数量为6根且位于连通孔231和负压槽21之间。第一槽241的长度大于第二槽242的长度且延伸至负压槽21的一侧。
36.本实施例的实施原理为:在生产过程中,负压槽21处于负压状态,当烟盒和包装膜进入至成型槽11内时,包装膜会与负压板2的表面相接触,并经过负压槽21,并被负压槽21所吸取,从而对包装膜产生拉力,使得包装膜更为平整。此时包装膜也会经过第一槽241,因此能够有效减小与负压板2之间的摩擦,当烟盒和包装膜继续前进时,包装膜会与第二槽242相接触,因此进一步减小包装膜与负压板2之间的接触面积,减小包装膜与负压板2之间的摩擦。
37.本具体实施方式的实施例均为本实用新型的较佳实施例,并非依此限制本实用新型的保护范围,故:凡依本实用新型的结构、形状、原理所做的等效变化,均应涵盖于本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1