卷筒纸拉膜包装单元的制作方法
1.本实用新型涉及一种包装单元,具体是一种对造纸机生产出的卷筒纸产品进行包装的卷筒纸拉膜包装线的卷筒纸拉膜包装单元,属于包装技术领域。
背景技术:
2.纸一般由经过制浆处理的植物纤维的水悬浮液,在网上交错的组合,初步脱水,再经压缩、烘干而成。目前造纸均是通过包括原料准备、制浆、造纸、直到制成卷筒纸或平张成品的造纸机械上连续进行的机制造纸。
3.工业用卷筒纸是由造纸机抄造的纸张经复卷机切卷而成、符合国家标准或用户要求宽度和直径的纸卷筒,可供轮转印刷、自动包装等各种工业使用,通常我国工业用卷筒纸的宽度有1575mm、1092mm、880mm、787mm等,且单筒卷筒纸的重量较重、通常可达到吨位级别。成品卷筒纸在入库前需称重后进行贴标牌和隔潮包装,通常需在隔潮包装前和隔潮包装后分别进行一次贴标牌。虽然机制造纸已实现自动化操作,但现有的成品卷筒纸包装工序依然大多还采用人工操作,即成品卷筒纸自造纸机上卸下后人工推动成品卷筒纸进行过磅称重、一次贴标牌、包装隔潮塑料隔膜和二次贴标牌。这种人工操作的方式不仅效率较低,而且由于成品卷筒纸通常直径较大、重量较重,因此不仅操作人员劳动强度大、而且存在碾压挤脚等风险;另外,由于成品卷筒纸通常直径较大,因此人工操作滚动包装的方式需要较长的滚动路径,进而无法实现在较狭小的空间内进行包装。
4.虽然现有技术中的拉膜包装机可以实现自动缠绕包装,但拉膜包装机通常只能沿竖直轴线为环绕轴线进行隔膜的自动缠绕包装,而被包装物品的顶面和底面无法自动缠绕包装,即使能够实现包装物品的顶面铺设单独隔膜后再进行自动缠绕包装,也无法实现被包装物品底面的包装,因此拉膜包装机通常适用于已独立包装好的多个规则包装箱整齐码垛在托盘上后的整体缠绕拉膜包装。而针对重量较重、尺寸较大的单筒卷筒纸,难以实现先将两圆端面铺设隔膜后再进行自动缠绕隔膜的自动拉膜包装,因此造纸行业业内人士通常不会考虑采用拉膜包装机对卷筒纸产品进行拉膜包装,如何实现对重量较重、尺寸较大的卷筒纸产品进行全自动快速包装,目前仍是业内难题。
技术实现要素:
5.针对上述问题,本实用新型提供一种卷筒纸拉膜包装单元,能够在有效对成品卷筒纸进行包装的前提下实现有效降低操作人员的劳动强度、同时实现降低包装空间的占用,特别适用于对造纸机产出的成品卷筒纸进行包装的卷筒纸拉膜包装线。
6.为实现上述目的,本卷筒纸拉膜包装单元包括摇臂式拉膜机、卷纸筒托载旋转装置、拉膜自动切尾装置和拉膜包装电控装置;
7.摇臂式拉膜机包括摇臂支撑架、摇臂和膜架;摇臂包括水平段和竖直段,水平段通过竖直设置的回转轴安装在摇臂支撑架上,回转轴的轴心线正对卷筒纸输送单元卷筒纸拉膜包装段的几何中心设置、且回转轴上设有回转驱动电机,竖直段固定设置在水平段的端
部,包括竖直设置的包装膜卷支撑杆的膜架安装在摇臂的竖直段上、且膜架的高度尺寸与卷筒纸的轴心线的高度尺寸对应;
8.卷纸筒托载旋转装置包括卧式安装在地面以下的升降滚筒,中轴线沿前后方向设置的升降滚筒相对于卷筒纸输送单元的卷筒纸拉膜包装段左右对称设置为两件,升降滚筒包括升降导向机构ⅰ和升降驱动机构ⅰ,至少一件升降滚筒上还设有滚筒旋转驱动电机;
9.拉膜自动切尾装置卧式安装在卷筒纸输送单元卷筒纸拉膜包装段的左侧或右侧的地面以下,包括支撑底架、剪式自动夹持部分、拉膜自动切尾部分和自动粘贴胶带部分;支撑底架通过沿前后方向设置的滑移导向机构ⅰ和滑移驱动机构ⅰ安装在地面以下;剪式自动夹持部分包括支撑座、定夹持板、摆动夹持板和摆动驱动部件,支撑座通过沿竖直方向设置的升降导向机构ⅱ和升降驱动机构ⅱ安装在支撑底架上,竖直设置的定夹持板固定设置在支撑座上,位于定夹持板左侧或右侧的摆动夹持板的底部铰接安装在支撑座上,可驱动摆动夹持板在水平状态和竖直状态角度变换的摆动驱动部件安装在支撑座上,摆动夹持板摆动呈竖直状态时摆动夹持板与定夹持板呈合闭的夹持状态;拉膜自动切尾部分包括升降架、推移立架和弧形压板,升降架通过沿竖直方向设置的升降导向机构ⅲ和升降驱动机构ⅲ安装在支撑底架上、且升降架对应摇臂的回转方向位于剪式自动夹持部分的前方或后方,推移立架通过沿左右方向设置的滑移导向机构ⅱ和滑移驱动机构ⅱ安装在升降架上,弧形压板的弧形直径尺寸与卷筒纸的外径尺寸配合、且弧形压板的弧形圆心位置对应卷筒纸的轴心位置设置,弧形压板固定安装在推移立架上,弧形压板上沿其弧形走向方向均布设有多个沿前后方向滚动设置的压轮,压轮对应摇臂回转方向的后方或前方还设有沿弧形压板弧形走向方向设置的拉膜截断刃、且拉膜截断刃的刃口在面向弧形压板弧形圆心方向上的凸出高度尺寸小于压轮在面向弧形压板弧形圆心方向上的凸出高度尺寸;自动粘贴胶带部分包括安装立板以及安装在安装立板上的主压接粘贴滚轮、胶带导向滚轮、胶带卷安装座、副压接粘贴滚轮和胶带截断刃,对应摇臂的回转方向位于推移立架前方或后方的安装立板固定安装在推移立架上,主压接粘贴滚轮通过沿左右方向伸缩设置的伸缩控制部件ⅰ安装在安装立板的上部、且主压接粘贴滚轮的轴向方向沿前后方向设置,中轴线与主压接粘贴滚轮平行的副压接粘贴滚轮对应升降滚筒的旋转方向设置在主压接粘贴滚轮的下方或上方、且副压接粘贴滚轮通过沿左右方向伸缩设置的伸缩控制部件ⅱ安装在安装立板上,胶带截断刃设置在主压接粘贴滚轮与副压接粘贴滚轮之间、且胶带截断刃通过沿左右方向伸缩设置的伸缩控制部件ⅲ安装在安装立板上,中轴线均与主压接粘贴滚轮平行的胶带导向滚轮和胶带卷安装座安装在安装立板上;
10.拉膜包装电控装置包括拉膜包装控制器、拉膜机控制回路、卷纸筒托载旋转控制回路和拉膜自动切尾控制回路,拉膜包装控制器分别与摇臂式拉膜机的回转驱动电机、升降滚筒的升降驱动机构ⅰ、升降滚筒的滚筒旋转驱动电机、支撑底架的滑移驱动机构ⅰ、支撑座的升降驱动机构ⅱ、摆动夹持板的摆动驱动部件、升降架的升降驱动机构ⅲ、推移立架的滑移驱动机构ⅱ、主压接粘贴滚轮的伸缩控制部件ⅰ、副压接粘贴滚轮的伸缩控制部件ⅱ和胶带截断刃的伸缩控制部件ⅲ电连接。
11.作为本实用新型的进一步改进方案,膜架通过高度调节机构安装在摇臂的竖直段上。
12.作为本实用新型的进一步改进方案,两件升降滚筒之间还设有可相对于卷筒纸输
送单元卷筒纸拉膜包装段的几何中心同步调整间距的间距调整机构。
13.作为本实用新型的进一步改进方案,弧形压板是包括多个直压板的多段式结构,多个直压板依次连接共同围成弧形半径小于卷筒纸半径的弧形结构,相邻两个直压板之间铰接安装、且铰接安装位置设有可以控制直压板摆动角度的扭簧,每个直压板上均设有压轮和拉膜截断刃。
14.作为本实用新型的进一步改进方案,主压接粘贴滚轮是空心结构、且主压接粘贴滚轮的轮面上均布设有多个贯穿轮面的负压通孔,主压接粘贴滚轮的轴端设有负压输入口,负压输入口通过气路管路和负压控制阀与负压源连接;拉膜包装电控装置还包括胶带定位控制回路,拉膜包装控制器与主压接粘贴滚轮的负压控制阀电连接。
15.作为本实用新型的进一步改进方案,升降滚筒的升降导向机构ⅰ的顶端向靠近卷筒纸输送单元的卷筒纸拉膜包装段的方向倾斜设置。
16.作为本实用新型的进一步改进方案,副压接粘贴滚轮的伸缩控制部件ⅱ的伸缩方向对应卷纸筒的径向方向倾斜设置。
17.作为本实用新型的一种实施方式,升降滚筒的升降驱动机构ⅰ是液压缸结构。
18.作为本实用新型的一种实施方式,支撑座的升降驱动机构ⅱ、升降架的升降驱动机构ⅲ、推移立架的滑移驱动机构ⅱ、主压接粘贴滚轮的伸缩控制部件ⅰ、副压接粘贴滚轮的伸缩控制部件ⅱ、胶带截断刃的伸缩控制部件ⅲ均是气缸结构。
19.作为本实用新型的一种实施方式,摆动驱动部件是气缸结构。
20.与现有技术相比,本卷筒纸拉膜包装单元利用卷筒纸的圆柱体产品结构特点、对轴向方向水平设置的卷筒纸采用沿水平直径方向周向缠绕包装膜的方式,在包装膜围绕卷纸筒缠绕的同时,采用驱动卷筒纸绕其中轴线旋转,可以通过卷纸筒托载旋转装置配合摇臂式拉膜机的摇臂的回转速度控制升降滚筒的旋转速度,实现包装膜围绕卷纸筒缠绕一圈后卷筒纸步进旋转小于一个包装膜宽度尺寸的步距,进而可以实现卷筒纸步进旋转一周后即完成包括两个卷筒纸端面的整个卷筒纸外表面的拉膜包装,同时通过拉膜自动切尾装置可以实现拉膜自动切尾和切尾后的胶带自动粘贴,且由于拉膜自动切尾装置的支撑底架通过沿前后方向设置的滑移导向机构ⅰ和滑移驱动机构ⅰ安装在地面以下,因此在对卷筒纸进行拉膜包装前可控制拉膜自动切尾装置的、夹持着包装膜端的剪式自动夹持部分对应摇臂的回转方向靠近卷筒纸的缠绕起始端面,在完成整个卷筒纸外表面的拉膜包装后可控制拉膜自动切尾装置的剪式自动夹持部分对应摇臂的回转方向靠近卷筒纸的缠绕终止端面对包装膜进行夹持、并通过拉膜自动切尾装置的拉膜自动切尾部分和自动粘贴胶带部分进行拉膜自动切尾和切尾后的胶带自动粘贴,从而大大降低包装膜的浪费用量、大大提高包装膜的利用率;本卷筒纸拉膜包装单元能够在有效对成品卷筒纸进行包装的前提下实现有效降低操作人员的劳动强度、同时实现降低包装空间的占用,特别适用于对造纸机产出的成品卷筒纸进行包装。
附图说明
21.图1是卷筒纸拉膜包装线的三维结构示意图;
22.图2是卷筒纸拉膜包装线卷筒纸称重段的三维结构示意图;
23.图3是卷筒纸拉膜包装线卷筒纸输出段的三维结构示意图;
24.图4是卷筒纸拉膜包装线卷筒纸输出段标牌打印粘贴部分的标牌自动粘贴机械手的三维结构示意图;
25.图5是卷筒纸拉膜包装线穿孔装置的三维结构示意图;
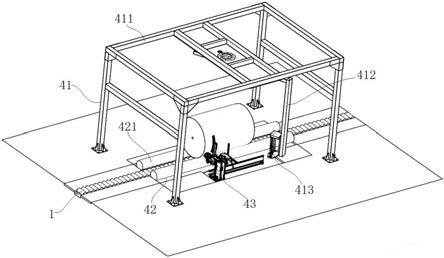
26.图6是本实用新型的三维结构示意图;
27.图7是本实用新型卷纸筒托载旋转装置和拉膜自动切尾装置配合的三维结构示意图;
28.图8是本实用新型拉膜自动切尾装置设置在卷筒纸拉膜包装段的左侧、且摇臂式拉膜机的摇臂逆时针回转时左前视角的三维结构示意图;
29.图9是本实用新型拉膜自动切尾装置设置在卷筒纸拉膜包装段的左侧、且摇臂式拉膜机的摇臂逆时针回转时左后视角的三维结构示意图;
30.图10是本实用新型拉膜自动切尾装置设置在卷筒纸拉膜包装段的左侧、且摇臂式拉膜机的摇臂逆时针回转时右前视角的三维结构示意图;
31.图11是图10的局部放大视图。
32.图中:1、卷筒纸输送单元,2、自动称重单元,21、电子磅秤,3、标牌自动打印粘贴单元,31、自动打印出标机,32、标牌自动粘贴机械臂,33、标牌自动粘贴机械手,34、穿孔装置,341、压板,342、穿孔轴,343、刺破杆,344、顶套,345、包装膜废料收集桶,35、卷筒纸检测装置,4、拉膜包装单元,41、摇臂式拉膜机,411、摇臂支撑架,412、摇臂,413、膜架,42、卷纸筒托载旋转装置,421、升降滚筒,43、拉膜自动切尾装置,431、支撑底架,432、剪式自动夹持部分,4321、支撑座,4322、定夹持板,4323、摆动夹持板,4324、摆动驱动部件,433、拉膜自动切尾部分,4331、升降架,4332、推移立架,4333、弧形压板,4334、压轮,4335、拉膜截断刃,434、自动粘贴胶带部分,4341、安装立板,4342、主压接粘贴滚轮,4343、胶带导向滚轮,4344、胶带卷安装座,4345、副压接粘贴滚轮,4346、胶带截断刃。
具体实施方式
33.下面以将本卷筒纸拉膜包装单元设置在卷筒纸拉膜包装线上为例、结合附图做进一步说明(以下以卷筒纸的输送方向为前方进行描述,以水平左右方向为x坐标、以水平前后方向为y坐标、以竖直上下方向为z坐标、以沿x坐标为旋转中心旋转的方向为a坐标、以沿y坐标为旋转中心旋转的方向为b坐标、以沿z坐标为旋转中心旋转的方向为c坐标进行描述)。
34.如图1所示,卷筒纸拉膜包装线包括卷筒纸输送单元1、自动称重单元2、标牌自动打印粘贴单元3、拉膜包装单元4和集中电控单元。
35.所述的卷筒纸输送单元1包括输送装置和卷筒纸输送电控装置。输送装置是首尾对接连接呈整个直线结构输送线的多段式输送结构,多段式输送结构自后向前依次包括卷筒纸输入段、卷筒纸称重段、卷筒纸拉膜包装段和卷筒纸输出段,输送装置是包括辊轮驱动电机的带式输送结构或排辊式输送结构,以带式输送结构为例,卷筒纸输入段、卷筒纸称重段、卷筒纸拉膜包装段和卷筒纸输出段均分别至少包括前支撑辊轮、后支撑辊轮和输送带,沿前后方向滚动设置的前支撑辊轮和后支撑辊轮前后平行对置设置,输送带首尾闭合呈环形、并配合套接安装在前支撑辊轮和后支撑辊轮上,输送带通过前支撑辊轮和后支撑辊轮支撑形成上下两层,为了便于卷筒纸上下输送线,带式输送装置卧式安装在地面以下、且输
送带的上层输送带的承载面与地面平齐设置;辊轮驱动电机设置在前支撑辊轮和/或后支撑辊轮上;为了稳固支撑并输送卷筒纸,前支撑辊轮和后支撑辊轮之间可以设置可沿前后方向滚动设置的托载辊;输送带可以是输送胶带结构或是输送链带结构;为了避免输送过程中卷筒纸发生滚动而脱离输送带,采用输送胶带结构的输送带时,三个托载辊依次连接为一组呈倒梯形结构的托载辊组、且托载辊组沿前后方向均布设置为多组,卷筒纸可将输送胶带压接在倒梯形结构的托载辊组上实现稳固托载;为了避免输送过程中卷筒纸发生滚动而脱离输送带,采用输送链带结构的输送带时,每节链带板的托载表面是与卷筒纸的外径尺寸配合的弧面结构,卷筒纸可卡接在链带板的弧面结构上实现稳固托载;为了实现稳固接续托载,相邻的卷筒纸输入段、卷筒纸称重段、卷筒纸拉膜包装段和卷筒纸输出段的对接位置还定位设有沿前后方向滚动设置的过渡辊。采用多个托载辊并排设置的排辊式输送结构的输送装置时,辊轮驱动电机设置在托载辊上,托载辊的辊面可以是与卷筒纸的外径尺寸配合的弧形辊面结构。卷筒纸输送电控装置包括卷筒纸输送控制器和卷筒纸输送控制回路,卷筒纸输送控制器分别与卷筒纸输入段、卷筒纸称重段、卷筒纸拉膜包装段和卷筒纸输出段的辊轮驱动电机电连接。
36.如图2所示,所述的自动称重单元2对应卷筒纸输送单元1的卷筒纸称重段设置,包括电子磅秤21和称重电控装置。电子磅秤21卧式定位安装在卷筒纸输送单元1的卷筒纸称重段的正下方。称重电控装置包括自动称重控制器和称重控制回路,自动称重控制器与电子磅秤21电连接。
37.如图2、图3所示,所述的标牌自动打印粘贴单元3包括卷筒纸称重段标牌打印粘贴部分、卷筒纸输出段标牌打印粘贴部分和标牌自动打印粘贴电控装置;卷筒纸称重段标牌打印粘贴部分对应设置卷筒纸输送单元1的卷筒纸称重段的左侧或右侧,卷筒纸输出段标牌打印粘贴部分对应设置卷筒纸输送单元1的卷筒纸输出段的左侧或右侧。
38.卷筒纸称重段标牌打印粘贴部分和卷筒纸输出段标牌打印粘贴部分均包括自动打印出标机31、标牌自动粘贴机械臂32和标牌自动粘贴机械手33;自动打印出标机31通过出标机底座安装在地面上,自动打印出标机31可以实现背胶标牌的自动打印和输出(自动打印出标机31是现有技术、在此不再进行详述);标牌自动粘贴机械臂32对应设置在自动打印出标机31的附近,标牌自动粘贴机械臂32至少包括沿水平左右方向坐标移动的x坐标驱动机构和沿竖直上下方向坐标移动的z坐标驱动机构;标牌自动粘贴机械手33安装在标牌自动粘贴机械臂32的末节上,为了增加标牌自动粘贴机械手33的灵活性、实现在稳固粘贴标牌的前提下减小标牌自动粘贴机械臂32的运动行程,标牌自动粘贴机械手33可以通过沿y坐标轴线为旋转中心旋转的b坐标旋转驱动总成和/或沿x坐标轴线为旋转中心旋转的a坐标旋转驱动总成安装在标牌自动粘贴机械臂32的末节上,标牌自动粘贴机械手33包括标牌负压抓取装置,标牌负压抓取装置包括通过吸盘支架安装的负压吸盘,负压吸盘通过气路管路和气路控制阀与负压源连接。
39.标牌自动打印粘贴电控装置包括标牌自动打印粘贴控制器、标牌自动打印控制回路和标牌自动粘贴控制回路,标牌自动打印粘贴控制器分别与自动打印出标机31、标牌自动粘贴机械臂32的坐标驱动机构、标牌自动粘贴机械手33的坐标旋转驱动总成、标牌负压抓取装置的气路控制阀电连接。
40.如图6所示,所述的拉膜包装单元4对应卷筒纸输送单元1的卷筒纸拉膜包装段设
置,包括摇臂式拉膜机41、卷纸筒托载旋转装置42、拉膜自动切尾装置43和拉膜包装电控装置。
41.摇臂式拉膜机41包括摇臂支撑架411、摇臂412和膜架413;摇臂412包括水平段和竖直段,水平段通过竖直设置的回转轴安装在摇臂支撑架411上,回转轴的轴心线正对卷筒纸输送单元1卷筒纸拉膜包装段的几何中心设置、且回转轴上设有回转驱动电机,竖直段固定设置在水平段的端部,包括竖直设置的包装膜卷支撑杆的膜架413安装在摇臂412的竖直段上、且膜架413的高度尺寸与卷筒纸的轴心线的高度尺寸对应,为了实现不同外径尺寸的卷筒纸的通用性,膜架413通过高度调节机构安装在摇臂412的竖直段上,高度调节机构可以是配合设置的定位销和定位孔结构、也可以是电动缸结构等其他高度调节结构。
42.卷纸筒托载旋转装置42包括卧式安装在地面以下的升降滚筒421,中轴线沿前后方向设置的升降滚筒421相对于卷筒纸输送单元1的卷筒纸拉膜包装段左右对称设置为两件,升降滚筒421包括升降导向机构ⅰ和升降驱动机构ⅰ,升降导向机构ⅰ可以是配合设置的滑轨结构、或者是配合设置的导向轮和导向轨结构等其他直线滑移导向结构,升降驱动机构ⅰ可以是液压缸结构、也可以是电动缸结构、或者是配合的齿轮齿条结构等其他升降结构,至少一件升降滚筒421上还设有滚筒旋转驱动电机,为了实现不同外径尺寸的卷筒纸的通用性,两件升降滚筒421之间还设有可相对于卷筒纸输送单元1卷筒纸拉膜包装段的几何中心同步调整间距的间距调整机构,间距调整机构可以是分别沿左右方向设置的伸缩缸结构或电动缸结构、也可以是配合设置的双头螺栓及螺母结构等其他间距调整结构。
43.如图7所示,拉膜自动切尾装置43卧式安装在卷筒纸输送单元1卷筒纸拉膜包装段的左侧或右侧的地面以下,包括支撑底架431、剪式自动夹持部分432、拉膜自动切尾部分433和自动粘贴胶带部分434;如图8至图10所示,支撑底架431通过沿前后方向设置的滑移导向机构ⅰ和滑移驱动机构ⅰ安装在地面以下,滑移导向机构ⅰ可以是配合设置的滑轨结构、或者是配合设置的导向轮和导向轨结构等其他直线滑移导向结构,滑移驱动机构ⅰ可以是液压缸或气缸或电动缸结构、也可以是由电动机带动的齿轮齿条结构、或者是由电动机带动的带传动结构等其他直线往复驱动结构;剪式自动夹持部分432包括支撑座4321、定夹持板4322、摆动夹持板4323和摆动驱动部件4324,支撑座4321通过沿竖直方向设置的升降导向机构ⅱ和升降驱动机构ⅱ安装在支撑底架431上,竖直设置的定夹持板4322固定设置在支撑座4321上,位于定夹持板4322左侧或右侧的摆动夹持板4323的底部铰接安装在支撑座4321上,可驱动摆动夹持板4323在水平状态和竖直状态角度变换的摆动驱动部件4324安装在支撑座4321上,摆动驱动部件4324可以是气缸或液压缸或电动缸结构、也可以是回转马达结构等其他摆动驱动结构,摆动夹持板4323摆动呈竖直状态时摆动夹持板4323与定夹持板4322呈合闭的夹持状态,摆动夹持板4323与定夹持板4322的长度尺寸可以均大于包装膜的宽度尺寸;拉膜自动切尾部分433包括升降架4331、推移立架4332和弧形压板4333,升降架4331通过沿竖直方向设置的升降导向机构ⅲ和升降驱动机构ⅲ安装在支撑底架431上、且升降架4331对应摇臂412的回转方向位于剪式自动夹持部分432的前方或后方,推移立架4332通过沿左右方向设置的滑移导向机构ⅱ和滑移驱动机构ⅱ安装在升降架4331上,弧形压板4333的弧形直径尺寸与卷筒纸的外径尺寸配合、且弧形压板4333的弧形圆心位置对应卷筒纸的轴心位置设置,弧形压板4333固定安装在推移立架4332上,弧形压板4333上沿其弧形走向方向均布设有多个沿前后方向滚动设置的压轮4334,压轮4334对应摇臂412回转
方向的后方或前方还设有多个沿弧形压板4333弧形走向方向均布设置的拉膜截断刃4335,拉膜截断刃4335的刃口对应弧形压板4333的弧形圆心设置、且拉膜截断刃4335的刃口在面向弧形压板4333弧形圆心方向上的凸出高度尺寸小于压轮4334在面向弧形压板4333弧形圆心方向上的凸出高度尺寸;如图11所示,自动粘贴胶带部分434包括安装立板4341以及安装在安装立板4341上的主压接粘贴滚轮4342、胶带导向滚轮4343、胶带卷安装座4344、副压接粘贴滚轮4345和胶带截断刃4346,对应摇臂412的回转方向位于推移立架4332前方或后方的安装立板4341固定安装在推移立架4332上,主压接粘贴滚轮4342通过沿左右方向伸缩设置的伸缩控制部件ⅰ安装在安装立板4341的上部、且主压接粘贴滚轮4342的轴向方向沿前后方向设置,伸缩控制部件ⅰ可以是液压缸或气缸或电动缸结构、也可以是由电动机带动的齿轮齿条结构等其他直线往复运动结构,中轴线与主压接粘贴滚轮4342平行设置的副压接粘贴滚轮4345对应升降滚筒421的旋转方向设置在主压接粘贴滚轮4342的下方或上方、且副压接粘贴滚轮4345通过沿左右方向伸缩设置的伸缩控制部件ⅱ安装在安装立板4341上,胶带截断刃4346设置在主压接粘贴滚轮4342与副压接粘贴滚轮4345之间、且胶带截断刃4346通过沿左右方向伸缩设置的伸缩控制部件ⅲ安装在安装立板4341上,中轴线均与主压接粘贴滚轮4342平行设置的胶带导向滚轮4343和胶带卷安装座4344安装在安装立板4341上,胶带卷套接安装在胶带卷安装座4344上后,抽出胶带端部并绕过胶带导向滚轮4343后可搭接在主压接粘贴滚轮4342上。
44.拉膜包装电控装置包括拉膜包装控制器、拉膜机控制回路、卷纸筒托载旋转控制回路和拉膜自动切尾控制回路,拉膜包装控制器分别与摇臂式拉膜机41的回转驱动电机、升降滚筒421的升降驱动机构ⅰ、升降滚筒421的滚筒旋转驱动电机、升降滚筒421的间距调整机构、支撑底架431的滑移驱动机构ⅰ、支撑座4321的升降驱动机构ⅱ、摆动夹持板4323的摆动驱动部件4324、升降架4331的升降驱动机构ⅲ、推移立架4332的滑移驱动机构ⅱ、主压接粘贴滚轮4342的伸缩控制部件ⅰ、副压接粘贴滚轮4345的伸缩控制部件ⅱ和胶带截断刃4346的伸缩控制部件ⅲ电连接。
45.所述的集中电控单元包括中央控制器、卷筒纸自动输送控制回路、卷筒纸自动称重控制回路、自动打印粘贴标牌控制回路和卷筒纸拉膜包装控制回路,中央控制器分别与卷筒纸输送控制器、自动称重控制器、标牌自动打印粘贴控制器和拉膜包装控制器电连接。
46.使用卷筒纸拉膜包装线对卷筒纸产品进行包装前,初始状态时,摇臂式拉膜机41的膜架413通过摇臂412停滞在与拉膜自动切尾装置43同侧的位置,卷纸筒托载旋转装置42的升降滚筒421处于卷筒纸输送单元1的卷筒纸拉膜包装段托载表面下方的升降导向机构ⅰ升降行程下位位置,拉膜自动切尾装置43的支撑底架431对应摇臂412的回转方向位于滑移导向机构ⅰ的滑移行程前段或滑移行程后段(若拉膜自动切尾装置43位于卷筒纸拉膜包装段的左侧、且摇臂412按逆时针回转,则拉膜自动切尾装置43的支撑底架431位于滑移导向机构ⅰ的滑移行程后段;若拉膜自动切尾装置43位于卷筒纸拉膜包装段的左侧、且摇臂412按顺时针回转,则拉膜自动切尾装置43的支撑底架431位于滑移导向机构ⅰ的滑移行程前段;若拉膜自动切尾装置43位于卷筒纸拉膜包装段的右侧、且摇臂412按逆时针回转,则拉膜自动切尾装置43的支撑底架431位于滑移导向机构ⅰ的滑移行程前段;若拉膜自动切尾装置43位于卷筒纸拉膜包装段的右侧、且摇臂412按顺时针回转,则拉膜自动切尾装置43的支撑底架431位于滑移导向机构ⅰ的滑移行程后段),剪式自动夹持部分432的支撑座4321位于
升降导向机构ⅱ的升降行程下位位置、摆动夹持板4323处于与定夹持板4322分离的水平状态,拉膜自动切尾部分433的升降架4331位于升降导向机构ⅲ的升降行程下位位置、推移立架4332位于滑移导向机构ⅱ的滑移行程左端或滑移行程右端,自动粘贴胶带部分434的主压接粘贴滚轮4342、副压接粘贴滚轮4345和胶带截断刃4346均处于完全缩入状态;
47.包装准备:操作人员首先控制中央控制器调取针对该批次卷筒纸产品的克重、级别、纸芯直径等相关规格数据,然后操作人员将包装膜卷套接在包装膜卷支撑杆上、并抽出包装膜卷的包装膜端,通过拉膜包装控制器控制剪式自动夹持部分432的支撑座4321升起后将包装膜端贴靠在剪式自动夹持部分432的定夹持板4322上,再通过拉膜包装控制器控制摆动驱动部件4324动作使摆动夹持板4323与定夹持板4322呈合闭的夹持状态,包装膜端即夹持在剪式自动夹持部分432上,如图11所示,然后操作人员将胶带卷安装在胶带卷安装座4344上、并抽出胶带端部并绕过胶带导向滚轮4343后搭接在主压接粘贴滚轮4342上;
48.自动称重并一次自动打印贴标:中央控制器启动卷筒纸自动输送控制回路,卷筒纸输送控制器控制卷筒纸输送单元1的卷筒纸输入段和卷筒纸称重段的辊轮驱动电机同步动作使前支撑辊轮和/或后支撑辊轮带动输送带向前输送,完成切卷工序的卷筒纸即依次间隔进入卷筒纸输入段,待第一件卷筒纸进入卷筒纸称重段后,卷筒纸输送控制器控制卷筒纸输入段和卷筒纸称重段同步停止输送进行待命;中央控制器控制启动卷筒纸自动称重控制回路,自动称重控制器将电子磅秤21反馈的第一件卷筒纸的重量数据发送至中央控制器后,中央控制器启动自动打印粘贴标牌控制回路,标牌自动打印粘贴控制器将克重、级别、纸芯直径等相关规格数据以及第一件卷筒纸的重量数据通过卷筒纸称重段标牌打印粘贴部分的自动打印出标机31打印并输出背胶标牌,然后标牌自动打印粘贴控制器先控制卷筒纸称重段标牌打印粘贴部分的标牌负压抓取装置的气路控制阀打开、再控制卷筒纸称重段标牌打印粘贴部分的标牌自动粘贴机械臂32的坐标驱动机构动作使卷筒纸称重段标牌打印粘贴部分的标牌自动粘贴机械手33坐标移动对背胶标牌进行负压吸附抓取,抓取背胶标牌后,标牌自动打印粘贴控制器控制卷筒纸称重段标牌打印粘贴部分的标牌自动粘贴机械臂32的坐标驱动机构动作使标牌自动粘贴机械手33吸附着背胶标牌坐标移动至第一件卷筒纸的设定贴标位置进行贴标,完成贴标后,标牌自动打印粘贴控制器先控制卷筒纸称重段标牌打印粘贴部分的标牌负压抓取装置的气路控制阀关闭、再控制卷筒纸称重段标牌打印粘贴部分的标牌自动粘贴机械臂32的坐标驱动机构动作进行复位,完成第一件卷筒纸的一次自动打印贴标;
49.拉膜包装:卷筒纸输送控制器控制卷筒纸输送单元1的卷筒纸输入段、卷筒纸称重段和卷筒纸拉膜包装段的辊轮驱动电机同步动作使前支撑辊轮和/或后支撑辊轮带动输送带向前输送,待第一件卷筒纸进入卷筒纸拉膜包装段、后续的第二件卷筒纸进入卷筒纸称重段后,卷筒纸输送控制器控制卷筒纸输入段、卷筒纸称重段和卷筒纸拉膜包装段同步停止输送进行待命;第二件卷筒纸进行一次自动打印贴标的同时,中央控制器控制启动卷筒纸拉膜包装控制回路,如图7所示,拉膜包装控制器首先控制升降滚筒421的升降驱动机构ⅰ动作使升降滚筒421顶起并稳固托载第一件卷筒纸,然后拉膜包装控制器控制摇臂式拉膜机41的回转驱动电机动作使摇臂412带动膜架413绕回转轴的轴心线进行回转,由于包装膜端夹持在剪式自动夹持部分432上、且拉膜自动切尾装置43的支撑底架431位于靠近第一件卷筒纸的后端或前端,因此摇臂412回转的过程中通过膜架413牵拉包装膜卷并释放包装
膜,包装膜即先裹住靠近拉膜自动切尾装置43的第一件卷筒纸的后端面或前端面后再包裹筒体、按照端面
‑
筒体
‑
端面
‑
筒体的顺序依次缠绕,当摇臂412通过膜架413牵拉包装膜使包装膜至少完成首圈缠绕的一个卷筒纸端面的包裹时,拉膜包装控制器先控制摆动驱动部件4324动作使摆动夹持板4323复位至初始状态、再控制剪式自动夹持部分432的支撑座4321降落复位至初始状态、然后控制拉膜自动切尾装置43的支撑底架431反向滑移至滑移行程后段或滑移行程前段,包装膜端即脱离剪式自动夹持部分432、并在摇臂412继续回转过程中被裹入包装膜内;当摇臂412通过膜架413牵拉包装膜使包装膜至少完成首圈缠绕后,拉膜包装控制器控制升降滚筒421的滚筒旋转驱动电机启动,升降滚筒421即带动第一件卷筒纸旋转,可以通过配合摇臂412的回转速度控制升降滚筒421的旋转速度、实现包装膜围绕卷纸筒缠绕一圈后第一件卷筒纸步进旋转小于一个包装膜宽度尺寸的步距,进而可以实现第一件卷筒纸旋转一周后即完成包括两个第一件卷筒纸端面的整个第一件卷筒纸外表面的拉膜包装;
50.待第一件卷筒纸完成整个外表面的拉膜包装后,拉膜包装控制器先控制摇臂式拉膜机41的回转驱动电机和升降滚筒421的滚筒旋转驱动电机同时停止动作、再控制剪式自动夹持部分432的支撑座4321升起,摇臂412在惯性作用下逐步降速并停止回转,同时包装膜在膜架413的牵拉作用下贴靠在剪式自动夹持部分432的定夹持板4322上,然后拉膜包装控制器控制摆动驱动部件4324动作使摆动夹持板4323与定夹持板4322呈合闭的夹持状态,包装膜即被定位夹持在剪式自动夹持部分432上;然后拉膜包装控制器先控制拉膜自动切尾部分433的升降架4331升起、再控制推移立架4332向靠近第一件卷筒纸的方向伸出,靠近第一件卷筒纸端部的包装膜即被弧形压板4333上的压轮4334压靠在第一件卷筒纸的外表面上,然后拉膜包装控制器控制拉膜自动切尾装置43的支撑底架431正向滑移设定步距,支撑底架431正向滑移过程中压轮4334滚动,被夹持在剪式自动夹持部分432上的包装膜在压轮4334的碾压力和弧形压板4333的拉力作用下贴靠在拉膜截断刃4335上、并在张力作用下被拉膜截断刃4335截断,完成包装膜的拉膜自动切尾;
51.然后拉膜包装控制器先控制推移立架4332反向缩入设定步距使压轮4334脱离第一件卷筒纸的外表面、再控制主压接粘贴滚轮4342伸出并顶靠在第一件卷筒纸的外表面上,搭接在主压接粘贴滚轮4342上的胶带端部即被主压接粘贴滚轮4342挤压粘贴在被截断的尾部包装膜上,然后拉膜包装控制器先控制启动升降滚筒421的滚筒旋转驱动电机、再控制副压接粘贴滚轮4345伸出并顶靠在第一件卷筒纸的外表面上、然后控制主压接粘贴滚轮4342反向缩入设定步距使主压接粘贴滚轮4342脱离第一件卷筒纸的外表面,第一件卷筒纸旋转过程中,胶带即通过副压接粘贴滚轮4345碾压粘贴在第一件卷筒纸的外表面上;待第一件卷筒纸旋转至少一周后,拉膜包装控制器先控制关闭升降滚筒421的滚筒旋转驱动电机、再控制胶带截断刃4346伸出至设定距离,胶带即被伸出的胶带截断刃4346截断,拉膜包装控制器控制主压接粘贴滚轮4342、副压接粘贴滚轮4345和胶带截断刃4346复位后,完成胶带的自动粘贴;最后拉膜包装控制器先依次控制拉膜自动切尾部分433的推移立架4332、升降架4331复位至初始状态,再控制拉膜自动切尾装置43的支撑底架431复位至初始状态待命,最后控制升降滚筒421降落复位至初始状态,完成第一件卷筒纸的整个拉膜包装工序;
52.输出及二次自动打印贴标:卷筒纸输送控制器控制卷筒纸输送单元1的卷筒纸输
入段、卷筒纸称重段、卷筒纸拉膜包装段和卷筒纸输出段的辊轮驱动电机同步动作使前支撑辊轮和/或后支撑辊轮带动输送带向前输送,待第一件卷筒纸进入卷筒纸输出段、后续的第二件卷筒纸进入卷筒纸拉膜包装段、后续的第三件卷筒纸进入卷筒纸称重段后,卷筒纸输送控制器控制卷筒纸输入段、卷筒纸称重段、卷筒纸拉膜包装段和卷筒纸输出段同步停止输送进行待命;第二件卷筒纸进行拉膜包装、第三件卷筒纸进行一次自动打印贴标的同时,标牌自动打印粘贴控制器将克重、级别、纸芯直径等相关规格数据以及第一件卷筒纸的重量数据通过卷筒纸输出段标牌打印粘贴部分的自动打印出标机31打印并输出背胶标牌,然后标牌自动打印粘贴控制器先控制卷筒纸输出段标牌打印粘贴部分的标牌负压抓取装置的气路控制阀打开、再控制卷筒纸输出段标牌打印粘贴部分的标牌自动粘贴机械臂32的坐标驱动机构动作使卷筒纸输出段标牌打印粘贴部分的标牌自动粘贴机械手33坐标移动对背胶标牌进行负压吸附抓取,抓取背胶标牌后,标牌自动打印粘贴控制器控制卷筒纸输出段标牌打印粘贴部分的标牌自动粘贴机械臂32的坐标驱动机构动作使标牌自动粘贴机械手33吸附着背胶标牌坐标移动至第一件卷筒纸的设定贴标位置进行贴标,完成贴标后,标牌自动打印粘贴控制器先控制卷筒纸输出段标牌打印粘贴部分的标牌负压抓取装置的气路控制阀关闭、再控制卷筒纸输出段标牌打印粘贴部分的标牌自动粘贴机械臂32的坐标驱动机构动作进行复位,完成第一件卷筒纸的二次自动打印贴标;第一件卷筒纸完成二次自动打印贴标后,中央控制器可单独控制卷筒纸输出段的辊轮驱动电机动作将第一件卷筒纸输出即可;
53.依次类推,实现批量卷筒纸的连续包装作业。
54.由于刚生产出的卷筒纸通常具有相对较高的温度,因此为了便于在已完成拉膜包装的卷筒纸的纸芯端部位置穿孔进行散热,标牌自动打印粘贴单元3的卷筒纸输出段标牌打印粘贴部分的标牌自动粘贴机械臂32包括沿水平左右方向坐标移动的x坐标驱动机构、沿水平前后方向坐标移动的y坐标驱动机构和沿竖直上下方向坐标移动的z坐标驱动机构,卷筒纸输出段标牌打印粘贴部分的标牌自动粘贴机械手33通过沿z坐标轴线为旋转中心旋转的c坐标旋转驱动总成安装在标牌自动粘贴机械臂32的末节上,如图4所示,卷筒纸输出段标牌打印粘贴部分的标牌自动粘贴机械手33上还通过穿孔支撑架安装设有穿孔装置34,穿孔装置34包括安装在穿孔支撑架上的压板341和穿孔轴342,压板341包括竖直设置的压接面、且竖直设置的压接面上设于贯穿压接面的穿孔轴出入孔,水平伸缩设置的穿孔轴342通过穿孔伸缩控制部件安装在穿孔支撑架上、且穿孔轴342与压板341的穿孔轴出入孔同轴滑移配合设置,穿孔伸缩控制部件可以采用液压缸或气缸或电动缸结构等伸缩控制结构,穿孔轴342伸出端的端面边缘位置上设有凸出于端面的切割刃、且切割刃沿穿孔轴342的周向方向均布设置呈环形结构,切割刃可以是环形整体刃结构、也可以是多个尖刃围绕呈环形的分体刃结构;标牌自动打印粘贴电控装置还包括自动穿孔控制回路,标牌自动打印粘贴控制器分别与卷筒纸输出段标牌打印粘贴部分的标牌自动粘贴机械手33的c坐标旋转驱动总成和穿孔轴342的穿孔伸缩控制部件电连接。卷筒纸完成二次自动打印贴标后,标牌自动打印粘贴控制器启动自动穿孔控制回路,标牌自动打印粘贴控制器控制标牌自动粘贴机械臂32的坐标驱动机构和标牌自动粘贴机械手33的坐标旋转驱动总成动作使穿孔装置34的穿孔轴342坐标移动正对并贴近卷筒纸的纸芯端部位置,当压板341的压接面抵靠在卷筒纸的纸芯端部后,纸芯端部外部的包装膜即被定位压接在纸芯端部上,然后标牌自动打印
粘贴控制器控制穿孔伸缩控制部件动作使穿孔轴342自压板341的穿孔轴出入孔内伸出,穿孔轴342伸出过程中,纸芯端部外部的包装膜即被穿孔轴342伸出端的环形结构切割刃裁切,穿孔伸缩控制部件复位后完成自动穿孔。可以在纸芯前后两端的位置均进行穿孔以实现更好的散热效果。
55.在自动穿孔后为了便于将裁切下的包装膜废料自纸芯内取出,如图5所示,穿孔轴342上设有沿径向方向贯穿穿孔轴342的通槽、且通槽沿穿孔轴342的轴向方向呈长圆槽结构,穿孔轴342的轴心位置固定设有贯穿通槽和穿孔轴342的伸出端端面的刺破杆343,刺破杆343的尖锥结构端部伸出至穿孔轴342伸出端的端面外部、且尖锥结构端部凸出于端面的凸出尺寸大于切割刃凸出于端面的凸出尺寸,刺破杆343的端部杆体上还设有沿径向方向设置的卡槽或环形凹槽,刺破杆343的外部滑移配合套接安装有顶套344,顶套344通过顶套伸缩控制部件安装在穿孔支撑架上、且顶套344滑移配合贯穿穿孔轴342伸出端的端面设置,顶套伸缩控制部件与标牌自动打印粘贴控制器电连接;如图3所示,标牌自动粘贴机械臂32附近的地面上还定位设有包装膜废料收集桶345。自动穿孔过程中,当压板341的压接面抵靠在卷筒纸的纸芯端部后,穿孔伸缩控制部件动作使穿孔轴342自压板341的穿孔轴出入孔内伸出,刺破杆343的尖锥结构端部首先刺破纸芯端部外部的包装膜,在包装膜的弹性作用下,包装膜通过刺破孔卡接在刺破杆343端部杆体上的卡槽或环形凹槽上,待环形结构切割刃裁切后,被裁切下的包装膜废料即保留在刺破杆343的端部杆体上,然后标牌自动打印粘贴控制器先控制标牌自动粘贴机械臂32的坐标驱动机构和标牌自动粘贴机械手33的坐标旋转驱动总成动作使穿孔装置34的穿孔轴342坐标移动并正对并贴近包装膜废料收集桶345的设定位置、再控制顶套伸缩控制部件伸出动作使顶套344顶出,保留在刺破杆343端部杆体上的包装膜废料即被顶套344顶出脱离刺破杆343、落入包装膜废料收集桶345内,从而实现包装膜废料自纸芯内取出并收集。
56.为了能够获知并在标牌上打印卷筒纸的确切长度数据,如图2所示,标牌自动打印粘贴单元3的卷筒纸称重段标牌打印粘贴部分还包括卷筒纸检测装置35,卷筒纸检测装置35包括对应卷筒纸输送单元1的卷筒纸称重段前后间隔对置设置为两件的卷筒纸端面距离检测机构,卷筒纸端面距离检测机构包括卷筒纸端面距离传感器;称重电控装置或标牌自动打印粘贴电控装置还包括卷筒纸端面距离检测回路,自动称重控制器或标牌自动打印粘贴控制器与卷筒纸端面距离传感器电连接。自动称重过程中,自动称重控制器或标牌自动打印粘贴控制器先将两件卷筒纸端面距离传感器反馈的卷筒纸端面距离数据求和、再将该和值数据与两件卷筒纸端面距离传感器之间的距离数据求差,该差值即是卷筒纸的确切长度数据,自动称重控制器将卷筒纸的确切长度数据与卷筒纸的重量数据一并发送至中央控制器,中央控制器可以通过标牌自动打印粘贴控制器将卷筒纸的确切长度数据打印在标牌上。
57.为了实现弧形压板4333的弧形半径尺寸能够自适应卷筒纸的外径尺寸,从而实现压轮4334压实包装膜、以及便于拉膜截断刃4335截断包装膜,同时能够实现弧形压板4333对不同外径尺寸卷筒纸的通用性,作为本实用新型的进一步改进方案,弧形压板4333是包括多个直压板的多段式结构,多个直压板依次连接共同围成弧形半径小于卷筒纸半径的弧形结构,相邻两个直压板之间铰接安装、且铰接安装位置设有可以控制直压板摆动角度的扭簧,每个直压板上均设有压轮4334和拉膜截断刃4335。在卷筒纸完成整个外表面的拉膜
包装并进行包装膜的拉膜自动切尾时,当推移立架4332向靠近卷筒纸的方向伸出过程中,在弧形压板4333的上下两端接触卷筒纸的外壁后推移立架4332继续伸出,弧形压板4333的多个直压板即在推移立架4332的推力作用下迫使扭簧扭转、使整体弧形结构发生变形以适应卷纸筒的筒型外壁,进而实现压轮4334压实包装膜、便于拉膜截断刃4335截断包装膜。
58.为了使胶带始终位于主压接粘贴滚轮4342的轮面上、防止胶带脱落,作为本实用新型的进一步改进方案,如图11所示,主压接粘贴滚轮4342是空心结构、且主压接粘贴滚轮4342的轮面上均布设有多个贯穿轮面的负压通孔,主压接粘贴滚轮4342的轴端设有负压输入口,负压输入口通过气路管路和负压控制阀与负压源连接;拉膜包装电控装置还包括胶带定位控制回路,拉膜包装控制器与主压接粘贴滚轮4342的负压控制阀电连接。
59.针对外径尺寸相对较小的卷纸筒,为了能够实现升降滚筒421的稳固托载,作为本实用新型的进一步改进方案,升降滚筒421的升降导向机构ⅰ的顶端向靠近卷筒纸输送单元1的卷筒纸拉膜包装段的方向倾斜设置。如此设置,可以使升降滚筒421沿倾斜方向升起或落下,一方面可以实现升降滚筒421对外径尺寸相对较小的卷纸筒的稳固托载,另一方面可以避免与卷筒纸输送单元1的卷筒纸拉膜包装段的移动干涉。
60.为了实现副压接粘贴滚轮4345更好的压接效果,作为本实用新型的进一步改进方案,副压接粘贴滚轮4345的伸缩控制部件ⅱ的伸缩方向对应卷纸筒的径向方向倾斜设置。
61.本卷筒纸拉膜包装单元利用卷筒纸的圆柱体产品结构特点、对轴向方向水平设置的卷筒纸采用沿水平直径方向周向缠绕包装膜的方式,在包装膜围绕卷纸筒缠绕的同时,采用驱动卷筒纸绕其中轴线旋转,可以实现包装膜围绕卷纸筒缠绕一圈后卷筒纸步进旋转小于一个包装膜宽度尺寸的步距,进而可以实现卷筒纸步进旋转一周后即完成包括两个卷筒纸端面的整个卷筒纸外表面的拉膜包装,同时通过拉膜自动切尾装置43可以实现拉膜自动切尾和切尾后的胶带自动粘贴,在对卷筒纸进行拉膜包装前可控制拉膜自动切尾装置43的、夹持着包装膜端的剪式自动夹持部分432对应摇臂412的回转方向靠近卷筒纸的缠绕起始端面,在完成整个卷筒纸外表面的拉膜包装后可控制拉膜自动切尾装置43的剪式自动夹持部分432对应摇臂412的回转方向靠近卷筒纸的缠绕终止端面对包装膜进行夹持、并通过拉膜自动切尾装置43的拉膜自动切尾部分433和自动粘贴胶带部分434进行拉膜自动切尾和切尾后的胶带自动粘贴,从而大大降低包装膜的浪费用量、大大提高包装膜的利用率;能够在有效对成品卷筒纸进行包装的前提下实现有效降低操作人员的劳动强度、同时实现降低包装空间的占用,特别适用于对造纸机产出的成品卷筒纸进行包装。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1