一种拉链包装机的制作方法
1.本实用新型涉及一种包装机,尤其涉及一种用于一次性包装多个拉链的拉链包装机。
背景技术:
2.包装机械是目前大量使用的机械设备,目前包装机械各式各样应用于粉料、颗粒、液体等不同物料的包装需求,同时对一些在包装袋的外观如圆筒形、锥形、方形等不同的造型需求也设计了不同的机械结构进行。
3.目前在对拉链进行包装时的包装设备较少,大多采用的还是人工进行逐步包装加工,对于大批量生产加工的企业,这样的包装模式效率低,并且包装的质量也不能达到统一的标准,制约了企业的进一步的生产发展。
技术实现要素:
4.本实用新型目的是为了克服现有技术的不足而提供一种能自动将拉链进行包装,并能将不符合重量需要的拉链筛选出来,包装效率高的同时包装的质量也符合需求的拉链包装机。
5.为达到上述目的,本实用新型采用的技术方案是:一种拉链包装机,包括:
6.供料机构,用于将多个拉链同步送至流水线上;
7.流水线,所述流水线设于所述供料机构的末端;
8.包装膜送料折边机构,所述包装膜送料折边机构设于所述流水线内,用于将包装膜的两边折边后送至流水线内;
9.封边成形机构,所述封边成形设于所述流水线的上方;
10.选料机构,所述选料机构设于所述流水线的末端;
11.其中,供料机构将拉链送至经由包装膜送料折边机构进行折边后的包装膜内,包装膜和拉链通过流水线同步往前传输,并经由封边成形机构将包装膜热封后形成包装拉链的包装袋,最后通过选料机构筛选合格产品。
12.进一步的,所述供料机构包括供料支架,在所述供料支架上设有供料流水线,在所述供料流水线的两端设有供料气缸,所述供料气缸驱动放料盒可翻转的设于所述供料流水线的上方。
13.进一步的,所述包装膜送料折边机构包括送料轮,所述送料轮的一侧设有张紧组件;所述张紧组件的上方设有位于流水线上的折料底板;所述折料底板的上端面两侧设有折板,且两个所述折板之间的距离比包装膜的宽度窄;两个所述折板的前端设有对应的挡边板,在所述挡边板的前端设有朝内的斜面。
14.进一步的,所述封边成形机构包括依次设于所述挡边板上方的压紧组件、热熔组件和热封机构;所述热封机构的末端还设有剪切热封组件;
15.其中,所述剪切热封组件包括底架,在所述底架上设有可上下升降的下热封组件,
在所述下热封组件内设有切刀槽;所述下热封组件的上方设有可上下升降的上热封组件,且,所述下热封组件和所述上热封组件上下对应设置;所述上热封组件内设有经由下移气缸可上下移动的切刀,且,所述切刀与切刀槽对应设置。
16.进一步的,所述选料机构包括选料流水线;所述选料流水线的两侧设有成品收集盒,且所述选料流水线的末端设有废品收集盒;所述选料流水线的上方设有通过竖向模组可竖向移动的移动架;所述移动架上设有吸料组件和吸标组件,分别用于吸附拉链和标签;所述选料流水线一侧设有称重支架,在所述称重支架的下方设有称重传感器,用于称重拉链的重量;所述选料流水线上位于称重支架的一侧还设有出标机构;所述出标机构包括出标设备,在所述出标设备的出标口处设有分离放置板,分离放置板的一侧设有感应器,用于感应标签的位置;所述分离放置板的底部设有剥标组件,用于将标签从标签膜上剥离出来。
17.进一步的,所述吸料组件包括设于所述移动架的第一竖向气缸,所述第一竖向气缸的底部设有可上下升降的吸盘支撑块,所述吸盘支撑块上设有若干个吸料吸盘。
18.进一步的,所述吸标组件包括设于所述移动架的第二竖向气缸,在所述第二竖向气缸的底部设有第三竖向气缸,在所述第三竖向气缸的底部设有若干个吸标吸盘。
19.进一步的,所述剥标组件包括剥标支架,在所述剥标支架处设有回收滚轮;所述回收滚轮的一侧设有相对设置的主动轮和从动轮,主动轮经由驱动电机驱动转动;所述主动轮一侧的前方设有交错分布的第一剥离轮和第二剥离轮,且所述第一剥离轮位于出标设备出标口的斜下方,且位于分离放置板的下方。
20.由于上述技术方案的运用,本实用新型与现有技术相比具有下列优点:
21.本实用新型方案的拉链包装机,可以实现自动将多个拉链热封在包装袋内,并能自动识别拉链的重量是否符合要求,并将合格产品和不合格产品进行分类放置,全程不需要人工操作,降低了用工成本,节省时间的同时提升拉链的包装质量,符合企业批量化生产的需求,具有较好的市场价值。
附图说明
22.下面结合附图对本实用新型技术方案作进一步说明:
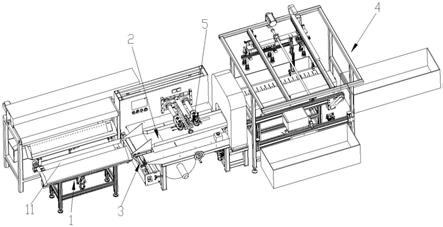
23.附图1为本实用新型的结构示意图;
24.附图2为供料机构的结构示意图;
25.附图3为包装膜送料折边机构和封边成形机构配合的结构示意图;
26.附图4为剪切热封组件的结构示意图;
27.附图5为选料机构的结构示意图;
28.附图6为附图5的另一视角的结构示意图;
29.附图7为附图6中a部的放大图;
30.附图8为附图6中b部的放大图;
31.附图9为出标机构的结构示意图;
32.其中:供料机构1、流水线2、包装膜送料折边机构3、选料机构4、封边成形机构5、供料支架10、供料流水线11、供料气缸12、放料盒13、送料轮30、张紧组件31、折料底板32、折板34、挡边板35、压紧组件36、热熔组件37、热封机构38、剪切热封组件39、选料流水线40、成品收集盒41、废品收集盒42、吸料组件43、吸标组件44、称重支架45、称重传感器、出标机构47、
移动架48、底架390、下热封组件391、切刀槽392、上热封组件393、下移气缸394、切刀395、第一竖向气缸430、吸盘支撑块431、吸料吸盘432、第二竖向气缸440、第三竖向气缸441、吸标吸盘442、出标设备470、分离放置板471、感应器472、剥标支架473、回收滚轮474、主动轮475、从动轮476、第一剥离轮477、第二剥离轮478。
具体实施方式
33.下面结合附图及具体实施例对本实用新型作进一步的详细说明。
34.请参阅附图1
‑
9,本实用新型所述的一种拉链包装机,包括供料机构1、流水线2、包装膜送料折边机构3和选料机构4;供料机构1包括位于供料支架10上的供料流水线11,在所述供料流水线11的两端设有供料气缸12,所述供料气缸12驱动放料盒13可翻转的设于所述供料流水线11的上方,放料盒13内放置有多个拉链,拉链被供料气缸12翻转到供料流水线11上后被传输至流水线2上。
35.流水线2设于所述供料机构1的末端;所述包装膜送料折边机构3设于所述流水线2内,用于将包装膜的两边折边后送至流水线2内;所述包装膜送料折边机构3包括送料轮30,所述送料轮20的一侧设有张紧组件31;所述张紧组件31的上方设有位于流水线2上的折料底板32;所述折料底板32的上端面两侧设有呈三角状的折板34,且两个所述折板34之间的距离比包装膜的宽度窄;两个所述折板34的前端设有对应的挡边板35,两个挡边板35平行设置在流水线2上,所述挡边板35的前端设有朝内的斜面。
36.作为进一步的优选实施例,所述封边成形机构包括依次设于所述挡边板35上方的压紧组件36、热熔组件37和热封机构38;所述热封机构38的末端还设有剪切热封组件39。
37.其中,所述剪切热封组件39包括底架390,在所述底架390上设有可上下升降的下热封组件391,在所述下热封组件391内设有切刀槽392;所述下热封组件391的上方设有可上下升降的上热封组件393,且所述下热封组件391和所述上热封组件393上下对应设置;所述上热封组件393内设有经由下移气缸394可上下移动的切刀395,且所述切刀395与切刀槽392对应设置。
38.工作时,包装膜从送料轮30内送至张紧组31件后通过两个呈三角状的折板34对包装膜的两边进行折边后进入到两侧的挡边条35进行定型,这样包装膜折后的两边呈聚拢状的进入到压紧组件36中进行两边的压紧,其中压紧组件由两个相对设置的滚轮构成;接着包装膜进入到热熔组件37中将包装膜的两折边进行热熔,最后通过热封机构38将包装膜的两折边热封在一起,从而形成一个完整的包装袋;在这个对包装膜两边热封形成包装袋的过程中,拉链随着包装膜一起在流水线2上进行传输,这样最后拉链就被包装在由包装膜热封而成的包装袋内;当装有拉链的包装袋移动到热封组件39时,切刀经由下移气缸驱动往下移动,与切刀槽配合将包装袋的末端剪切的同时通过下热封组件391和上热封组件393热封,从而完成整个拉链包装的过程,最后进入到选料机构处进行筛选合格的产品,并且切刀切的这一刀也将第二个包装袋的起始位置剪切出来,方便进行下一个拉链的包装。
39.作为进一步的优选实施例,所述选料机构4设于所述流水线2的末端,所述选料机构4包括选料流水线40;所述选料流水线40的两侧设有成品收集盒41,且所述选料流水线40的末端设有废品收集盒42;所述选料流水线40的上方设有通过竖向模组可竖向移动的移动架48。
40.其中,所述移动架48上设有吸料组件43和吸标组件44,所述吸料组件43包括设于所述移动架48的两个第一竖向气缸430,两个所述第一竖向气缸430的底部设有可上下升降的吸盘支撑块431,所述吸盘支撑块431上设有六个吸料吸盘432,每两个吸料吸盘为一组设于所述吸盘支撑块431上,其主要是用于吸附装有拉链的包装袋。
41.而所述吸标组件44包括设于所述移动架的第二竖向气缸440,在所述第二竖向气缸440的底部设有第三竖向气缸441,在所述第三竖向气缸441的底部设有两个相对设置的吸标吸盘442。
42.所述选料流水线40一侧设有称重支架45,在所述称重支架45的下方设有称重传感器,用于称重装有拉链包装袋的重量;所述选料流水线40上位于称重支架45的一侧还设有出标机构47;所述出标机构47包括出标设备470,在所述出标设备470的出标口处设有分离放置板471,分离放置板471的一侧设有感应器472,用于感应标签的位置;所述分离放置板471的底部设有剥标组件,用于将标签从标签膜上剥离出来。
43.所述剥标组件包括剥标支架473,在所述剥标支架处473设有回收滚轮474;所述回收滚轮474的一侧设有相对设置的主动轮475和从动轮476,主动轮475经由驱动电机驱动转动;所述主动轮475一侧的前方设有交错分布的第一剥离轮477和第二剥离轮478,且所述第一剥离轮477位于出标设备470出标口的斜下方,且位于分离放置板471的下方。
44.工作时,首先六个吸料吸盘432将带有拉链的包装袋吸附到称重支架45上,利用称重支架45下方的称重传感器对装有拉链的包装袋进行称重,如果拉链的重量没有达到设定的要求,则六个吸料吸盘432将不合格的产品重新放入到选料流水线40上,使不合格产品直接流入到废品收集盒42中。
45.若拉链的重量达到了设定的要求,则需要将标签贴到包装袋上;出标设备处的出标口内的标签流入到分离放置板471,此时分离放置板471一侧的传感器感应到有标签存在,则吸标组件开始工作,利用移动架将吸标组件移动到位于分离放置板471上方的标签处,并通过吸标吸盘将标签吸附,同时主动轮和从动轮配合将标签处的标签底膜传送到回收滚轮处,这样标签通过第一剥离轮和第二剥离轮与标签底膜分离,标签底膜被送入到回收滚轮处,然后吸标组件将标签取出后贴至包装袋上,完成贴标操作,最后利用六个吸料吸盘将成品送入到成品收集盒内即可。
46.本实用新型的拉链包装机,可以实现自动将多个拉链热封在包装袋内,并能自动识别拉链的重量是否符合要求,并将合格产品和不合格产品进行分类放置,全程不需要人工操作,降低了用工成本,节省时间的同时提升拉链的包装质量,符合企业批量化生产的需求,具有较好的市场价值。
47.以上仅是本实用新型的具体应用范例,对本实用新型的保护范围不构成任何限制。凡采用等同变换或者等效替换而形成的技术方案,均落在本实用新型权利保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1