一种全自动智能立体库的制作方法
1.本实用新型涉及物料入库领域,尤其涉及一种全自动智能立体库。
背景技术:
2.科技日新月异,电子产品更新换代越来越快,电子元器件种类越来越多,给smt贴片段电子料的管理带来了很大的难度,找料难、无法做到先入先出、账实不合、现场堆积凌乱、场地不够等等。
技术实现要素:
3.为了解决上述现有技术的不足,本实用新型提供一种全自动智能立体库,可实现全自动出入库,空间利用率极高。
4.本实用新型所要解决的技术问题通过以下技术方案予以实现:
5.一种全自动智能立体库,包括
6.接料周转机构,用于接收送来的料盘进行周转;
7.存储架,具有供所述料盘入库存放的若干存储位;
8.自动堆垛机器人,可在所述接料周转机构和存储架之间移动,用于在所述接料周转机构和存储架之间运送所述料盘;
9.扫码器,用于扫描识别所述料盘上的物料条码;
10.智能控制系统,用于控制所述扫码器对所述料盘上的物料条码进行扫描识别,以及控制所述自动堆垛机器人在所述接料周转机构和存储架之间运送所述料盘。
11.进一步地,所述接料周转机构包括
12.周转料仓,具有可升降的升降板,所述料盘堆叠于所述升降板上;
13.升降驱动模组,连接驱动所述周转料仓内的升降板进行升降;
14.周转料盘,用于放置单个料盘;
15.周转抓手,设置于所述周转料仓和周转料盘的上方且可在所述周转料仓和周转料盘之间移动,以在所述周转料仓和周转料盘之间运送所述料盘;
16.周转移动模组,连接驱动所述周转抓手在所述周转料仓和周转料盘之间移动。
17.进一步地,所述周转料仓包括底板、顶板和若干料仓位,所述底板和顶板之间上下相对设置且通过若干连接轴固定连接;所述顶板在对应于所述料仓位处开设有与所述料盘的外形相适应的取放料口;所述底板在对应于所述料仓位处设置有盘轴,所述升降板活动连接于所述盘轴上,当所述料盘堆叠于所述升降板上时,所述盘轴穿过所述料盘的中心孔。
18.进一步地,所述周转料盘朝向所述自动堆垛机器人的一侧开设有供所述自动堆垛机器人取放料盘的取放槽口。
19.进一步地,所述周转抓手包括抓手组件和抓手驱动组件,所述抓手驱动组件连接驱动所述抓手组件抓取或放开所述料盘。
20.进一步地,所述自动堆垛机器人包括
21.夹料手,用于夹取所述料盘;
22.夹料旋转模组,用于驱动所述夹料手进行旋转;
23.夹料移动模组,用于驱动所述夹料手在所述接料周转机构和存储架之间移动。
24.进一步地,所述夹料移动机构为三轴移动模组。
25.进一步地,还包括前门机构,具有供取放所述料盘的自动门,所述自动门位于所述接料周转机构的前方。
26.进一步地,所述存储架上设置有至少一个存储料仓,所述存储料仓的侧面上开设有至少一个存储槽口以形成所述料盘的存储位。
27.本实用新型具有如下有益效果:该全自动智能立体库应用于smt制程中的各类盘状原料的出入库管理,可对所述料盘实现全自动出入库,提高smt物料的出入库管理效率,降低管理成本和减少管理失误,且空间利用率极高。
附图说明
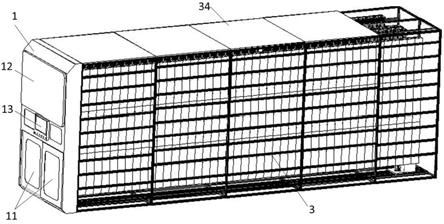
28.图1为本实用新型提供的全自动智能立体库的示意图;
29.图2为本实用新型提供的接料周转机构和扫码器的示意图;
30.图3为本实用新型提供的自动堆垛机器人的示意图;
31.图4为本实用新型提供的存储架的示意图;
32.图5为本实用新型提供的存储料仓的示意图。
具体实施方式
33.下面结合附图和实施例对本实用新型进行详细的说明。
34.如图1
‑
5所示,一种全自动智能立体库,包括接料周转机构2、存储架3、自动堆垛机器人4、扫码器5以及智能控制系统,所述智能控制系统分别连接控制所述接料周转机构2、自动堆垛机器人4和扫码器5;其中
35.所述接料周转机构2,用于接收送来的料盘6进行周转;
36.所述存储架3,具有供所述料盘6入库存放的若干存储位;
37.所述自动堆垛机器人4,可在所述接料周转机构2和存储架3之间移动,用于在所述接料周转机构2和存储架3之间运送所述料盘6;
38.所述扫码器5,用于扫描识别所述料盘6上的物料条码;
39.所述智能控制系统(图中未示出),用于控制所述扫码器5对所述料盘6上的物料条码进行扫描识别,以及控制所述自动堆垛机器人4在所述接料周转机构2和存储架3之间运送所述料盘6。
40.该全自动智能立体库应用于smt制程中的各类盘状原料的出入库管理,可对所述料盘6实现全自动出入库,提高smt物料的出入库管理效率,降低管理成本和减少管理失误,且空间利用率极高。
41.在入库时,agv小车将所述料盘6以堆叠方式送到所述接料周转机构2上,然后所述接料周转机构2将堆叠的料盘6一张张取出以供所述扫码器5进行扫码以及供所述自动堆垛机器人4取走,接着所述扫码器5对所述接料周转机构2取出的料盘6上的物料条码进行扫描识别,并将识别到的条码物料录入数据库中,所述自动堆垛机器人4将所述接料周转机构2
取出的料盘6运送至所述存储架3的存储位上,并将所述存储位的物理地址录入数据库中,最后所述智能控制系统在数据库中将所述料盘6的物料条码和所述存储位的物理地址一一对应绑定。
42.在出库时,所述智能控制系统通过工单号问询mes系统,抓取工单物料信息生成出库清单,查询本地数据库并依据先进先出原则获取对应料盘6的存储位的物理地址,然后所述自动堆垛机器人4依据获取的物理地址依次将对应存储位上的料盘6取出并堆叠放置在所述接料周转机构2上,当前出库清单上的所有料盘6都从所述存储架3取走后,所述智能控制系统自动扣账并发送信号给agv小车,agv小车到位后将所述接料周转机构2上堆叠的料盘6取走。
43.如图2所示,所述接料周转机构2包括周转料仓21、升降驱动模组(图中未示出)、周转料盘22、周转抓手23和周转移动模组24,其中
44.所述周转料仓21,具有可升降的升降板215,所述料盘6堆叠于所述升降板215上,以及还包括底板211、顶板212和若干料仓位,所述底板211和顶板212之间上下相对设置且通过若干连接轴213固定连接;所述顶板212在对应于所述料仓位处开设有与所述料盘6的外形相适应的取放料口2121;所述底板211在对应于所述料仓位处设置有盘轴214,所述升降板215活动连接于所述盘轴214上,当所述料盘6堆叠于所述升降板215上时,所述盘轴214穿过所述料盘6的中心孔;
45.所述升降驱动模组,连接驱动所述周转料仓21内的升降板215进行升降,包括步进电机和高度感应器,所述步进电机用于驱动所述升降板215进行升降,所述高度感应器设置于所述周转料仓21内用于感测所述料盘6的高度;
46.所述周转料盘22,用于放置单个料盘6,其朝向所述自动堆垛机器人4的一侧开设有供所述自动堆垛机器人4取放料盘6的取放槽口221;
47.所述周转抓手23,设置于所述周转料仓21和周转料盘22的上方且可在所述周转料仓21和周转料盘22之间移动,以在所述周转料仓21和周转料盘22之间运送所述料盘6;
48.周转移动模组24,连接驱动所述周转抓手23在所述周转料仓21和周转料盘22之间移动,为一两轴移动模组,可驱动所述周转抓手23进行升降以及在所述周转料仓21和周转料盘22之间直线平移。
49.本实施例中,所述接料周转机构2中具有四个料仓位,在使用时,四个料仓位中的至少一个可以为专门的入库料仓位,以专门放置等待入库的料盘6而在出库时空置,至少一个可以为专门的出库料仓位,以专门放置等待出库的料盘6而在入库时空置,当然,四个料仓位也可以同时兼作入库料仓位和出库料仓位,即四个料仓位在入库时均作为入库料仓位用于放置等待入库的料盘6,在出库时均作为出库料仓位用于放置等待出库的料盘6,以提高四个料仓位的利用率。
50.所述周转抓手23通过所述周转移动模组24中的两轴滑轨组件固定在所述周转料仓21和周转料盘22的上方,并通过两气缸分别驱动在对应两轴上平移,包括抓手组件和抓手驱动组件,所述抓手驱动组件连接驱动所述抓手组件抓取或放开所述料盘6。
51.所述扫码器5通过一固定支架51固定于所述料盘6的上方。
52.在入库时,所述升降驱动模组驱动所述升降板215上升,以将堆叠于所述周转料仓21最上面的料盘6上升至预定高度,然后所述周转抓手23抓取所述周转料仓21最上面的料
盘6并运送至所述周转料盘22上,以供所述扫码器5扫码物料条码以及供所述自动堆垛机器人4取走;在出库时,所述自动堆垛机器人4将所述料盘6运送至所述周转料盘22上,然后所述周转抓手23抓取所述周转料盘22上的料盘6并运送至所述周转料仓21的最上面,接着所述升降驱动模组驱动所述升降板215下降。
53.如图3所示,所述自动堆垛机器人4包括夹料手41、夹料旋转模组42和夹料移动模组43,其中
54.所述夹料手41,用于夹取所述料盘6,包括支撑板、压板和夹料驱动组件,所述支撑板和压板相对设置且一侧转动连接以自由开合,所述夹料驱动组件连接驱动所述压板相对于所述支撑板开合;
55.所述夹料旋转模组42,用于驱动所述夹料手41进行旋转;
56.所述夹料移动模组43,用于驱动所述夹料手41在所述接料周转机构2和存储架3之间移动,为一三轴移动模组。
57.如图1所示,该全自动智能立体库还包括前门机构1,具有供取放所述料盘6的自动门11,所述自动门11位于所述接料周转机构2的前方。
58.当agv小车靠近所述前门机构1时,所述前门机构1可感应agv小车并打开所述自动门11,以供agv小车在所述接料周转机构2上放入堆叠的料盘6或从所述接料周转机构2上取走堆叠的料盘6。
59.本实施例中,所述前门机构1上具有两个自动门11,所述接料周转机构2的数量也有两个,一个自动门11的后方对应设置有一个接料周转机构2;而所述自动堆垛机器人4的数量为一个,设置于两个接料周转机构2之间,以同时为两个接料周转机构2运送所述料盘6。
60.除了所述自动门11之外,所述前门机构1上还具有电控箱门12,集成有所述智能控制系统的电控箱架设于所述电控箱门的后方;所述前门机构1上还具有触控显示屏13,操作人员通过所述触控显示屏13来对该全自动智能立体库输入出入库的操作指令。
61.如图4所示,所述存储架3上设置有至少一个存储料仓31,如图5所示,所述存储料仓31的侧面上开设有至少一个存储槽口311以形成所述料盘6的存储位。所述存储架3可采用铝型材搭建形成框架结构,包括若干横梁32和若干竖梁33,所述横梁32和竖梁33之间交错连接形成具有若干子空间的框架结构,并且所述框架结构在各个子空间之间留有供所述自动堆垛机器人4通过的走道空间;所述存储架3内部的各个子空间中固定有所述存储料仓31,外表面固定有与所述前门机构1相连接一外壳34。
62.以上所述实施例仅表达了本实用新型的实施方式,其描述较为具体和详细,但并不能因此而理解为对本实用新型专利范围的限制,但凡采用等同替换或等效变换的形式所获得的技术方案,均应落在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1