一种含浸时间可控的含浸装置的制作方法
1.本实用新型涉及一种储能器件生产技术领域,更具体地说,涉及一种含浸时间可控的含浸装置。
背景技术:
2.传统的储能器件生产中通常采用流水线作业,素子放入铝壳后经流水线流入注液机构,注液机构对铝壳内注入含浸液以对素子进行含浸,注液完成后即处于含浸状态,处于含浸状态的素子经过流水线进入束模封口机构进行束模封口,以此完成储能器件的含浸和封装。但是由于流水线的作业时间是固定的,也就是素子含浸后在流水线上的停留时间是固定的,使得素子的含浸时间无法得到控制,当流水线设计好时,素子的含浸时间已无法更改,只能按照设定好的含浸时间进行生产,如果需要调整含浸时间,则需要对生产线进行大幅修改,当客户对某一批次的储能器件的含浸时间进行修改时,传统的生产线上对素子在铝壳中含浸时间无法进行调整,导致生产出的储能器件无法满足客户的需求。
技术实现要素:
3.本实用新型所要解决的技术问题是提供了一种含浸时间可控的含浸装置,首先,整个装置在开始工作时将阻挡组件升起,定位组件设定好定位位置并落下待用,传输装置送入多个装载有含浸状态的素子的载具且被阻挡组件挡住,以使得送料缓冲装置装载有足够数量的载具,进而使得素子获得充足的含浸时间,当最前面的素子充分含浸后,整个装置开始往复循环;此时定位组件升起并阻挡第n+1个载具及其后方所有载具的传输,阻挡组件落下,使得最前方的n个载具被送出传输装置进而进入封装工序;载具送出后阻挡组件升起,定位组件落下,第n+1个载具及其后方所有载具传输至阻挡组件处并被挡住,同时将n个载具送入传输装置,并在传输装置的带动下紧挨其他所有载具,此时完成完整的一个往复循环。由于传输装置中停留的载具数量越多,载具停留在传输装置的时间就越长,反之亦然;传输装置每次运送的载具数量越少,载具停留在传输装置的时间也就越长,反之亦然。以此可以通过控制传输装置中载具的数量或控制传输装置每次运送的载具的数量来控制载具停留在传输装置的时间,从而满足了可在生产线上对素子在铝壳中含浸时间随时进行调整的功能,以此提高储能器件的一致性,并满足用户的需求。
4.本实用新型所要解决的技术问题通过以下技术方案予以实现:
5.为解决上述技术问题,本实用新型提供了一种含浸时间可控的含浸装置,其包括送料缓冲装置,所述送料缓冲装置包括传输装置和设于所述传输装置上的控制装置,所述传输装置每次可以将n个载具送入和送出,其中n≥1,且n为整数,所述控制装置包括阻挡组件和设于所述阻挡组件前方的定位组件,所述阻挡组件用于阻挡传输装置上的所有载具传输,所述定位组件用于阻挡传输装置上的第n+1个载具及其后方所有载具的传输。
6.进一步地,还包括进料装置和出料装置,所述进料装置设于所述传输装置的进料端且用于将n个载具送入传输装置,所述出料装置设于所述传输装置的出料端且用于将n个
载具送出传输装置。
7.进一步地,所述出料装置包括出料板和控制所述出料板前后移动和上下移动的出料气缸。
8.进一步地,进一步地,所述进料装置连接有进料带,所述出料装置连接有出料带,所述进料带和所述出料带之间还连接有与所述送料缓冲装置的结构一样的回料缓冲机构。
9.进一步地,所述传输装置为传送皮带。
10.进一步地,所述阻挡组件包括挡块和控制所述挡块上下移动的阻挡气缸。
11.进一步地,所述定位组件包括定位杆和控制所述定位杆上下移动的定位气缸。
12.进一步地,所述定位杆的顶端设有倒角。
13.进一步地,所述控制装置还包括用于将传输装置上的所有载具抬升或放下的升降组件。
14.进一步地,所述升降组件包括升降板和控制所述升降板上下移动的升降气缸。
15.本实用新型具有如下有益效果:
16.首先,整个装置在开始工作时将阻挡组件升起,定位组件设定好定位位置并落下待用,传输装置送入多个装载有含浸状态的素子的载具且被阻挡组件挡住,以使得送料缓冲装置装载有足够数量的载具,进而使得素子获得充足的含浸时间,当最前面的素子充分含浸后,整个装置开始往复循环;此时定位组件升起并阻挡第n+1个载具及其后方所有载具的传输,阻挡组件落下,使得最前方的n个载具被送出传输装置进而进入封装工序;载具送出后阻挡组件升起,定位组件落下,第n+1个载具及其后方所有载具传输至阻挡组件处并被挡住,同时将n个载具送入传输装置,并在传输装置的带动下紧挨其他所有载具,此时完成完整的一个往复循环。由于传输装置中停留的载具数量越多,载具停留在传输装置的时间就越长,反之亦然;传输装置每次运送的载具数量越少,载具停留在传输装置的时间也就越长,反之亦然。以此可以通过控制传输装置中载具的数量或控制传输装置每次运送的载具的数量来控制载具停留在传输装置的时间,从而满足了可在生产线上对素子在铝壳中含浸时间随时进行调整的功能,以此提高储能器件的一致性,并满足用户的需求。
附图说明
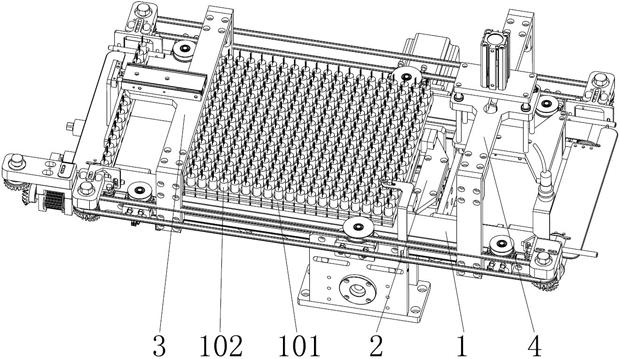
17.图1为本实用新型提供的一种含浸时间可控的含浸装置的结构示意图。
18.图2为图1隐藏载具和素子后的结构示意图。
19.图3为图2隐藏进料装置和出料装置后的结构示意图。
20.图4为出料装置的结构示意图。
21.图5为本实用新型提供的另一种含浸时间可控的含浸装置的结构示意图。
22.图6为控制装置的结构示意图。
具体实施方式
23.下面结合实施例对本实用新型进行详细的说明,实施例仅是本实用新型的优选实施方式,不是对本实用新型的限定。
24.请参阅图1至图3,为本实用新型提供的一种含浸时间可控的含浸装置,其包括送料缓冲装置100,所述送料缓冲装置100包括传输装置1和设于所述传输装置1上的控制装置
2,所述传输装置1每次可以将n个载具101送入和送出,其中n≥1,且n为整数,所述控制装置2包括阻挡组件21和设于所述阻挡组件21前方的定位组件22,所述阻挡组件21用于阻挡传输装置1上的所有载具101传输,所述定位组件22用于阻挡传输装置1上的第n+1个载具101及其后方所有载具101的传输。注液式含浸一般需要三次或多次含浸,最后一次含浸通过往铝壳内注入含浸液对素子102进行含浸,在本实施例中,含浸状态的素子102指的是最后一次含浸。首先,整个装置在开始工作时将阻挡组件21升起,定位组件22设定好定位位置并落下待用,传输装置1送入多个装载有含浸状态的素子102的载具101且被阻挡组件21挡住,以使得送料缓冲装置100装载有足够数量的载具101,进而使得素子102获得充足的含浸时间,当最前面的素子102充分含浸后,整个装置开始往复循环;此时定位组件22升起并阻挡第n+1个载具101及其后方所有载具101的传输,阻挡组件21落下,使得最前方的n个载具101被送出传输装置1进而进入封装工序;载具101送出后阻挡组件21升起,定位组件22落下,第n+1个载具101及其后方所有载具101传输至阻挡组件21处并被挡住,同时将n个载具101送入传输装置1,并在传输装置1的带动下紧挨其他所有载具101,此时完成完整的一个往复循环。由于传输装置1中停留的载具101数量越多,载具101停留在传输装置1的时间就越长,反之亦然;传输装置1每次运送的载具101数量越少,载具101停留在传输装置1的时间也就越长,反之亦然。以此可以通过控制传输装置1中载具101的数量或控制传输装置1每次运送的载具101的数量来控制载具101停留在传输装置1的时间,从而满足了可在生产线上对素子102在铝壳中含浸时间随时进行调整的功能,以此提高储能器件的一致性,并满足用户的需求。
25.在本实施例中,传输装置1中的载具101数量为20个,所述n=1,传输装置1每次运送的载具101数量为1个,后续工艺的处理间隔为30s,即传输装置1每次运送载具101的时间为30s,则传输装置1中每个载具101的素子102在铝壳中含浸时间均为10min;当需要将含浸时间改为5min时,只需将传输装置1中载具101的数量调整为10个即可实现,当需要将含浸时间1
‑
10min或其他任意时间时,通过调整传输装置1中缓冲的载具101的数量或传输装置1每次运送的载具101的数量即可,从而实现生产线上对素子102在铝壳中含浸时间可随时进行调整。
26.进一步地,还包括进料装置3和出料装置4,所述进料装置3设于所述传输装置1的进料端且用于将n个载具101送入传输装置1,传输装置1再将n个载具101传输到阻挡组件21处被挡住,与此同时,所述出料装置4设于所述传输装置1的出料端且用于将n个载具101送出传输装置1。
27.请参阅图1至图4,进一步地,所述出料装置4包括出料板41和控制所述出料板41前后移动和上下移动的出料气缸42,以使得出料板41可以左右移动和上下移动,避免往回移动时与载具101发生干涉。
28.请参阅图1至图5,进一步地,进一步地,所述进料装置3连接有进料带5,所述出料装置4连接有出料带6,所述进料带5和所述出料带6之间还连接有与所述送料缓冲装置100的结构一样的回料缓冲机构200。载具101上的素子102再完成后续封装工艺后,回料缓冲机构200将空载具101运回,以此形成循环。
29.进一步地,所述传输装置1为传送皮带,传送皮带可以在载具101被阻挡时避免损伤载具101,在本实施例中,传送皮带有两条,载具101的两端设置于两个传送皮带上。
30.请参阅图1至图6,进一步地,所述阻挡组件21包括挡块211和控制所述挡块211上
下移动的阻挡气缸212,通过阻挡气缸212控制挡块211的上升和下降。在本实施例中,阻挡组件21设于两个所述传送皮带之间,以此避免与传输装置1发生干涉。
31.进一步地,所述挡块211的材料为优力胶,优力胶可以降低载具101与挡块211的撞击力,避免载具101损坏。
32.进一步地,所述定位组件22包括定位杆221和控制所述定位杆221上下移动的定位气缸222,通过定位气缸222控制定位杆221的上升和下降。
33.进一步地,所述定位杆221的顶端设有倒角,载具101的底部设有与所述倒角对应的圆孔,以使得定位杆221可以精准地伸入载具101底部的圆孔中。
34.进一步地,所述控制装置2还包括用于将传输装置1上的所有载具101抬升或放下的升降组件23。在本实施例中,升降组件23设于两个所述传输皮带之间并设于阻挡组件21的后方,且升降组件23开设有避让所述定位组件22的凹槽。整个装置在开始工作时将阻挡组件21升起,定位组件22设定好定位位置并落下待用,传输装置1将多个装载有含浸状态的素子102的载具101送入传输装置1并被阻挡组件21挡住,以使得传输装置1装载有足够数量的载具101,进而使得素子102获得充足的含浸时间,此时升降组件23升起将所有载具101抬起以避免传输装置1对载具101的摩擦力过大造成损坏,当最前面的素子102充分含浸后,整个装置开始往复循环。此时升降组件23下落并将所有载具101下落至传送皮带上,定位组件22升起并阻挡第n+1个载具101及其后方所有载具101的传输,然后阻挡组件21落下,使得最前方的n个载具101被送出并进入封装工序;载具101送出后阻挡组件21升起,定位组件22落下,第n+1个载具101及其后方所有载具101传输至阻挡组件21处并被挡住,同时传输装置1将n个载具101送入传输装置1,并在传输装置1的带动下紧挨其他所有载具101,升降组件23升起将所有载具101抬起以避免传输装置1对载具101的摩擦力过大造成损坏,此时完成完整的一个往复循环。
35.进一步地,所述升降组件23包括升降板231和控制所述升降板231上下移动的升降气缸232,通过升降气缸232控制升降板231的上升和下降。
36.以上实施例仅表达了本实用新型的实施方式,其描述较为具体和详细,但并不能因此而理解为对本实用新型专利范围的限制,但凡采用等同替换或等效变换的形式所获得的技术方案,均应落在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1