一种检测和抽芯排料机构的制作方法
1.本实用新型涉及一种导电针组装设备,特别涉及一种检测和抽芯排料机构。
背景技术:
2.随着电子技术的不断发展,连接器作为一种传输信号的媒介产品,其应用越来越广泛,无论是工业生产用的设备还是人们经常使用的手机、电脑、mp3等,连接器都作为一种重要的媒介元素而不可或缺。现有的连接器通常包括绝缘体(塑料工件)和多根插针,插入插入绝缘体内,而连接器的导电性能则是有插针决定的,因此插针是否可靠,是否插入壳体到位对产品的性能至关重要。而对于具有上下两排插针的端子保证插针的插接到位,对产品的性能更加至关重要。
技术实现要素:
3.为克服现有技术的不足,本实用新型公开了一种检测和抽芯排料机构。
4.为实现上述目的,本实用新型通过以下技术方案实现:
5.本实用新型公开了一种检测和抽芯排料机构,包括产品支承块、位于所述产品支承块一侧的移动探测组以及位于所述产品支承块另一侧的排料组,所述排料组用于在所述移动探测组检测完组装件后将不合格产品排出,所述产品支承块上方靠近移动探测组的边缘设置有半产品流道,所述产品支承块中还设置有一单独排料通道,所述单独排料通道的下方设置有用于承接从所述单独排料通道落下的排料滑道。
6.优选的,所述排料组包括在所述产品支承块的上端面上滑动的抽芯滑块、排料钩块和排料气缸,所述抽芯滑块的一侧与所述排料气缸的伸缩杆固定连接,所述抽芯滑块的另一侧设置有半产品流道,所述产品支承块上的半产品流道与所述抽芯滑块的半产品流道组合成完整的产品流道,所述排料钩块的中间区域设置有一开口,所述抽芯滑块的上方固定有一弹簧固定块,所述弹簧固定块位于所述开口中,所述弹簧固定块与所述排料钩块通过弹簧连接;
7.优选的,所述移动探测组包括探检气缸、与所述探检气缸的伸缩杆连接的探针滑座安装板、设置于所述探针滑座安装板上的探测滑座以及设置于所述探针滑座中的探针。
8.优选的,所述检测和抽芯排料机构还包括塑料工件按压组,所述塑料工件按压组包括固设于所述产品支承块上方的按压连接板、与所述按压连接板通过弹簧连接的按压板,所述按压板穿过所述排料钩块而进入至所述半产品流道内的上方。
9.与现有技术相比,本实用新型的至少具有以下优点:
10.本实用新型所提供的检测和抽芯排料机构,能够自动完成导电针与塑料工件的组装是否合同的检测,并将不合格的连接器产品排出在外,有效提高检测效率,减低人力成本,提高产品的品质。
附图说明
11.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍。
12.图1为本实用新型实施例所公开的一种双层导电针组装装置的主视图;
13.图2为本实用新型实施例所公开的短距送料机构和推料机构的结构示意图;
14.图3为本实用新型实施例所公开的短距送料机构和推料机构的俯视图;
15.图4为本实用新型实施例所公开的错位进料机构的结构示意图;
16.图5为本实用新型实施例所公开的错位进料机构的局部结构示意图(去除上盖板);
17.图6为本实用新型实施例所公开的导电针组装机构的结构示意图一;
18.图7为本实用新型实施例所公开的导电针组装机构的结构示意图二;
19.图8为本实用新型实施例所公开的导电针组装机构的接pin载板和多pin压入板的结构示意图;
20.图9为本实用新型实施例所公开的接pin载板的结构示意图;
21.图10为本实用新型实施例所公开的导电针组装机构的定位组的结构示意图;
22.图11为本实用新型实施例所公开的导电针组装机构的定位组的局部结构示意图;
23.图12为本实用新型实施例所公开的导电针组装机构的定位组的限位传动滑块的结构示意图;
24.图13为本实用新型实施例所公开的导电针旋转折弯机构的结构示意图;
25.图14为本实用新型实施例所公开的导电针组装机构的翻转组件的结构示意图;
26.图15为本实用新型实施例所公开的导电针组装机构的压针组件的结构示意图;
27.图16为本实用新型实施例所公开的导电针组装机构的导电针折弯状态示意图;
28.图17为本实用新型实施例所公开的导电针组装机构的塑料工件按压组的结构示意图;
29.图18为本实用新型实施例所公开的整形机构的结构示意图;
30.图19为本实用新型实施例所公开的整形机构的定位组的结构示意图;
31.图20为本实用新型实施例所公开的整形机构的定位组的局部结构示意图;
32.图21为本实用新型实施例所公开的整形机构的导电针支撑组件和导电针整平组的局部主视图;
33.图22为本实用新型实施例所公开的检测和抽芯排料机构的结构示意图一;
34.图23为本实用新型实施例所公开的检测和抽芯排料机构的结构示意图二;
35.图24为本实用新型实施例所公开的检测和抽芯排料机构的移动探测组的结构示意图(去除上盖板);
36.图25为本实用新型实施例所公开的检测和抽芯排料机构的排料组的结构示意图;
37.图26为本实用新型实施例所公开的检测和抽芯排料机构的排料组的局部结构示意图;
38.图27为本实用新型实施例所公开的检测和抽芯排料机构的产品支承块的结构示意图;
39.图28为本实用新型实施例所公开的传送机构的结构示意图;
40.图29为本实用新型实施例所公开的传送机构的结构示意图。
具体实施方式
41.下面结合实施例及附图对本实用新型做进一步的详细说明,以令本领域技术人员参照说明书文字能够据以实施。
42.参见图1
‑
29所示,本实用新型实施例公开了检测和抽芯排料机构f和双层导电针组装装置,其中,检测和抽芯排料机构f属于双层导电针组装装置的折弯工站的机构,是双层导电针组装装置的一部分,以下对双层导电针组装装置的结构(包括检测和抽芯排料机构f)作详细描述。双层导电针组装装置,包括依序排列的多个工站,该些工站具有依序排列的以下机构:
43.短距送料机构a,短距送料机构a用于将排列在其送料通道a31内的塑料工件w1按照顺序依次送至下一工站;
44.错位进料机构b,错位进料机构b用于在其运动至与送料通道a31齐平的位置时承接短距送料机构a上的塑料工件并且带动塑料工件运动至下一工站;
45.导电针组装机构c,导电针组装机构c用于承载经由推料机构d从错位进料机构b上推出的塑料工件并且将导电针w2组装至塑料工件的上;
46.导电针旋转折弯机构m,导电针旋转折弯机构m用于将位于上排的导电针折弯大致90
°
后使得导电针的针头朝上;
47.整形机构e,整形机构e用于施加压力使得导电针再次精准定位到塑料工件的上排孔中;
48.副导电针组装机构c',副导电针组装机构c'用于将导电针组装至塑料工件的下排孔中;
49.副导电针旋转折弯机构m',副导电针旋转折弯机构m'用于将位于下排的导电针折弯大致90
°
后使得导电针的针头朝上;
50.副整形机构e',整形机构e用于施加压力使得导电针再次精准定位到塑料工件的下排孔中;
51.检测和抽芯排料机构f,检测和抽芯排料机构f用于检测产品并排除不合格品;
52.收集机构h,收集机构h用于收集合格品;
53.传送机构i,传送机构i用于将导电针组装机构、导电针旋转折弯机构m、整形机构e、副导电针组装机构c'、副导电针旋转折弯机构m'、副整形机构e'、检测和抽芯排料机构f、以及收集机构上的产品同时往下一个机构推送;以及,
54.塑料工件排列机构j,塑料工件排列机构j用于排列塑料按照选定的方向将塑料工件送至短距送料机构a上;以及,
55.控制系统p,控制系统p分别与短距送料机构、错位进料机构、导电针组装机构、导电针旋转折弯机构m、整形机构e、副导电针组装机构c'、副导电针旋转折弯机构m'、副整形机构e'、检测和抽芯排料机构f电连接。
56.如图1所示,塑料工件排列机构j包括振动器支撑底座j1、固设于振动器支撑底座j1上的振动器j2以及与振动器j2上的选料盘j3,选料盘j3的出口与送料板a3上的送料通道a31连通。
57.塑料工件排列机构j工作时,振动器j2振动使得选料盘j3内的塑料工件按照顺序排列并通过其出口输出至送料板a3上的送料通道a31上,每次输送多个塑料工件。
58.如图2
‑
3所示,短距送料机构a包括步进电机a1、与步进电机a1连接的皮带轮a2以及送料板a3,送料板a3上开设有送料通道a31,皮带轮a2的皮带为圆皮带,圆皮带用于与位于送料通道a31内的塑料工件产生摩擦以将塑料工件传送至错位进料机构b上;进一步优选的,短距送料机构a还包括保护组,保护组包防护罩a4和防护罩检测感应器a5,当防护罩检测感应器a5感应到防护罩a4罩设于送料板a3上时短距送料机构a动作。
59.短距送料机构a在工作时,步进电机a1带动圆皮带转动,依靠元皮带与塑料工件之间的摩擦力将塑胶工件推送到错位机构300,防护罩a4和防护罩检测感应器a5提供安全保护,当防护罩a4未能关闭时,短距送料机构a不能动作。
60.如图4
‑
5所示,错位进料机构b包括支座b1、固设于支座上的传送板b2、载料滑块b3以及与载料滑块b3连接的移动气缸b4,传送板b2的长度方向开设有容许塑料工件通过的工件流道b21,传送板b2宽度方向设置有容许载料滑块b3在其滑动的滑槽,载料滑块b3设置于滑槽内,载料滑块b3上开设有载料通道b31,载料通道b31在移动气缸的带动下或与工件流道b21或与短距送料机构的送料通道连通,以将短距送料机构上塑料工件转移至工件流道b21中;
61.错位进料机构b在工作时,当产品从短距送料机构a的送料通道a31中进入至载料滑块b3上的载料通道b31中时,接着,移动气缸b4带动载料滑块b3后退(即沿y轴方向移动)直至载料滑块b3上的载料通道b31与塑料工件载料块c2的载料通道c21连通。
62.如图6
‑
12所示,导电针组装机构c包括支座c1、固设设于支座c1上的塑料工件载料块c2、位于塑料工件载料块c2一侧的导电针送料组、位于塑料工件载料块c2另一侧的可升降导电针承接组、多导电针压入组以及一定位组,可升降导电针承接组用于在其升起时承接从导电针送料组上传送来的导电针,多导电针压入组用于将可升降导电针承接组上的导电针压入至塑料工件载料块c2的载料通道c21中的塑料工件内,定位组用于在组装导电针和塑料工件时定位塑料工件在载料通道c21中。
63.进一步优选的,导电针送料组包括直线震动送料器c3和设置于直线震动送料器c3上方的导电针导板c4,导电针导板c4上开设有多个与导电针相适应的导槽c41;
64.可升降导电针承接组包括z轴移动气缸c5、与z轴移动气缸c5的伸缩杆连接的z轴移动滑块c6以及固设于z轴移动滑块c6上方的接pin载板c7,接pin载板c7上开设有多个用于承接导电针的并与导槽c41相对应的承接槽c71;
65.多导电针压入组包括位于可升降导电针承接组另一侧的多pin压入气缸c8以及位于接pin载板c7上并与接pin载板c7滑动连接的多pin压入板c9,当多pin压入板c9在z轴移动气缸c5升起时,多pin压入气缸c8推动多pin压入板c9作y轴运动;
66.定位组包括限位抵块气缸c10、与限位抵块气缸c10的伸缩杆连接的限位传动滑块c11以及限位抵块c12,限位传动滑块c11的底端部为三个间隔设置的滑板c111,每个滑板c111上开设有两端竖直中间倾斜的滑孔c112,限位抵块c12一端部开设有三个沿y轴方向分布的与滑板c111相匹配的滑槽c121,限位抵块c12还沿x轴设置有转轴孔c122,限位传动滑块c11与限位抵块c12通过穿过滑孔c112和转轴孔c122中的转轴(图中未示出)连接,限位抵块c12的另一端部设置有插入塑料工件以定位塑料工件的定位齿c123;
67.更进一步优选的,定位组还包括固设于塑料工件载料块c2的上方固设有产品盖板c13和下压块c14,产品盖板c13上固设有固定块c15,固定块c15的下方设置有容纳弹簧的弹簧孔,下压块c14与通过弹簧与固定块c15连接,下压块c14用于在z轴方向上定位塑料工件;
68.更进一步优选的,多pin压入板c9的底端面上沿y轴方向均匀地分布有多个凸起的压入凸起c91,接pin载板c7的上端面上设置有沿y轴方向均匀地分布的与压入凸起c91相对应的凹槽c71,多pin压入板c9通过压入凸起c91在凹槽c71内滑动,压入凸起c91靠近塑料工件载料块c2的一端部用于推动导电针。
69.导电针组装机构在工作时,由z轴移动气缸c5带动z轴移动滑块c6提升,从而使得接pin载板c7与导电针导板c4齐平;接着,通过直线震动送料器c3提供电磁定向动力,带动导电针导板c4低频推动导电针移动,导电针到达接接pin载板c7中;紧接着,限位抵块气缸c10带动限位传动滑块c11向下运动,限位传动滑块c11提供y轴向推力限位抵块c12在产品盖板c13中压紧产品;最后,多pin压入气缸c8动作提供压力到多pin压入板c9,多pin压入板c9的压入凸起c91将14个导电针压入到塑胶工件中,以此完成了导电针和塑料工件的组装。
70.参见图13
‑
17所示,导电针旋转折弯机构m包括塑料工件载料块m1、翻转组件和压针组件,塑料工件载料块m1的上表面的长度方向上开设有用于放置带有水平的导电针的塑料工件的载料通道m11,翻转组件将塑料工件上的水平的导电针翻转90
°
,压针组件用于在翻转组件翻转时按压导电针的远离导电针的针头的中部区;
71.优选的,翻转组件包括翻转轮支架m2、中空的第一翻转轮m3、中空的第二翻转轮m4、水平推移气缸m5、齿条m6、中空的齿轮m7以及翻转板m8,第一翻转轮m3和第二翻转轮m4的外端部分别与一翻转轮支架m2转动连接,第一翻转轮m3和第二翻转轮m4之间通过翻转轮连接板m9连接,水平推移气缸m5的伸缩杆与齿条m6的一端连接,齿轮m7与齿条m6啮合,齿轮m7的内圈套设于第一翻转轮m3的一端部上,且齿轮m7位于翻转轮支架m2的内侧,翻转板m8与翻转轮连接板m9固定连接,塑料工件载料块m1从翻转轮支架m2、第一翻转轮m3和第二翻转轮m4的孔中穿过;
72.优选的,压针组件包括水平伸缩气缸10、水平限位传动滑条m11、联动块m12和下压板m13,水平限位传动滑条m11的一端部与水平伸缩气缸10的伸缩杆,水平限位传动滑条m11的另一端部上开设有斜滑孔,联动块m12中开设有与水平限位传动滑条m11相匹配的滑槽,联动块m12上还设置有转轴孔,水平限位传动滑条m11与联动块m12通过穿过斜滑孔和转轴孔中的转轴连接,联动块m12的底部连接下压板m13,下压板m13用于在下压时按压住导电针;
73.优选的,导电针旋转折弯机构m还包括塑料工件按压组,塑料工件按压组包括固设于塑料工件载料块m1上方的按压连接板m14、与按压连接板m14通过弹簧连接的按压板m15,按压板m15穿过塑料工件载料块m1而进入至载料通道内的上方。塑料工件按压组起到定位塑料工件的作用。
74.导电针旋转折弯机构m在工作时,水平推移气缸m5伸缩带动齿条m6移动,齿条m6水平移动从而带动齿轮m7转动,齿轮m7转动从而带动第一翻转轮m3和第二翻转轮m4转动,进而带动翻转板m8转动,从而将塑料工件上的水平的导电针翻转90
°
而头部朝上;在翻转之前,水平伸缩气缸10带动水平限位传动滑条m11滑动,水平限位传动滑条m11进而带动联动块m12向下动作,联动块m12进而带动下压板m13在下压时按压住导电针,如此可以对导电针
进行定位,方便于翻转板m8翻转成型,避免导电针变形。
75.如图18
‑
21所示,整形机构e包括支座e1、固设于支座e1上的产品支承块e2、位于产品支承块e2一侧的导电针整平组、位于产品支承块e2另一侧的定位组以及导电针支撑组件,产品支承块e2上设置有用于承接产品使得产品流通的载料通道e21,定位组用于在导电针整平组以压入方式对将导电针整平时对塑料工件进行定位,导电针支撑组件用于在导电针整平组以压入方式对将导电针的一面整平时对导电针的相对的另一面进行支撑;
76.进一步优选的,导电针整平组包括水平设置的整平气缸e3、与整平气缸e3的伸缩杆连接的整平压力块e4以及用于引导整平压力块e4滑动的滑动通道,整平压力块e4的前部e41朝向载料通道e21中的产品上的导电针;
77.导电针支撑组件包括固设整平压力块上的两个间隔设置的支块e9、架设于支块e9上的顶压气缸e10、勾板e11,勾板e11的一侧垂直连接连接杆e12的一端,连接杆e12的另一端部设置有贯穿的转轴孔,支块e9上也设置有转轴孔,连接杆e12与支块e9通过穿过其各自的转轴孔的转轴而连接,连接杆e12位于整平压力块e4的前部e41的上方,且连接杆e12与整平压力块e4之间通过弹簧连接,顶压气缸e10的伸缩杆位于连接杆e12的上方,当顶压气缸e10的伸缩杆伸出时顶压连接杆e12;
78.定位组包括整平限位抵块气缸e6、与整平限位抵块气缸e6的伸缩杆连接的整平限位传动滑块e7以及整平限位抵块e8,整平限位传动滑块e7的底端部为三个间隔设置的滑板e71,每个滑板e71上开设有两端竖直中间倾斜的滑孔e72,整平限位抵块e8一端部开设有三个沿y轴方向分布的与滑板e71相匹配的滑槽e81,整平限位抵块e8还沿x轴设置有转轴孔e82,整平限位传动滑块e7与整平限位抵块e8通过穿过滑孔e72和转轴孔e82中的转轴连接,整平限位抵块e8的另一端部设置有插入塑料工件以定位塑料工件的定位齿e83;
79.整形机构e在工作时,整平限位抵块气缸e6下压为整平限位传动滑块e7提供y向推力,推动整平限位传动滑块e7压紧产品,整平气缸e3推动整平压力块e4在滑动通道e5中移动,从而提供精确定位压力给导电针,以此完成导电针整平。
80.在整平的同时,顶压气缸e10的伸缩杆伸出向下抵压与勾板e11连接的连接杆e12,从而让使得勾板e11绕转轴转动,并且弹簧被压缩,进而勾板e11勾住折弯后的导电针的内侧,起到支撑保护的作用,防止在整平时,导电针被推压变形。
81.需要说明的是副导电针组装机构c'的结构与导电针组装机构导电针组装机构的结构大致相同;副导电针旋转折弯机构m'的结构与导电针旋转折弯机构m的结构大致相同;整形机构e的结构与副整形机构e'的结构大致相同。副导电针组装机构c'、副导电针旋转折弯机构m'和副整形机构e'是为了完成塑料工件与下导电针的组装,与塑料工件与上导电针的组装过程大致相同,此处不再赘述。
82.如图22
‑
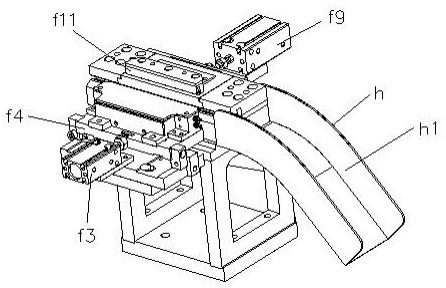
27所示,检测和抽芯排料机构f包括产品支承块f1、位于产品支承块f1一侧的移动探测组以及位于产品支承块f1另一侧的排料组,排料组用于在移动探测组检测完组装件后将不合格产品排出,产品支承块f1上方靠近移动探测组的边缘设置有半产品流道f1a,产品支承块f1上还设置有一单独排料通道f1b,单独排料通道f1b的下方设置有用于承接从单独排料通道f1b落下的排料滑道f2;其中,
83.移动探测组包括探检气缸f3、与探检气缸f3的伸缩杆连接的探针滑座安装板f4、设置于探针滑座安装板f4上的探测滑座f5以及设置于探针滑座f5中的探针f6;
84.排料组包括在产品支承块f1的上端面上滑动的抽芯滑板f7、排料钩块f8和排料气缸f9,抽芯滑块f7的一侧与排料气缸f9的伸缩杆固定连接,抽芯滑块f7的另一侧设置有半产品流道f7a,产品支承块上的半产品流道与抽芯滑块f7的半产品流道f7a组合成完整的产品流道,排料钩块f8的中间区域设置有一开口f8a,抽芯滑块f7的上方固定有一弹簧固定块f10,弹簧固定块f10位于开口中,弹簧固定块f10与排料钩块f8通过弹簧连接;
85.优选的,检测和抽芯排料机构f还包括塑料工件按压组,塑料工件按压组包括固设于产品支承块f1上方的按压连接板f11、与按压连接板f11通过弹簧连接的按压板f12,按压板f12穿过排料钩块f8而进入至半产品流道内的上方。
86.检测和抽芯排料机构f在工作时,单独挑选并排料机构f分为探测和排料二个模块,探检气缸f3带动探针滑座安装板f4移动,探针滑座安装板f4上的探测滑座f5和探针f6沿y轴向移动至与到导电针接触,从而进行对导电针是否到位进行检测;接着,检测信号通过探测滑座f5反馈,当控制系统p接收到不良信号时,排料气缸f9带动抽芯滑板f7后退,而抽芯滑板f7后退后,便不再遮挡产品支承块上的单独排料通道,当排料气缸f9带动抽芯滑板f7后退一定距离后,排料钩块f8因弹簧固定块f10和弹簧的作用而后退,排料钩块f8后退从而带动产品后退,产品后退后因下方无承托而掉入单独排料通道,再进入排料滑道f2。
87.如图22所示,收集机构h包括与检测和抽芯排料机构f的产品流道连通的出料流道h1;
88.如图2
‑
3所示,推料机构d包括送料气缸d1、与送料气缸d1的伸缩杆连接的连接架d2、与连接架d2固定连接的推料杆d3,连接架d2的底端部固设于导轨d4上,其中,推料机构d设置于短距送料机构a的旁侧;
89.如图28
‑
29所示,传送机构i包括导电针组装机构c的塑料工件载料块c2、导电针旋转折弯机构m的塑料工件载料块m1、整形机构e的产品支承块e2、检测和抽芯排料机构f的产品支承块f2中均开设有依次连通的推杆通道,每个推杆通道内穿过推杆i1,每个推杆i1的侧边上通过转轴连接有用于将产品由上一工站推入下一工站的拨料块i2,每个推杆的侧边还固设有复位块i3,复位块i3和拨料块i2均设有复位弹簧容纳孔,(复位块i3上的弹簧容纳孔i31,拨料块i2上的弹簧容纳孔与弹簧容纳孔i31在同一高度相对设置),复位块i3与拨料块i2之间通过复位弹簧相互连接,且每个推杆依次连接形成一总推杆(总推杆还包括了一些中间连接推杆m,以避免上述各机构的推杆之间的连接中断),总推杆的首端与连接架d2固定连接,在推杆前行时拨料块i2竖直向上拨动产品前进,当推杆后退时拨料块i2转动向前前倾而不接触产品因而不会将产品带回。需要说明的是,图29仅仅揭示了导电针组装机构c的塑料工件载料块c2内设置推杆i1、拨料块i2和复位块i3的情形,即图29仅仅揭示了传送机构i的一段,但是图29中的传送机构i的每段是重复的,因此只是示意出一部分。
90.通过以上技术方案,此处对本实用新型所提供的连接器检测和挑选装置的整体工作原理作进一步的描述。
91.塑胶工件通过选料盘j3筛选定向后,通过短距送料机构a完成多个塑胶移动,到达错位进料机构b;错位动作后通过传送机构i的推杆移动到导电针组装机构c,导电针组装机构c将上导电针压入到塑胶工件中,然后导电针旋转折弯机构m折弯水平的上导电针;上导电针折弯后,导电针与塑料工件转移到整形机构e上,通过整形机构e将塑胶中导电针精确定位到规格要求范围;此后,副导电针组装机构c'、副导电针旋转折弯机构m'和副整形机构
e'是为了完成塑料工件与下导电针的组装;检测和抽芯排料机构f上进行产品规格检查,如有不合格产品就做单独排除动作,合格品排入收集机构h进行收集。
92.对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本实用新型的精神或范围的情况下,在其它实施例中实现。因此,本实用新型将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1