一种用于无纺布的收卷装置的制作方法
1.本技术涉及无纺布的技术领域,尤其是涉及一种用于无纺布的收卷装置。
背景技术:
2.无纺布是一种不需要纺纱织布而形成的织物,只是将纺织短纤维或者长丝进行定向或随机排列,形成纤网结构,然后采用机械、热粘或化学等方法加固而成。无纺布成型后需通过收卷装置卷绕成布卷,以便于后续后续储存或加工的进行。
3.相关技术中的收卷装置,如申请号为cn201710592337.x的中国专利申请中公开了一种分切式卷纸的收卷装置及收卷方法,收卷装置包括机架,平行设置于机架上的送纸辊、前支撑辊、后支撑辊和管芯;还包括位于后支撑辊上方且朝向管芯的吹气口,设于前支撑辊上方的插刀气缸以及安装在插刀气缸下方的插刀;分切之后的纸头,经送纸辊之后,从前支撑辊和后支撑辊之间向上绕至后支撑辊上方,在吹气口的作用下,绕过管芯的上方,在插刀向下插的导向作用下,纸头被顶至前支撑辊的上方,在纸张的带动下,被卷入管芯的下方,收卷于管芯的外周。
4.针对上述中的相关技术,申请人认为存在以下缺陷:上述收卷装置通过前支撑辊与后支撑辊驱动管芯转动,以实现收卷作用。该设置使得收卷过程中无需对管芯进行固定夹紧,换卷更为高效方便。然而,采用该收卷装置进行收卷时,由于纸卷或布卷未固定,容易因受力不均而沿其长度方向产生位移,导致纸卷或布卷出现两端端面不齐的现象。
技术实现要素:
5.为了解决相关技术中布卷容易沿其自身长度方向发生位移,产生布卷两端出现端面不齐的现象,本技术提供一种用于无纺布的收卷装置。
6.本技术提供的一种用于无纺布的收卷装置,采用如下的技术方案:
7.一种用于无纺布的收卷装置,包括机架、收卷轴、两个沿机架宽度方向平行设置于机架上的驱动辊和用于驱使驱动辊转动的驱动机构,两个所述驱动辊之间形成有供收卷轴抵接放置的间隙,所述机架两侧均设置有自上而下将收卷轴抵紧于驱动辊的抵紧机构,所述抵紧机构包括固设于机架上的弹性件、设置于弹性件下端的安装板,所述安装板抵紧于收卷轴的外壁上。
8.通过采用上述技术方案,通过弹性件与安装板自上而下将收卷轴抵紧于驱动辊上,以增加布卷与驱动辊之间的摩擦阻力,降低布卷沿其自身长度方向发生滑移的可能,进而减小布卷两端端面不齐现象的产生,提高布卷的质量。同时,在稳定布卷的前提下,利用弹性件的可伸缩性保障布卷的收卷作用,使得安装板与收卷轴能够随布卷直径的增加而上升。
9.优选的,所述机架两侧均设置有竖杆,所述竖杆上开设有沿竖直方向设置的导向槽,所述收卷轴两端设置有滑动连接于导向槽内的导向杆,所述气缸沿竖直方向固定于竖杆上。
10.通过采用上述技术方案,在布卷直径逐渐增大的过程中,通过导向杆与导向槽的配合,促使收卷轴沿竖直开设的导向槽直线滑移,减小布卷所受的偏向力,进一步提高布卷收卷过程中的稳定性,降低布卷出现两端端面不齐现象的概率。
11.优选的,所述导向槽远离收卷轴一侧的侧壁上开设有滑槽,所述滑槽内穿设有安装杆,所述安装杆一端与安装板固定连接,所述安装杆另一端转动连接有抵接于竖杆外壁上的导向轮。
12.通过采用上述技术方案,一方面,竖杆对导向轮具有沿水平方向的限位作用,使得导向轮对弹性件沿竖直方向的移动具有导向作用,从而有利于减少抵紧机构对布卷产生的横向作用力,以保持布卷水平方向上的稳定性;另一方面,该导向轮具有摩擦阻力低的效果,使弹性件与安装板的移动更为顺畅。
13.优选的,所述导向槽的侧壁上开设有便于收卷轴取放的取放槽。
14.通过采用上述技术方案,利用取放槽便于将收卷轴嵌入或脱离于导向槽内,方便换卷。
15.优选的,所述安装板上转动设置有滚轮,所述滚轮抵接于收卷轴外壁上。
16.通过采用上述技术方案,通过设置滚轮,在保障对收卷轴进行抵紧的前提下,能够减少抵紧机构对收卷轴转动产生的摩擦阻力,减少设备的磨损,有利于降低能耗。
17.优选的,所述滚轮通过螺栓结构可拆卸设置于安装板上。
18.通过采用上述技术方案,滚轮与收卷轴长期抵接容易磨损,将滚轮可拆卸设置于安装板上,便于安装和更换滚轮,提高收卷装置的使用性能。
19.优选的,所述螺栓结构包括螺纹连接于安装板上的安装螺栓和用于将螺栓锁紧固定的安装螺母,所述滚轮与安装螺栓转动连接。
20.通过采用上述技术方案,安装螺栓与安装螺母的设置,结构简单,加工方便,在保障滚轮转动的前提下,降低了加工成本。
21.优选的,所述弹性件为弹簧缸,所述弹簧缸包括缸体、滑动连接于缸体内的活塞杆、用于固定连接活塞杆与缸体的弹簧,所述安装板与活塞杆固定连接。
22.通过采用上述技术方案,弹簧缸内部设置有弹簧,利用弹簧的弹性作用,能够实现在收卷过程中保持对布卷的抵紧作用,降低布卷移动的前提下。
23.综上所述,本技术包括以下有益技术效果:
24.本技术中,利用弹性件自上而下将收卷抵紧于驱动辊上,能够实现在收卷过程中保持对布卷的抵紧作用,降低布卷沿轴向发生位移的可能,从而减小了布卷产生端面不齐现象的概率。
25.本技术中,通过导向槽与导向杆的配合,保障收卷轴沿竖直方向的直线滑移,进一步提高了布卷的稳定性,减小了布卷产生端面不齐现象的概率。
26.本技术中,利用滚轮对收卷轴施加向下抵紧的作用力,同时,减少抵紧时对收卷轴产生的摩擦阻力,有利于延长设备的使用寿命。
附图说明
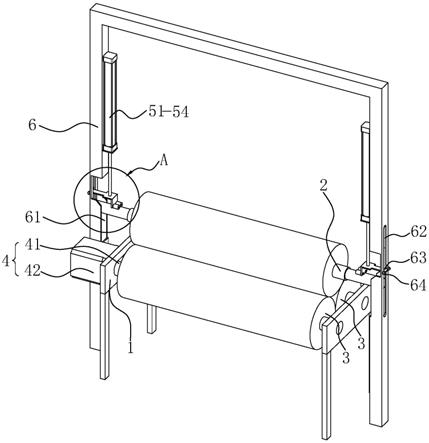
27.图1是本实施例无纺布的收卷装置的整体结构示意图;
28.图2是本实施例中弹簧缸的剖面图;
29.图3是图1中a部分的局部放大示意图;
30.图4是图1本实施例中滚轮与螺栓结构的连接关系示意图。
31.图中,1、机架;2、收卷轴;21、导向杆;3、驱动辊;4、驱动机构;5、抵紧机构;51、弹性件;52、安装板;53、滚轮;54、弹簧缸;55、缸体;56、活塞杆;57、弹簧;6、竖杆;61、导向槽;62、滑槽;63、安装杆;64、导向轮;65、取放槽;66、导向面;7、螺栓结构;71、安装螺栓;72、安装螺母。
具体实施方式
32.以下结合附图对本技术作进一步详细说明。
33.本技术实施例公开一种用于无纺布的收卷装置。参照图1,无纺布的收卷装置包括机架1与收卷轴2,机架1上转动设置有两个沿机架1宽度方。机架1上还设置有用于驱使两个驱动辊3相对机架1周向转动的驱动机构4,驱动机构4为绕设于两个驱动辊上的皮带41和驱动其一驱动辊转动的电机42,两个驱动辊3在两个电机的驱使下同向转动。
34.参照图1,收卷时,电机驱使两个驱动辊3朝向同侧转动,操作人员先将成型的无纺布覆盖于两个驱动辊3之间的间隙上,再将粘附有双面胶的收卷轴2放置于无纺布上,通过双面胶将无纺布的端部固定于收卷轴2上,收卷轴2在驱动辊3的带动下转动,从而实现对无纺布的收卷。
35.参照图1,上述收卷轴2的驱动方式使得收卷轴2更换更为方便,然而收卷轴2各部所受的摩擦阻力不一致,容易导致收卷轴2与布卷沿布卷的长度方向产生位移,导致布卷出现端面不齐的现象。因此,本技术的收卷装置还设置抵紧机构5。抵紧机构5设置有两个,两个抵紧机构5对应收卷轴2的两端分别位于机架1两侧,抵紧机构5用于自上而下将收卷轴2压紧,从而将布卷抵紧于驱动辊3上,使得布卷更为稳定,不易产生沿布卷轴向的位移,降低了布卷出现端面不齐的概率。
36.参照图2、图3,机架1两侧均固定有竖杆6,竖杆6沿竖直方向设置。抵紧机构5包括弹性件51与安装板52,弹性件51沿竖直方向固定于竖杆6上。具体的,弹性件51为弹簧缸54,弹簧缸54包括呈中空设置的缸体55与滑动连接于缸体55内的活塞杆56,缸体55内设置有弹簧57,弹簧57一端与缸体55内底面固定连接,弹簧57另一端与活塞杆56位于缸体55内的一端固定连接。安装板52与活塞杆56远离缸体55的一端固定连接,安装板52上转动转动连接有滚轮53,滚轮53抵接于收卷轴2端部的外壁上。
37.参照图2、图3,初始状态下,收卷轴2上的布卷直径极小,滚轮53在在弹簧57的作用下将收卷轴2向下抵紧,从而将布卷抵紧于驱动辊3上。随着收卷的进行,布卷的直径逐渐增大,收卷轴2的位置随之上升,收卷轴2对弹簧57产生向上的压力,迫使弹簧57收缩,并保持抵紧机构5对收卷轴2的抵接稳定作用。
38.参照图3、图4,滚轮53通过螺栓结构7可拆卸设置于安装板52上,螺栓结构7包括螺纹连接于安装板52上的安装螺栓71、用于将安装螺栓71进一步固定于安装板52上的安装螺母72,滚轮53与安装螺栓71转动连接。
39.参照图3,竖杆6靠近收卷轴2的一侧均开设有导向槽61,导向槽61两端沿竖直方向延伸,收卷轴2的两端均固设有滑动嵌设于导向槽61导向杆21。导向槽61远离收卷轴2一侧的侧壁上开设有滑槽62,该滑槽62为通槽,滑槽62内穿设有安装杆63,安装杆63远离收卷轴
2的一端转动连接有导向轮64,导向轮64抵接于竖杆6的外壁上。
40.参照图1、图3,利用导向槽61与导向杆21的导向作用,能够减小收卷轴2沿竖直方向移动时发生偏移的可能,降低布卷偏移导致布卷端面不齐的可能性。导向轮64能够减小活塞杆56伸缩时所受的偏向力,尽可能减少抵紧机构5对收卷轴2与布卷产生横向作用力的概率,提高抵紧机构5的稳定性。
41.参照图2、图3,竖杆6侧壁上设置有取放槽65,取放槽65与安装槽连通,取放槽65下端开设有便于收卷轴2取放的导向面66。更换收卷轴2时,利用取放槽65与导向面66,便于将收卷轴2嵌入或脱离导向槽61。
42.本技术实施例中一种用于无纺布的收卷装置的实施原理为:
43.1.收卷:通过电机42驱使两个驱动辊3朝向同侧转动,操作人员先将无纺布纺放置于两个驱动辊3之间的间隙上,再将粘附有双面胶的收卷轴2放置于无纺布上,并将滚轮53自上而下的抵接于收卷轴2的外壁上,通过双面胶将无纺布的端部固定于收卷轴2上,收卷轴2在驱动辊3的带动下转动,从而实现对无纺布的收卷。
44.2.换卷:当布卷直径达到预设值时,可通过辅助机械将收卷轴2升起并从取放槽65内取出即可。
45.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1