复合板的进料装置的制作方法
1.本实用新型涉及复合板的加工领域,特别涉及一种复合板的进料装置。
背景技术:
2.现有复合刨花板的生产方法主要是先通过削片机将各板材进行破碎,其次送到刨片机再一次破碎成生产需要的碎料,然后将所述块料挤压粘接成复合刨花板,最后在复合刨花板的表面还设有涂胶,从而保护复合刨花板。对于复合刨花板的涂胶方式是将挤压成型的若干块复合刨花板放置在进料装置上,然后再将复合刨花板分别送至涂胶工位进行涂胶。但是现有进料装置采用光电传感器检测升降装置上下移动的距离,通过升降装置提升复合刨花板,然后利用刮板机构将复合刨花板送入涂胶工位,从而导致在送料时经常会将多块重叠复合刨花板送至涂胶工位,因此需要增设人工将多块复合刨花板取下,从而增加了人工成本,且费时费力。
技术实现要素:
3.本实用新型的目的是针对现有技术的不足,提供一种复合板的进料装置,结构简单,送料精确,减小人力费用。
4.本实用新型的技术方案是:
5.一种复合板的进料装置,包括机架,设置在所述机架上的推料机构,升降机构和控制器,所述升降机构用于放置复合板,所述推料机构用于将所述升降机构上的复合板送入下一个待加工工位,所述升降机构和推料机构分别与所述控制器电连接,所述机架通过支架安装有检测机构,所述检测机构位于所述升降机构的正上方,所述检测机构的感应轴活动套设在所述支架的下端部,所述感应轴用于抵在所述升降机构的待加工复合板上,所述检测机构的接近开关安装在所述支架的上端部,所述接近开关与所述控制器电连接,所述接近开关用于检测所述感应轴并发送至所述控制器,所述控制器根据所述接近开关检测的所述感应轴位置信号控制所述升降机构上升高度。
6.进一步地,所述感应轴的下端还铰接有滚轮。
7.进一步地,还包括压紧装置,所述压紧装置设置在所述机架上,所述压紧装置用于引导待加工复合板沿进料方向移动。
8.进一步地,所述机架上还设有第二传感器,所述第二传感器与所述控制器电连接,所述第二传感器用于检测待加工复合板是否已送至下一个待加工工位,并发送到控制器,所述控制器用于根据所述第二传感器采集的信号控制所述推料机构动作。
9.进一步地,所述机架包括两立架和设置在两立架之间的横梁,所述推料机构设置在所述横梁上。
10.进一步地,所述推料机构包括推块和链传动机构,所述链传动机构设置在所述机架上,所述链传动机构的传动链沿待加工复合板的进料方向设置,所述推块固定在所述链传动机构的第二传动链上,所述链传动机构的电机与所述控制器电连接,所述控制器用于
控制所述电机动作。
11.进一步地,所述升降机构的升降台上铺设有多根辊筒,所述各根辊筒上均设有传动轮,所述多根辊筒通过传动轮与第一传动链相配合,所述第一传动链与第一电机相连,所述第一电机与所述控制器电连接,所述控制器用于控制所述第一电机带动所述辊筒转动。
12.进一步地,所述升降机构的升降台上设有第一传感器,所述第一传感器与所述控制器电连接,所述第一传感器用于检测所述复合板的位置,并发送到所述控制器,所述控制器根据所述第一传感器检测的信号控制所述第一电机停止动作。
13.进一步地,所述升降机构包括底架、升降台、剪叉支撑架和升降驱动机构,所述剪叉支撑架设置在所述底架上,所述升降台设置在所述剪叉支撑架上端面,所述剪叉支撑架与所述升降驱动机构相连,所述升降驱动机构用于带动所述剪叉支撑架伸展和折叠。
14.进一步地,所述升降驱动机构采用液压缸,所述液压缸设置在所述剪叉支撑架内侧,液压缸铰接有安装杆,安装杆与底架固定连接,液压缸通过电磁阀连接一液压箱,所述电磁阀与所述控制器电连接,所述控制器用于控制所述电磁阀从而控制所述升降驱动机构动作。
15.采用上述技术方案具有以下有益效果:
16.本实用新型的结构简单,增设检测机构,通过检测机构的接近开关和感应轴,所述感应轴用于抵在所述升降机构的待加工复合板上,所述接近开关用于检测所述感应轴并发送至所述控制器,根据所述接近开关检测的所述感应轴位置信号控制所述升降机构动作,确保升降机构向上提升的高度只有一块板材的厚度,从而确保推料机构一次只能够推进一块复合板材,提高了送料精确度,减小人力物力费用。
17.所述感应轴的下端还铰接有滚轮,所述滚轮避免刮伤复合板。
18.增设压紧装置,所述压紧装置用于引导所述升降机构上复合板沿进料方向移动。
19.与下面结合附图和具体实施方式作进一步的说明。
附图说明
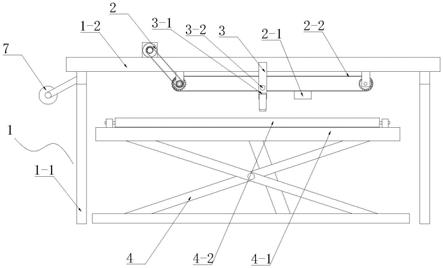
20.图1为本实用新型的结构示意图;
21.图2为本实用新型的俯视图。
22.附图中,1为机架,1
‑
1为立架,1
‑
2为横梁,2为推料机构,2
‑
1为推块, 2
‑
2为链传动机构,3为检测机构,3
‑
1为感应轴,3
‑
2为接近开关,4为升降机构,4
‑
1为升降台,4
‑
2为辊筒,5为第二传感器,6为第一传感器,7为压紧装置。
具体实施方式
23.具体实施例1
24.参见图1和图2所示,一种复合板的进料装置,包括机架1,推料机构2、检测机构3,升降机构4和控制器,所述升降机构4用于放置复合板,所述推料机构2用于将所述升降机构上的复合板送入下一个待加工工位,所述升降机构4、检测机构3和推料机构2分别与所述控制器电连接,控制器采用plc。该推料机构2和检测机构3设置在机架1上,所述机架1包括两立架1
‑
1和设置在所述两立架1
‑
1之间的横梁1
‑
2,所述升降机构4设置在所述机架1的两立架1
‑
1之间,所述推料机构2和检测机构3设置在所述横梁1
‑
2上。
25.检测机构3通过支架安装有机架1的横梁1
‑
2上,位于所述升降机构4的正上方,所述检测机构3的感应轴3
‑
1活动套设在支架的下端部,所述感应轴 3
‑
1用于抵在所述升降机构的待加工复合板上,所述感应轴3
‑
1的下端还铰接有滚轮,所述滚轮避免刮伤复合板。所述检测机构的接近开关3
‑
2安装在所述支架的上端部,所述接近开关3
‑
2与所述控制器电连接,所述接近开关3
‑
2用于检测所述感应轴3
‑
1并发送至所述控制器,所述控制器根据所述接近开关3
‑
2 检测的所述感应轴3
‑
1位置信号控制所述升降机构4的上升高度。
26.所述推料机构2包括推块2
‑
1和链传动机构2
‑
2,所述链传动机构设置在所述机架1的横梁1
‑
2上,所述链传动机构2
‑
2包括电机、第二传动链、第三传动链、主传动辊和从传动辊,所述主传动辊上设有主齿轮和第一齿轮,所述从传动辊上设有从齿轮,所述电机通过第三传动链与所述主传动辊的第一齿轮相啮合,所述第二传动链与所述主齿轮的主齿轮和从传动辊上的从齿轮啮合。所述链传动机构2
‑
2的第二传动链沿待加工复合板的进料方向设置,所述推块2
‑
1 固定在所述链传动机构2
‑
2的第二传动链上,所述链传动机构2
‑
2的电机与所述控制器电连接,所述控制器用于控制所述电机动作。进一步地,所述机架1 上设有第二传感器5,所述第二传感器5设置在靠近下一个待加工工位的立架 1
‑
1上,所述第二传感器5与所述控制器电连接,所述第二传感器5用于检测所述升降机构上待加工复合板是否已送至下一个待加工工位,并发送到控制器,所述控制器用于根据所述第二传感器采集的信号控制所述推料机构的电机启动或停止动作。
27.所述升降机构4包括底架、升降台4
‑
1、剪叉支撑架和升降驱动机构,所述剪叉支撑架设置在所述底架上,所述升降台4
‑
1设置在所述剪叉支撑架上端面,所述剪叉支撑架与所述升降驱动机构相连,所述升降驱动机构用于带动所述剪叉支撑架伸展和折叠。所述升降驱动机构采用液压缸,所述液压缸设置在所述剪叉支撑架内侧,液压缸铰接有安装杆,安装杆与底架固定连接,液压缸通过电磁阀连接一液压箱,所述电磁阀与所述控制器电连接,所述控制器用于控制所述电磁阀从而控制所述升降驱动机构的升降驱动机构动作。进一步地,所述升降机构4的升降台4
‑
1上铺设有多根辊筒4
‑
2,所述各根辊筒4
‑
2上均设有传动轮,所述多根辊筒通过传动轮与第一传动链相配合,所述第一传动链与第一电机相连,所述第一电机与所述控制器电连接,所述控制器用于控制所述第一电机带动所述辊筒转动,所述辊筒用于将待加工复合板送入所述升降机构的平台上。所述升降台4
‑
1上设有第一传感器6,所述第一传感器与所述控制器电连接,所述第一传感器用于检测所述复合板的位置,并发送到所述控制器,所述控制器根据所述第一传感器检测的信号控制所述第一电机启动、停止动作。
28.可能地:还包括压紧装置7,本具体实施例中,所述压紧装置7采用压辊,所述压辊两端铰接有一安装架,所述压辊通过安装架设置在所述机架1的靠近下一个待加工工位的立架1
‑
1上,所述压辊用于引导待加工复合板沿进料方向移动。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1