一种高填充板片码垛自动化系统的制作方法
1.本实用新型涉及高填充板片码垛自动化系统技术领域,具体为一种高填充板片码垛自动化系统。
背景技术:
2.随着石塑高填充产业不断的发展,因石塑高填充的板材节能环保,所以市场上得到大量的应用,高填充板片需求量十分巨大,码垛自动化系统应用了机、电一体化高新技术,可以满足高填充成型板材的生产需要,自动完成各种板材产品的码垛,能够在环境恶劣的场地工作,解决人为码垛各种不稳定因素,码垛高速平稳,垛形紧密整齐,减少人工成本,提高工作效率,从而实现自动化生产。
3.但是现有的高填充成型板材生产普遍采用人工码垛,而当下人力资源十分匮乏,人工成本急剧上升,生产成本因而增加,并且人工码垛易受外界因素干扰,不整齐不美观,运输时占用面积大,产品容易磕碰,造成产品品质的损坏。
技术实现要素:
4.本实用新型的目的在于提供一种高填充板片码垛自动化系统,以解决上述背景技术中提出现有的高填充成型板材生产普遍采用人工码垛,而当下人力资源十分匮乏,人工成本急剧上升,生产成本因而增加;并且人工码垛易受外界因素干扰,不整齐不美观,运输时占用面积大,产品容易磕碰,造成产品品质的损坏的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种高填充板片码垛自动化系统,包括移垛装置,所述机架的左侧设置有移垛装置,且移垛装置伸入机架的内部,所述移垛装置的右侧安装有滑轮组,且移垛装置的左侧设置有蜗轮蜗杆减速机,所述液压升降装置贯穿移垛装置设置,且液压升降装置的上端连接有二号托盘,所述移垛装置的右侧设置有一号托盘,所述机架的右侧设置有漩涡泵,且漩涡泵的右侧安装有阀门,所述阀门的上端安装有气管,所述机架上设置有导滑模组,且导滑模组的外部表面滑动连接有码垛装置,所述码垛装置的下端连接有真空吸盘,且码垛装置的左侧安装有挡料装置,所述机架的右上端设置有跟踪拉切装置,且跟踪拉切装置的右侧设置有牵引装置。
6.优选的,所述一号托盘的下表面与液压升降装置的上表面相贴合。
7.优选的,所述挡料装置的下端为l形结构。
8.优选的,所述真空吸盘均匀分布于导滑模组的下方,且真空吸盘的材质为橡胶。
9.优选的,所述真空吸盘通过气管与漩涡泵贯通连接。
10.优选的,所述牵引装置和跟踪拉切装置之间设置有plc电气控制装置和光电定长控制装置。
11.与现有技术相比,本实用新型的有益效果是:该高填充板片码垛自动化系统能够通过plc电气控制,牵引、定长裁切联合控制,定长采用光电定长控制,实现设备的不间断的输送过程,且在裁切的过程中,通过定长的裁切设定使得片材的长度始终能够保持相对一
致,减少不合格产品的出现,提高合格率:
12.1、通过多组真空吸盘,对板材真空拾取,确保拾取的过程中速度快,并且由于吸盘为橡胶材质,这样的设置能够确保拾取的过程中吸盘不会伤害产品表面,减少在生产过程中出现的产品损伤;
13.2、通过阀门使漩涡气泵吹气和吸气自由切换,吸气时使真空吸盘产生负压拾取板材,吹气时使板材快速脱离,从而达到一机两用目的;
14.3、通过牵引装置和跟踪裁切的设置,由牵引装置牵引板材移动输送,并通过跟踪裁切精准定长裁切,使得整个过程片材不停顿,实现持续不间断输送片材。
15.4、通过蜗轮蜗杆减速机带动滑轮组移动,一个动作行程为1.8m,所需时间为3s,保证移垛顺畅生产不停顿。
16.5、通过液压升降装置的升降行程1100mm,最大升程时间5s,载重量大升降快,并且升降平稳,安装维护方便。
附图说明
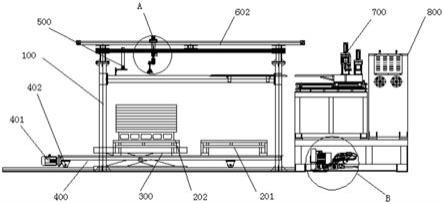
17.图1为本实用新型主视结构示意图;
18.图2为本实用新型图1中a点放大结构示意图;
19.图3为本实用新型图1中b点放大结构示意图;
20.图4为本实用新型液压升降装置局部主视结构示意图。
21.图中:100、机架;101、阀门;102、漩涡泵;201、一号托盘;202、二号托盘;300、液压升降装置;400、移垛装置;401、蜗轮蜗杆减速机;402、滑轮组;500、挡料装置;600、码垛装置;601、真空吸盘;602、导滑模组;700、跟踪拉切装置;800、牵引装置;900、气管。
具体实施方式
22.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
23.请参阅图1
‑
4,本实用新型提供一种技术方案:一种高填充板片码垛自动化系统,包括移垛装置400,机架100的左侧设置有移垛装置400,且移垛装置400伸入机架100的内部,移垛装置400的右侧安装有滑轮组402,且移垛装置400的左侧设置有蜗轮蜗杆减速机401,液压升降装置300贯穿移垛装置400设置,且液压升降装置300的上端连接有二号托盘202,移垛装置400的右侧设置有一号托盘201,机架100的右侧设置有漩涡泵102,且漩涡泵102的右侧安装有阀门101,阀门101的上端安装有气管900,机架100上设置有导滑模组602,且导滑模组602的外部表面滑动连接有码垛装置600,码垛装置600的下端连接有真空吸盘601,且码垛装置600的左侧安装有挡料装置500,机架100的右上端设置有跟踪拉切装置700,且跟踪拉切装置700的右侧设置有牵引装置800。
24.一号托盘201的下表面与液压升降装置300的上表面相贴合,通过液压升降装置300承接真空吸盘601移送的板材,降低板材降落的高度。
25.挡料装置500的下端为l形结构,能够在使用时,确保在一号托盘201的上表面堆积
的板材的左表面位于同一垂直平面上。
26.真空吸盘601均匀分布于导滑模组602的下方,且真空吸盘601的材质为橡胶,能够稳定的吸附板材,且能够避免对板材表面造成伤害。
27.真空吸盘601通过气管900与漩涡泵102贯通连接,实现对一机两用目的。
28.牵引装置800和跟踪拉切装置700之间设置有plc电气控制装置和光电定长控制装置,能够在使用过程中,通过plc电气控制和光电定长控制使得加工过程达到定长且循环不间断的目的。
29.工作原理:首先通过机架100对零件进行组合安装,石塑高填充的板材从牵引装置800进入跟踪拉切装置700,跟踪拉切装置700对板材进行不间断定长裁切,通过牵引装置800牵引板材移动输送,并通过跟踪裁切精准定长裁切,使得整个过程片材不停顿,实现持续不间断输送片材;
30.真空吸盘601通过气管900与漩涡泵102相连接,裁切完成之后送入到码垛装置600,阀门101控制漩涡泵102吹气吸气,使真空吸盘601对板材拾取码垛,通过多组真空吸盘601,对板材真空拾取,确保拾取的过程中速度快,并且由于真空吸盘601为特殊耐磨橡胶,这样的设置能够确保拾取的过程中吸盘不会伤害产品表面,减少在生产过程中出现的产品损伤;
31.挡料装置500和导滑模组602保证垛形整齐叠放在二号托盘202上,液压升降装置300自动调节垛层高度,当垛层达到设定层数后,二号托盘202自动降到移垛装置400上,由蜗轮蜗杆减速机401带动滑轮组402进行移垛,采用蜗轮蜗杆减速机401带动滑轮组402移动,一个动作行程为1.8m,所需时间为3s,保证移垛顺畅生产不停顿;
32.同时待用一号托盘201自动进入码垛位置,液压升降装置300托起待用一号托盘201调节垛层高度进行码垛,移垛装置400复位,从而实现石塑高填充板材自动循环码垛,液压升降装置300的升降行程1100mm,最大升程时间5s,载重量大升降快,并且升降平稳,安装维护方便;
33.采用变频电机和plc电气控制,可实时监测码垛情况,确保自动化生产,保障生产线的平稳运行,本说明书中未作详细描述的内容属于本领域专业技术人员公知的现有技术。
34.需要理解的是,术语“中心”、“纵向”、“横向”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为便于描述本发明和简化描述,而不是指示或暗指所指的装置或元件必须具有特定的方位、为特定的方位构造和操作,因而不能理解为对本实用新型保护内容的限制。
35.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1