自定位螺丝分拣设备的制作方法
1.本实用新型属于五金紧固件加工的技术领域,尤其涉及自定位螺丝分拣设备。
背景技术:
2.螺丝是作紧固连接用且应用极为广泛的一类机械零件。其使用行业广泛,包括能源、电子、电器、机械、化工、冶金、模具、液压等等行业,在各种机械、设备、车辆、船舶、铁路、桥梁、建筑、结构、工具、仪器、化工、仪表和用品等上面。各种行业对于紧固结构的精度要求不同,在精度要求高的行业中,螺丝生产成型后还需要进行精准的分拣过程,以去除不良品,而现有技术中的分拣设备精度不够,螺丝在传送过程中容易偏移而不便采集相应信息,从而导致分拣效果不好,工作效率不高。
技术实现要素:
3.本实用新型提供一种自定位螺丝分拣设备,用以解决现有技术中分拣效果差的技术问题。
4.本实用新型公开了一种自定位螺丝分拣设备,包括旋转工作台、进料盘、螺丝定位机构、摄像调试机构以及分拣出料机构,所述进料盘、螺丝定位机构、摄像调试机构以及分拣出料机构顺次围设于所述旋转工作台的周缘,螺丝由进料盘上料至所述旋转工作台,在所述旋转工作台的旋转带动下依次通过螺丝定位机构的定位、摄像调试机构的检测,然后由分拣出料机构分拣输出。
5.优选地,所述螺丝定位机构包括外偏离调整组件以及内偏离调整组件,所述外偏离调整组件以及所述内偏离调整组件分别设于所述螺丝在所述旋转工作台上的运动轨迹两侧。
6.优选地,所述外偏离调整组件包括与所述旋转工作台旋转方向相反的第一推动轮以及支撑所述第一推动轮悬置于所述旋转工作台的第一支撑臂。
7.优选地,所述内偏离调整组件包括与所述旋转工作台旋转方向相同的第二推动轮以及支撑所述第二推动轮悬置于所述旋转工作台的第二支撑臂。
8.优选地,所述第一推动轮的两侧分别向所述运动轨迹方向延伸有第一延伸挡板,所述第二推动轮的两侧分别向所述运动轨迹方向延伸有第二延伸挡板。
9.优选地,所述摄像调试机构包括第一ccd相机以及第二ccd相机,所述第一ccd相机悬置于所述旋转工作台之上,用于采集螺丝的俯视图像信息,所述第二ccd相机设置于所述旋转工作台的侧面,用于采集螺丝的侧视图像信息。
10.优选地,所述分拣出料机构包括良品收集盒以及不良品收集盒,所述不良品收集盒置于所述摄像调试机构与所述良品收集盒之间。
11.优选地,该设备还包括包装贴标机构,所述包装贴标机构包括螺丝装袋组件以及贴标组件,所述螺丝装袋组件设于所述分拣出料机构之下,用于将螺丝装入包装袋中,所述贴标组件设于所述包装袋一侧,用于将标签纸贴至所述包装袋上。
12.从上述本实用新型实施例可知,本方案通过将所述进料盘、螺丝定位机构、摄像调试机构以及分拣出料机构顺次围设于所述旋转工作台的周缘,可以实现进料盘中的螺丝进入旋转工作台后依次通过螺丝定位机构先进行定位,然后通过摄像调试机构进行螺丝尺寸信息的采集分析,最后由分拣出料机构拣出合格品。本方案的分拣设备通过螺丝定位机构对螺丝进行定位处理,以保证螺丝的运行轨迹一致,在摄像调试机构中可以清楚完整获取螺丝的全部尺寸信息,以避免信息采集不全或采集偏差导致的分拣效率偏低问题,同能够大大提高工作效率。
附图说明
13.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
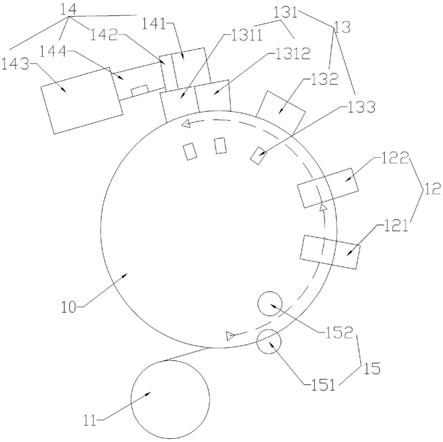
14.图1为本实用新型自定位螺丝分拣设备的结构示意图;
15.图2为本实用新型螺丝定位机构的局部结构示意图。
16.主要元件符号说明:
17.10、旋转工作台;11、进料盘;12、摄像调试机构;13、分拣出料机构;14、包装贴标机构;15、螺丝定位机构;121、第一ccd相机;122、第二ccd相机;131、良品收集盒;132、不良品收集盒;133、吹料器;1311、第一料盒;1312、第二料盒;141、螺丝装袋组件;142、封袋组件;143、标签打印组件;144、贴标组件;151、外偏离调整组件;152、内偏离调整组件;1511、第一推动轮;1512、第一支撑臂;1513、第一延伸挡板;1521、第二推动轮;1522、第二支撑臂;1523、第二延伸挡板。
具体实施方式
18.为使得本实用新型的实用新型目的、特征、优点能够更加的明显和易懂,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而非全部实施例。基于本实用新型中的实施例,本领域技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
19.请参阅图1,本实用新型公开了一种自定位螺丝分拣设备,其中,图1中的虚线部分为螺丝在所述旋转工作台10上的运行轨迹示意。该设备包括旋转工作台10、进料盘11、螺丝定位机构15、摄像调试机构12以及分拣出料机构13,进料盘11、螺丝定位机构15、摄像调试机构12以及分拣出料机构13顺次围设于旋转工作台10的周缘,螺丝由进料盘11上料至旋转工作台10,在旋转工作台10的旋转带动下依次通过螺丝定位机构15的定位、摄像调试机构12的检测,然后由分拣出料机构13分拣输出。
20.相较于现有技术,本方案通过将进料盘11、螺丝定位机构15、摄像调试机构12以及分拣出料机构13顺次围设于旋转工作台10的周缘,可以实现进料盘11中的螺丝进入旋转工作台10后依次通过螺丝定位机构15先进行定位,然后通过摄像调试机构12进行螺丝尺寸信息的采集分析,最后由分拣出料机构13拣出合格品。本方案的分拣设备通过螺丝定位机构
15对螺丝进行定位处理,以保证螺丝的运行轨迹一致,在摄像调试机构12中可以清楚完整获取螺丝的全部尺寸信息,以避免信息采集不全或采集偏差导致的分拣效率偏低问题,同能够大大提高工作效率。
21.在本实施例中,螺丝定位机构15包括外偏离调整组件151以及内偏离调整组件152,外偏离调整组件151以及内偏离调整组件152分别设于螺丝在旋转工作台10上的运动轨迹两侧。外偏离调整组件151可以实现对向外偏离螺丝的位置调整,内偏离调整组件152可以实现对向内偏离螺丝的位置调整,以保证螺丝均处于运行轨迹上移动。
22.请进一步参阅图2,外偏离调整组件151包括与旋转工作台10旋转方向相反的第一推动轮1511以及支撑第一推动轮1511悬置于旋转工作台10的第一支撑臂1512。内偏离调整组件152包括与旋转工作台10旋转方向相同的第二推动轮1521以及支撑第二推动轮1521悬置于旋转工作台10的第二支撑臂1522。第一推动轮1511的旋转方向与旋转工作台10的旋转方向相反,可以抵制螺丝进一步外偏,第二推动轮1521的旋转方向与旋转工作台10的旋转方向相同,可以抵制螺丝进一步内偏。需要说明的是,第一支撑臂1512与第二支撑臂1522均为固定组件,二者支撑的第一推动轮1511以及第二推动轮1521距离旋转工作台10表面的距离一致且不变,该距离小于螺丝的螺帽厚度。
23.在本实施例中,第一推动轮1511的两侧分别向运动轨迹方向延伸有第一延伸挡板1513,第二推动轮1521的两侧分别向运动轨迹方向延伸有第二延伸挡板1523。第一延伸挡板1513以及第二延伸挡板1523的设置可以进一步提高第一推动轮1511与第二推动轮1521的调节作用范围,两个延伸挡板有部分位置重合,从而保证了重合部分的螺丝绝对处于运行轨迹上,不会出现漏调的可能。
24.在本实施例中,摄像调试机构12包括第一ccd相机121以及第二ccd相机122,第一ccd相机121悬置于旋转工作台10之上,用于采集螺丝的俯视图像信息,第二ccd相机122设置于旋转工作台10的侧面,用于采集螺丝的侧视图像信息。第一ccd相机121与第二ccd相机122分别用于拍摄螺丝的俯视图信息以及侧视图信息,从而实现对螺丝的螺柱高度、半径、螺牙尺寸以及螺帽尺寸进行全面采集,进而得到该产品是否为合格产品。在本方案中,为了保证第一ccd相机121以及第二ccd相机122的拍摄清晰度,一般需要使用光源进行辅助拍摄。
25.在本实施例中,分拣出料机构13包括良品收集盒131以及不良品收集盒132,不良品收集盒132置于摄像调试机构12与良品收集盒131之间。分拣出料机构13还包括与良品收集盒131以及不良品收集盒132相对的吹料器133,吹料器133分别设置在良品收集盒131与不良品收集盒132的盒口处,由控制器控制,在检测到运行轨迹到相应位置为良品或不良品时,将螺丝吹入相应盒中,实现良品与不良品的区分。
26.需要说明的是,良品收集盒131包括第一料盒1311以及第二料盒1312,第一料盒1311与第二料盒1312分别与螺丝装袋组件141的不同对接袋相连,不同对接袋均与封袋组件142相接。本方案中的第一料盒1311与第二料盒1312间隔进行螺丝的接收,以便于在一个料盒中的包装袋接满时,封袋和贴标过程中,另一个料盒可以不间断工作,保证良品螺丝不间断输出。
27.每个料盒对应一个吹料器133,每个吹料器133均具有计数功能,在吹料达到预设数量时,即说明当前料盒中的包装袋已满,从而换到另一料盒中进一步装螺丝,既可以方面
每个包装袋中的螺丝数量一致,也可以自然进行料盒之间的转换。
28.在本实施例中,该设备还包括包装贴标机构14,包装贴标机构14包括螺丝装袋组件141以及贴标组件144,螺丝装袋组件141设于分拣出料机构13之下,用于将螺丝装入包装袋中,贴标组件144设于包装袋一侧,用于将标签纸贴至包装袋上。具体地,本方案中的螺丝装袋组件141可以包括包装袋滚筒以及将包装袋袋口移至分拣出料机构13的出料口的抓取组件。封袋组件142包括切袋器以及热封器,切袋器设于滚筒的出口处,热封器处于出料口处,可以在螺丝装满包装袋后直接进行封口。标签打印组件143为常规的标签打印机,贴标组件144包括输出皮带以及贴标机械手,被封袋组件142封袋后的包装袋直接落入输出皮带上,贴标机械手从标签打印机上吸取标签纸并压合于包装袋上,实现贴标过程,最后由输出皮带将成品输出。本方案中的抓去组件、切袋器、热封器以及贴标机械手均由气缸带动控制,滚筒以及输出皮带由电机控制运转。当然,本方案并不局限上述包装贴标结构的具体结构设计,也可以根据具体需求,进行结构上的改进。只要是能够在分拣后直接进行装袋贴标的分拣设备,均属于本方案的简单变形与变换,应当落入本实用新型的保护范围。
29.在上述实施例中,对各个实施例的描述都各有侧重,某个实施例中没有详述的部分,可以参见其它实施例的相关描述。
30.以上为对本实用新型所提供的技术方案的描述,对于本领域的技术人员,依据本实用新型实施例的思想,在具体实施方式及应用范围上均会有改变之处,综上,本说明书内容不应理解为对本实用新型的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1