高速六通道易拉罐盖检测系统的制作方法
1.本实用新型涉及易拉罐盖生产领域,特别是涉及一种高速六通道易拉罐盖检测系统。
背景技术:
2.金属包装配套的铝制易拉罐盖,广泛应用在啤酒、汽水、果蔬汁、蛋白饮料、八宝粥等食品饮料的密封。随着市场的增长,易拉罐盖产业也迅速发展,行业竞争逐步进入白热化,为适应市场的优胜劣汰,易拉罐盖的生产需要朝着速度快、效率高、人工成本低的方向升级。易拉罐盖在生产过程中需要对其生产的产品进行检测,传统的人工检测方式已不能满足现代化生产的需求。
技术实现要素:
3.本实用新型的目的在于提供一种自动化程度高的高速六通道易拉罐盖检测系统。
4.为实现上述目的,本实用新型的技术解决方案是:
5.本实用新型是一种高速六通道易拉罐盖检测系统,包括进料输送带、正面检测机构、翻转机构、反面检测机构、输送线、数盖装置、包装台、包装装置;所述进料输送带、正面检测机构、翻转机构、反面检测机构、输送线、数盖装置、包装台、包装装置依工艺步骤依次衔接;其中,数盖装置和包装装置分别位于包装台的进料端和出料端;
6.所述数盖装置包括盖机架、盖进料机构、数盖导槽、盖计数器、盖分隔气缸、盖分隔板、顶压机构;所述盖进料机构安装在盖机架上且位于数盖导槽的进料端,数盖导槽固定安装在盖机架上,顶压机构安装在盖机架上且位于数盖导槽的中部上方,盖计数器安装在顶压机构上且位于数盖导槽的中部上方,盖分隔气缸的缸体固定安装在盖机架上且位于数盖导槽出料端的上方,盖分隔气缸的活塞杆杆端与盖分隔板的上端连接,盖分隔板的下端伸向数盖导槽的出料端。
7.所述盖进料机构包括盖电机、盖链轮组、盖转轴、两组盖伞形齿轮组、两个辊轮;所述盖电机安装在盖机架上,盖电机的输出轴通过盖链轮组与盖转轴中部连接,盖转轴的两端可旋转的安装在盖机架上,两组盖伞形齿轮组分别固定在盖转轴的两侧,盖转轴通过两组盖伞形齿轮组与两个辊轮连接,两个辊轮可旋转的安装在盖机架上且位于数盖导槽进料端的两侧,用于逐个驱动数盖导槽内的易拉罐盖。
8.所述两个辊轮的中部具有一个环绕全周的弧形凹槽。
9.所述顶压机构包括顶压机架、压板、多根压杆、压杆固定板、多根压杆弹簧;所述顶压机架固定在盖机架上,压板的底面压向数盖导槽内的易拉罐盖,压板的顶面分别与多根压杆的下端连接,压杆的固定在压杆固定板上,压杆固定板通过螺栓固定在顶压机架两侧的长槽内,压杆弹簧套接在压杆上且压杆弹簧的两端分别顶靠在压板顶面和压杆固定板上。
10.所述包装装置包括包装机架、包装导槽、包装分隔气缸、包装分隔板、包装筒、纸袋
压板、纸袋压紧气缸;所述包装导槽安装在包装机架上,包装分隔气缸的缸体固定安装在包装机架上,包装分隔气缸的活塞杆杆端与包装分隔板上端连接,包装分隔板的下端伸向包装导槽的出料端,包装筒固定安装在包装机架上,纸袋压紧气缸的活塞杆杆端与纸袋压板的底部连接,纸袋压板的顶部压向包装筒的底面;
11.所述包装导槽为一个开口朝上的v型槽,该v型槽的开口角度为40
°‑
48
°
,在该包装导槽的入料端固定安装有锁板,以便与数盖导槽衔接,锁板中部具有开口向上的锁板v型槽,该锁板v型槽的开口角度与包装导槽 v型槽的开口角度相同,为40
°‑
48
°
。
12.所述包装筒为一个侧壁具有开口槽的圆筒,该开口槽与截面y轴的夹角为25
°‑
35
°
。
13.所述正面检测机构与反面检测机构结构相同;所述正面检测机构包括检盖输送框架、输送管道、输送皮带、负压风机、真空管、视觉检测机构;所述输送管道安装在检盖输送框架顶面,输送管道的顶面具有沿长度方向开设的吸气长槽,输送皮带安装在输送管道的顶面,负压风机安装在检盖输送框架的底部且负压风机通过真空管与输送管道连通,视觉检测机构安装在检盖输送框架上且位于输送皮带的进料端,视觉检测机构的摄像头向下对着输送皮带的顶面。
14.所述翻转机构包括翻转导轨和两组驱动机构;所述翻转导轨由两条中部扭转180
°
的轨道构成,翻转导轨的两端分别连接在正面检测机构和反面检测机构上,两组驱动机构分别安装在正面检测机构和反面检测机构上;所述驱动机构包括翻转电机、翻转皮带轮组、翻转滚轮,翻转电机的输出轴通过翻转皮带轮组与翻转滚轮的转轴连接,驱动翻转滚轮旋转,翻转滚轮可旋转的安装在翻转导轨端部且位于两条轨道的中间处。
15.采用上述方案后,由于本实用新型包括进料输送带、正面检测机构、翻转机构、反面检测机构、输送线、数盖装置、包装台、包装装置,进料输送带将易拉罐盖分开并逐个送入正面检测机构内对易拉罐盖的正面进行检测,易拉罐盖正面检测完毕之后,翻转机构可将易拉罐盖翻转180
°
并送入反面检测机构进行检测,检测完成后,数盖装置会对易拉罐盖的数量进行计数,当达到设定的包装数量后,多个易拉罐盖被送到包装装置进行包装,整个检测、包装过程自动完成,不仅提高了生产产能和效率,还提升了成品盖的质量水平,降低了人工成本。
16.下面结合附图和具体实施例对本实用新型作进一步的说明。
附图说明
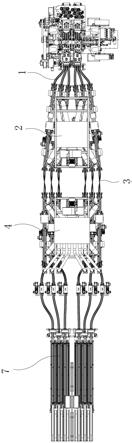
17.图1是本实用新型的俯视图;
18.图2是本实用新型的轴测图;
19.图3是本实用新型正面检测机构的轴测图;
20.图4是本实用新型翻转机构的俯视图;
21.图5是本实用新型翻转机构的轴测图;
22.图6是本实用新型数盖装置的俯视图;
23.图7是本实用新型数盖装置中顶压机构的轴测图;
24.图8是本实用新型包装装置的轴测图;
25.图9是本实用新型包装装置中包装导槽与包装筒配合的轴测图;
26.图10是本实用新型包装装置中包装导槽的截面图;
27.图11是本实用新型包装装置中锁板的主视图;
28.图12是本实用新型包装装置中包装筒的截面图。
具体实施方式
29.如图1、图2所示,本实用新型是一种高速六通道易拉罐盖检测系统,包括进料输送带1、正面检测机构2、翻转机构3、反面检测机构4、输送线5、数盖装置6、包装台7、包装装置8。
30.所述进料输送带1、正面检测机构2、翻转机构3、反面检测机构4、输送线5、数盖装置6、包装台7、包装装置8依工艺步骤依次衔接;其中,数盖装置6和包装装置8分别位于包装台7的进料端和出料端。
31.如图6所示,所述数盖装置6包括盖机架61、盖进料机构62、数盖导槽63、盖计数器64、盖分隔气缸65、盖分隔板66、顶压机构67;所述盖进料机构62安装在盖机架61上且位于数盖导槽63的进料端,数盖导槽63固定安装在盖机架61上,顶压机构67安装在盖机架61上且位于数盖导槽63的中部上方,盖计数器64安装在顶压机构67上且位于数盖导槽63的中部上方,盖分隔气缸65的缸体固定安装在盖机架61上且位于数盖导槽63出料端的上方,盖分隔气缸65的活塞杆杆端与盖分隔板66的上端连接,盖分隔板66的下端伸向数盖导槽63的出料端。
32.所述盖进料机构62包括盖电机621、盖链轮组622、盖转轴623、两组盖伞形齿轮组624、两个辊轮625;所述盖电机621安装在盖机架61上,盖电机621的输出轴通过减速器626、盖链轮组622与盖转轴623中部连接,盖转轴623的两端可旋转的安装在盖机架61上,两组盖伞形齿轮组624分别固定在盖转轴623的两侧,盖转轴623通过两组盖伞形齿轮组624与两个辊轮625连接,两个辊轮625可旋转的安装在盖机架61上且位于数盖导槽63进料端的两侧,用于逐个驱动数盖导槽63内的易拉罐盖,两个辊轮625的中部具有一个环绕全周的弧形凹槽6251;
33.参考图7所示,所述顶压机构67包括顶压机架671、压板672、多根压杆673、压杆固定板674、多根压杆弹簧675、螺栓676;所述顶压机架671固定在盖机架61上,压板672的底面压向数盖导槽63内的易拉罐盖,压板672的顶面分别与多根压杆673的下端连接,压杆673的固定在压杆固定板674上,压杆固定板674通过螺栓676固定在顶压机架671两侧的长槽6711内,压杆弹簧675套接在压杆673上且压杆弹簧675的两端分别顶靠在压板672顶面和压杆固定板674上。
34.如图8
‑
图12所示,所述包装装置8包括包装机架81、包装导槽82、包装分隔气缸83、包装分隔板84、包装筒85、纸袋压板86、纸袋压紧气缸87、锁板88;所述包装导槽82为一个开口朝上的v型槽,该v型槽的开口角度为44
°
,在该包装导槽82的入料端固定安装有锁板88,以便与数盖导槽63衔接,锁板88中部具有开口向上的锁板v型槽,该锁板v型槽的开口角度与包装导槽82 v型槽的开口角度相同,也为44
°
,包装导槽82安装在包装机架81上,在本实施例中,包装导槽82与数盖导槽63连通,包装分隔气缸83的缸体固定安装在包装机架81上,包装分隔气缸83的活塞杆杆端与包装分隔板84上端连接,包装分隔板84的下端伸向包装导槽82的出料端,包装筒85固定安装在包装机架81上,纸袋压紧气缸87的活塞杆杆端与纸袋
压板86的底部连接,纸袋压板86的顶部压向包装筒85的底面。所述包装筒85为一个侧壁具有开口槽851的圆筒,该开口槽851与截面y轴的夹角为30
°
。
35.如图3所示,所述反面检测机构4与正面检测机构2结构相同;所述正面检测机构2包括检盖输送框架21、输送管道22、输送皮带23、负压风机24、真空管25、视觉检测机构26;所述输送管道22安装在检盖输送框架21顶面,输送管道22的顶面具有沿长度方向开设的吸气长槽221,输送皮带23安装在输送管道22的顶面,负压风机24安装在检盖输送框架21的底部且负压风机24通过真空管25与输送管道22连通,视觉检测机构26安装在检盖输送框架21上且位于输送皮带23的进料端,视觉检测机构26的摄像头向下对着输送皮带23的顶面。
36.如图4、图5所示,所述翻转机构3包括翻转导轨31和两组驱动机构32。所述翻转导轨31由两条中部扭转180
°
的轨道311构成,翻转导轨31的两端分别连接在反面检测机构4的检盖输送框架和正面检测机构2的检盖输送框架21上,两组驱动机构32分别安装在反面检测机构4的检盖输送框架31和正面检测机构2的检盖输送框架上。所述驱动机构32包括翻转电机321、翻转皮带轮组322、翻转滚轮323;翻转电机321的输出轴通过翻转皮带轮组322与翻转滚轮323的转轴连接,驱动翻转滚轮323旋转,翻转滚轮323可旋转的安装在翻转导轨31端部且位于两条轨道311的中间处。
37.本实用新型的工作原理:
38.进料输送带1将易拉罐盖10(如图6所示)分开并逐个送入正面检测机构2内对易拉罐盖10的正面进行检测,易拉罐盖10正面检测完毕之后,翻转机构3可将易拉罐盖翻转180
°
并送入反面检测机构4进行检测,检测完成后,数盖装置6会对易拉罐盖10的数量进行计数,当达到设定的包装数量后,多个易拉罐盖被送到包装装置8进行包装。
39.以上所述,仅为本实用新型较佳实施例而已,故不能以此限定本实用新型实施的范围,即依本实用新型申请专利范围及说明书内容所作的等效变化与修饰,皆应仍属本实用新型专利涵盖的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1