卫生用薄页纸收纳容器、卫生用薄页纸收纳容器的取出部件以及卫生用薄页纸收纳容器中的取出部件的制造方法与流程
1.本发明涉及卫生用薄页纸收纳容器、卫生用薄页纸收纳容器的取出部件以及卫生用薄页纸收纳容器中的取出部件的制造方法。
背景技术:
2.以往,公知有收纳用于擦拭房屋的地板、卫生间或人体等的卫生用薄页纸的卫生用薄页纸收纳容器。
3.作为这样的卫生用薄页纸收纳容器,公知有如下结构:在设置于该收纳容器的孔部拆装自如地具备具有取出孔的取出部件,利用该取出孔对设置有穿孔线的卫生用薄页纸施加阻力而将其断开(例如,参照专利文献1)。
4.专利文献1:日本特开2012-192962号公报
5.在这样的卫生用薄页纸收纳容器中,优选具备取出性能优异的取出部件,该取出部件能够施加使卫生用薄页纸适当地在穿孔线处断开的阻力,并且使后续的卫生用薄页纸不落入容器内部,而使其端部从取出孔以适当的长度突出。
6.但是,在进行取出部件的取出性能的调整的情况下,需要变更取出孔的形状,模具的制作等需要时间和成本。通过变更取出部件的材料的硬度也能够进行调整,但仍然需要时间和成本。
技术实现要素:
7.本发明是鉴于上述课题而完成的,其目的在于提供一种容易进行取出部件的取出性能的调整的卫生用薄页纸收纳容器、卫生用薄页纸收纳容器的取出部件以及卫生用薄页纸收纳容器中的取出部件的制造方法。
8.为了解决以上的课题,技术方案1所记载的发明是卫生用薄页纸收纳容器,具备:容器主体,在内部收纳有卫生用薄页纸;盖体,拆装自如地安装于上述容器主体,并在上表面形成有孔部;以及取出部件,拆装自如地安装于上述盖体,形成具备取出孔的取出部,该取出孔在取出被收纳于上述容器主体的内部的上述卫生用薄页纸时施加阻力,上述取出部件含有弹性体和硬度比上述弹性体高的树脂。
9.技术方案2所记载的发明,是在技术方案1所记载的卫生用薄页纸收纳容器的基础上,上述弹性体与上述树脂的混合比率在100∶7.5~100∶10的范围内。
10.技术方案3所记载的发明,是在技术方案1或2所记载的卫生用薄页纸收纳容器的基础上,上述树脂为聚酯。
11.技术方案4所记载的发明,是在技术方案1~3中任一项所记载的卫生用薄页纸收纳容器的基础上,上述取出孔在俯视观察上述取出部时的大致中央由两条直线呈十字状交叉而成的切口部形成,上述切口部具有:四条直线部;第一圆形部,设置于这些直线部的一端交叉的部分;以及第二圆形部,设置于上述直线部的另一端,且直径比上述第一圆形部
小。
12.技术方案5所记载的发明是取出部件,该取出部件形成具备取出孔的取出部,该取出孔在取出被收纳于卫生用薄页纸收纳容器的容器主体的内部的卫生用薄页纸时施加阻力,上述取出部件含有弹性体和硬度比上述弹性体高的树脂。
13.技术方案6所记载的发明是取出部件的制造方法,该取出部件形成具备取出孔的取出部,该取出孔在取出被收纳于卫生用薄页纸收纳容器的容器主体的内部的卫生用薄页纸时施加阻力,上述取出部件的制造方法具有在弹性体中添加颜料的颜料添加工序,上述颜料添加工序通过添加规定量的硬度比上述弹性体高的树脂来调整硬度。
14.根据本发明,能够提供一种容易进行取出部件的取出性能的调整的卫生用薄页纸收纳容器、卫生用薄页纸收纳容器取出部件及其制造方法。
附图说明
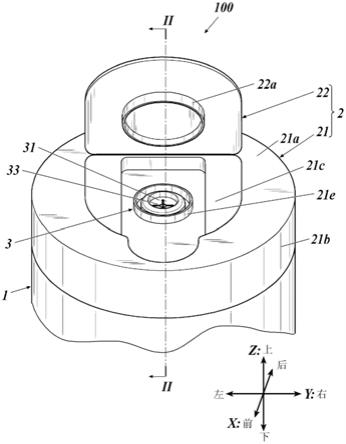
15.图1是实施方式所涉及的卫生用薄页纸收纳容器的立体图。
16.图2是图1的ii-ii部的剖视图。
17.图3是实施方式所涉及的卫生用薄页纸收纳容器的取出部的立体图。
18.图4是取出部的仰视图。
19.图5是图4的v-v部的剖视图。
20.图6是用于对倒角部的形状进行说明的图,是图5的vi-vi部的剖视图。
21.图7是用于对倒角部的形状进行说明的图。
具体实施方式
22.以下,基于图1~图7对作为本发明的实施方式的卫生用薄页纸收纳容器的具体方式详细地进行说明。但是,本发明的技术范围并不限定于图示例。
23.此外,在以下,如图1~图7所示,确定x轴、y轴及z轴以及前后方向、左右方向及上下方向而进行说明。即,在卫生用薄页纸收纳容器100中,将取出卫生用薄页纸的一侧设为上,其相反的一侧设为下,将俯视观察卫生用薄页纸收纳容器100时的近前侧设为前,其相反的一侧设为后,将正面观察容器的前面时的状态下的右手侧设为右,将正面观察容器的前面时的状态下的左手侧设为左,将沿着前后方向的轴设为x轴,将沿着左右方向的轴设为y轴,将沿着上下方向的轴设为z轴。
24.[整体结构]
[0025]
如图1所示,卫生用薄页纸收纳容器100构成为具备:容器主体1,在内部收纳有卫生用薄页纸;盖体2,以覆盖开口部的方式拆装自如地安装于容器主体1;以及取出部3,拆装自如地安装于盖体2。
[0026]
由于盖体2构成为相对于容器主体1拆装自如,因此在从容器主体1取下盖体2的状态下,能够将卫生用薄页纸收纳于容器主体1的内部,或者从内部取出卫生用薄页纸。
[0027]
[卫生用薄页纸]
[0028]
卫生用薄页纸例如是卷绕成卷状的湿片、湿纸巾等卷纸,以呈卷状卷绕于沿着z轴方向(高度方向)的轴心的状态收纳于容器主体1。另外,对于卫生用薄页纸,在长度方向上隔开一定间隔地施加有穿孔线,用户使用沿该穿孔线断开后的片材。
[0029]
此外,在以下,对卫生用薄页纸是从卷的中心侧被拉出的情况进行说明,但并不局限于此,卫生用薄页纸也可以从外侧被拉出。
[0030]
[容器主体]
[0031]
如图1及图2所示,容器主体1是用于收纳卫生用薄页纸的容器,形成为有底圆筒形,在上表面设置有开口部。另外,如图2所示,在侧面的上端部的外面侧沿着周向设置有外螺纹部11。
[0032]
容器主体1例如使用pe(聚乙烯)、pp(聚丙烯)、pet(聚对苯二甲酸乙二醇酯)、abs树脂等,通过注射模塑成型、双色成型、吹塑成型等一体地形成。
[0033]
容器主体1在俯视观察时成为直径优选为60~200mm,更优选为65~110mm的圆形,形成为z轴方向(高度方向)优选为175~200mm,更优选为175~185mm,各面的厚度优选为0.05~10.00mm,更优选为0.10~5.00mm的圆筒形状。
[0034]
[盖体]
[0035]
如图1及图2所示,盖体2由盖体主体21和小盖22构成。
[0036]
(盖体主体)
[0037]
盖体主体21例如使用pe(聚乙烯)、pp(聚丙烯)、pet(聚对苯二甲酸乙二醇酯)、abs树脂等,通过注射模塑成型、双色成型、吹塑成型等一体地形成。另外,成为下表面被敞开的圆筒形状,并具备顶面部21a、侧面部21b、在顶面部21a的俯视内周侧朝向下方形成为凹状的凹部21c、孔部21d、以及在凹部21c内以包围孔部21d的方式呈圆筒形状立设的主体侧壁部21e。
[0038]
盖体主体21在俯视观察时成为直径优选为60~200mm,更优选为65~110mm的圆形,形成为z轴方向(高度方向)优选为15~50mm,更优选为33~45mm,各面的厚度优选为0.05~10.00mm,更优选为0.10~5.00mm的圆筒形状。
[0039]
(顶面部)
[0040]
如图1及图2所示,顶面部21a是形成为圆筒形状的盖体主体21的上表面中的凹部21c以外的外周侧的部分。
[0041]
(侧面部)
[0042]
如图1及图2所示,侧面部21b是形成呈圆筒形状形成的盖体主体21的侧面的部分。
[0043]
在侧面部21b的下端部的内表面侧设置有与容器主体1的外螺纹部11旋合的内螺纹部211。由此,如图2所示,容器主体1与盖体2采用借助外螺纹部11和内螺纹部211的拆装自如的连结构造,从而能够从容器主体1取下盖体2。
[0044]
(凹部)
[0045]
凹部21c形成为俯视观察时的形状与关闭时的小盖22大致一致,能够供小盖22嵌入。另外,凹部21c形成为前端部在俯视观察时比小盖22大,在嵌入有小盖22的状态下也留有些许间隙。由此,能够利用该间隙供手指挂扣于小盖22。
[0046]
(孔部)
[0047]
孔部21d是在盖体主体21的俯视大致中央形成为俯视圆形的与卫生用薄页纸收纳容器100内部连通的孔,在俯视观察时,形成为比取出部3稍小,如后所述,在孔部21d固定有取出部3。
[0048]
(主体侧壁部)
[0049]
主体侧壁部21e以包围孔部21d的周围的方式,在凹部21c内呈圆筒形状朝向上方延伸而形成。主体侧壁部21e形成为外径与形成于小盖22的小盖侧壁部22a的内径相同或稍小。
[0050]
(小盖)
[0051]
小盖22例如使用pe(聚乙烯)、pp(聚丙烯)、pet(聚对苯二甲酸乙二醇酯)、abs树脂等,通过注射模塑成型、双色成型、吹塑成型等一体地形成,并具备关闭时从下表面突出的小盖侧壁部22a。小盖22形成为关闭时的俯视观察时的形状与凹部21c大致一致,在关闭时能够嵌入凹部21c。
[0052]
(小盖侧壁部)
[0053]
小盖侧壁部22a形成为在小盖22关闭时朝向下方延伸的圆筒形状。另外,小盖侧壁部22a形成为内径与主体侧壁部21e的外径相同或稍大。另外,在小盖22关闭时,该小盖侧壁部22a与凹部21c的上表面接触。由此,在小盖22关闭时,小盖侧壁部22a与主体侧壁部21e嵌合,能够保持由小盖侧壁部22a与主体侧壁部21e包围的空间,进而能够保持经由孔部21d与该空间相连的卫生用薄页纸收纳容器100内部的气密性。
[0054]
此外,在本实施方式中,采用通过使主体侧壁部21e与小盖侧壁部22a嵌合,来保持容器主体1内部的气密性的结构,但只要能够保持容器主体1内部的气密性,则也能够采用与上述不同的结构。
[0055]
另外,在收纳的卫生用薄页纸不渗入药液等,不需要防止干燥的情况下,也可以采用不特别具备气密单元的结构。
[0056]
[取出部]
[0057]
如图3及图4所示,取出部3是形成为俯视观察时成为圆形的大致圆柱状的可弹性变形的部件(取出部件)。此外,图4是取出部3的仰视图,表示从下方观察图3的取出部3的形态。
[0058]
具体而言,取出部3具备形成于俯视中央部的具有内部底面3a的凹部31、形成于侧面的收缩部32、形成于凹部31(内部底面3a)的俯视大致中央的取出孔33、以及在下表面3b对取出孔33的周缘部进行倒角而形成的倒角部34。
[0059]
另外,取出部3的比收缩部32靠下的z轴方向的厚度(内部底面3a与下表面3b之间的尺寸)r1(参照图5)形成为1.0mm~5.0mm,优选为1.5mm~3.0mm。
[0060]
(凹部)
[0061]
凹部31形成为在取出部3的上表面留有周缘部,呈俯视下圆形形状朝向下方成为凹状。另外,凹部31形成为其内部底面3a为平面。
[0062]
另外,凹部31形成为其内部底面3a为平面。
[0063]
(收缩部)
[0064]
收缩部32以沿着周向环绕取出部3的侧面的上下方向大致中央部的方式,形成为在俯视观察时以成为取出部3的直径的二十分之一以上且十分之一以下的深度的方式向径向凹陷的槽状。如上述那样,取出部3形成为在俯视观察时比孔部21d稍大,因此通过将孔部21d的缘部嵌入于该收缩部32,从而能够将取出部3固定于盖体主体21。
[0065]
(取出孔)
[0066]
取出孔33是用于将收纳于容器主体1的内部的卫生用薄页纸取出的孔。
[0067]
取出孔33将从下表面3b侧插通的卫生用薄页纸保持为其前端从取出部3的上表面(凹部31的内部底面3a)突出的状态。
[0068]
在卫生用薄页纸的前端处于从取出部3的上表面突出的状态时,作为其突出量,为5mm~39mm,优选为13mm~20mm。通过使突出量为5mm以上,容易被普通用户的手指捏持,从而能够容易地进行取出作业。另外,通过使突出量为39mm以下,在关闭盖体2时卫生用薄页纸的端部不会飞出。
[0069]
另外,取出孔33在俯视观察取出部3时的大致中央由两条直线呈十字状交叉而成的切口部330形成。
[0070]
如图4所示,切口部330例如具有:四条直线部331;第一圆形部332,设置于这些直线部331的一端交叉的部分;以及第二圆形部333,设置于直线部331的另一端,且直径比第一圆形部332小。
[0071]
作为切口部330的全长,形成为5mm~30mm,优选形成为10mm~15mm,例如,设定为普通用户的食指的宽度以上的15mm左右。这样,通过由十字状的切口形成切口部330,能够进一步提高切口部330处的卫生用薄页纸的保持的可靠性。
[0072]
作为第一圆形部332的直径,形成为2.5mm~4.0mm,通过这样设置第一圆形部,能够延长在取出片材后取出部3把持的露出部分。另外,通过设置第二圆形部,能够以较小的力取出片材。
[0073]
此外,在图4中,对呈十字状形成取出孔33的情况进行了图示及说明,但作为取出孔33的形状,并不局限于此,只要能够发挥上述功能则也可以选择任意的形状。即,也可以由三条以上的直线状的切口形成放射状的切口。另外,作为取出孔33,也可以由一条直线状的切口形成,也可以是圆形形状、椭圆形形状、大致星形等形状。
[0074]
(倒角部)
[0075]
如图4及图5所示,倒角部34是通过对由取出部3的下表面3b和取出孔33的孔壁33a形成的角进行倒角而形成的区域。
[0076]
具体而言,倒角部34是通过在取出部3的下表面3b将取出孔33的孔壁33a的边缘部以倾斜的平面进行倒角而成的平面倒角部,由此,取出孔33成为其下端侧的开口面积比上端侧的开口面积大的形状。
[0077]
作为倒角部34的尺寸,如图6所示,优选设定为从取出孔33的孔壁33a起的取出孔33的宽度方向(沿着xy平面的方向)的长度l1在0.5mm~1.0mm的范围内,取出孔33的从下端起的高度方向(沿着z轴方向的方向)的长度l2在0.5mm~1.0mm的范围内。
[0078]
此外,这里,对通过以平面进行倒角而形成倒角部34的情况进行了图示及说明,但作为倒角部34,如图7所示,也可以是通过将由取出部3的下表面3b和取出孔33的孔壁33a形成的角倒角为凸曲面而成的曲面倒角部。
[0079]
形成上述取出部3的取出部件需要能够插入于孔部21d内,并且在使用卫生用薄页纸收纳容器100时,不会从盖体主体21脱落,并且需要能够用手指将卫生用薄页纸压入取出孔33,因此需要使用具有一定弹性的材料来形成。具体而言,优选硬度为50~70。此外,上述硬度能够由jis k6253(a型硬度计)测定。
[0080]
具体而言,例如能够使用苯乙烯-丁二烯系、聚酯系、聚乙烯系、聚氨酯系等弹性体,通过注射模塑成型而形成。
[0081]
另外,在对取出部3着色的情况下,例如将在pe(聚乙烯)等树脂中混入任意颜料而成的物质与弹性体混合(颜料添加工序)。此时,通过变更弹性体与作为树脂的pe的混合比例,能够调整基于取出部3的卫生用薄页纸的取出性能。
[0082]
这里,与弹性体混合的树脂只要是硬度比弹性体高的树脂即可。
[0083]
另外,在取出部3中,作为拉出卫生用薄页纸时所需的力,在使用数字式测力仪(日本依梦达公司制:型号ds2-200n)进行了5次测定,并将其平均值规定为阻力值的情况下,该阻力值的值优选在5n~12n的范围内,更优选在6n~10n的范围内。
[0084]
另外,在拉出被卷绕成一个卷状的卫生用薄页纸(例如,80张片材相连而成的,因此具有79条穿孔线)时,作为穿孔线未被切断而后续的卫生用薄页纸连续出来的次数(连续次数)的允许范围,为10次以内,优选为7次以内。
[0085]
以上,基于实施方式对本发明具体地进行了说明,但本发明不限定于上述实施方式,在不脱离其主旨的范围内能够进行变更。
[0086]
例如,作为收纳于卫生用薄页纸收纳容器100的卫生用薄页纸,不一定局限于卷绕成卷状,例如也可以使用所谓的弹出式的薄片,该片以将片材以交替折叠的状态层叠,在取出一张卫生用薄页纸时下一张卫生用薄页纸也被拉到取出孔33的方式形成。
[0087]
另外,作为卫生用薄页纸收纳容器100的形状,不一定是圆筒形状,例如也可以形成为俯视观察时五边形、六边形等棱柱状。
[0088]
实施例
[0089]
接下来,针对本发明的实施例,对伴随取出部3中的弹性体与pe的混合比率的变化的卫生用薄页纸的取出性能的变化进行评价的结果进行说明。以下,通过实施例对本发明具体地进行说明,但本发明并不限定于此。
[0090]
[样品制作]
[0091]
作为卫生用薄页纸收纳容器100,准备图1所示的形状的具有容器主体1和拆装自如地安装于容器主体1的盖体2的pe制的容器。
[0092]
在该卫生用薄页纸收纳容器100的盖体2安装以下的实施例1-5的取出部3。
[0093]
(实施例1)
[0094]
将混合了苯乙烯系热塑性弹性体和丙烯酸系弹性体而成的弹性体与pe以100∶5的比例混合来制作取出部3。
[0095]
取出部3为图3~图7所示的形状,z轴方向的厚度除了凹部31之外为3.0mm,取出部3的基于由依据jis k 6523的a型硬度计进行的测定的硬度为58.3。
[0096]
另外,取出孔33在俯视观察时为图4所示的十字形状,在俯视观察时,取出孔33的全长为29mm。
[0097]
而且,使倒角部34的长度l1及l2为l1=l2=0.5mm,l1=l2=1.0mm的例子分别为实施例1、实施例2。
[0098]
此外,l1是沿着xy平面的方向的长度,l2是沿着z轴的方向的长度。
[0099]
(实施例2)
[0100]
将混合了苯乙烯系热塑性弹性体和丙烯酸系弹性体而成的弹性体与pe以100∶5的比例混合来制作取出部3。
[0101]
另外,取出部3的基于由依据jis k 6523的a型硬度计进行的测定的硬度为70。
[0102]
其他条件与实施例1相同。
[0103]
(实施例3)
[0104]
将混合了苯乙烯系热塑性弹性体和丙烯酸系弹性体而成的弹性体与pe以100∶5的比例混合来制作取出部3。
[0105]
另外,取出部3的基于由依据jis k 6523的a型硬度计进行的测定的硬度为80。
[0106]
其他条件与实施例1相同。
[0107]
(实施例4)
[0108]
将混合了苯乙烯系热塑性弹性体和丙烯酸系弹性体而成的弹性体与pe以100∶7.5的比例混合来制作取出部3。
[0109]
此时,取出部3的基于由依据jis k 6523的a型硬度计进行的测定的硬度为59.1。
[0110]
其他条件与实施例1相同。
[0111]
(实施例5)
[0112]
将混合了苯乙烯系热塑性弹性体和丙烯酸系弹性体而成的弹性体与pe以100∶10的比例混合来制作取出部3。
[0113]
此时,取出部3的基于由依据jis k 6523的a型硬度计进行的测定的硬度为60.5。
[0114]
其他条件与实施例1相同。
[0115]
使用具备上述实施例1-5的取出部3的样品,进行以下的试验。
[0116]
[试验1.由取出部的硬度的变化引起的性能的变化]
[0117]
在具备各样品的卫生用薄页纸收纳容器100的容器主体1内收纳有卫生用薄页纸,该卫生用薄页纸是卷绕成卷状的湿片,且是在长度方向上隔开一定间隔地施加有79条穿孔线的80张片材相连而成的湿片。
[0118]
接着,对各实施例的取出部3各进行5次如下试验:以卫生用薄页纸的端部从取出孔33突出的方式安装盖体2,将突出的卫生用薄页纸的端部向上方向拉伸,将80张卫生用薄页纸的片材全部取出,如以下那样测定(1)落入次数,(2)连续次数,(3)露出部分平均长度,(4)标准偏差,(5)适当露出部分比例,(6)十字部阻力。
[0119]
(1)落入次数
[0120]
在使用各样品拉出片材后,计算取出部3未充分把持卫生用薄页纸的端部而导致卫生用薄页纸落入容器主体1内的次数的平均值作为落入次数。
[0121]
(2)连续次数
[0122]
在使用各样品拉出片材时,计算穿孔线未被切断而后续的片材连续出来的次数的平均值作为连续次数。
[0123]
(3)露出部分平均长度
[0124]
在使用各样品拉出片材后,计算取出部3把持的卫生用薄页纸的端部的长度的平均值作为露出部分平均长度。
[0125]
(4)标准偏差
[0126]
计算(3)所记载的露出部分平均长度的标准偏差。
[0127]
(5)适当露出部分比例
[0128]
在使用各样品拉出片材后,计算取出部3把持的卫生用薄页纸的端部的长度在作为优选的突出量的5mm~39mm的范围内的比例作为适当露出部分比例。这是因为,若为4mm
以下则用户难以用手指捏持,若为40mm以上则在关闭小盖22时片材会突出。
[0129]
(6)十字部阻力
[0130]
在使用各样品拉出片材时,计算使用数字式测力仪(日本依梦达公司制:型号ds2-200n)测定的拉出片材时所需的力的平均值作为十字部阻力。
[0131]
试验的结果如表1所示。
[0132]
[表1]
[0133][0134]
[评价]
[0135]
对表1的实施例1-3进行比较,可知通过变更硬度,取出部3的取出性能大幅变化。特别是,随着提高硬度,连续次数以及适当露出部分比例改善,露出部分的长度的偏差也变小,但落入次数变差,十字部的阻力值也增加。
[0136]
推测这是因为硬度提高,由此对片材施加的阻力变得过大。
[0137]
[试验2.由取出部的弹性体与pe的混合比率的变化引起的性能的变化]
[0138]
接下来,针对与实施例4、5对应的样品,进行与试验1相同的试验的结果如表2所示。
[0139]
[表2]
[0140][0141]
[评价]
[0142]
对表2的实施例1和4进行比较,可知通过增加取出部3所含的pe的比例,能够使十字部的阻力值几乎没有变化,使连续次数改善。
[0143]
推测这是因为通过增加对片材施加的阻力,从而片材容易断开。
[0144]
另外,对实施例1与实施例4、5进行比较,可知随着增加取出部3所含的pe的比例,使落入次数改善。
[0145]
推测这是因为通过增加对片材施加的阻力,从而片材容易断开。
[0146]
[实施方式的效果]
[0147]
根据本实施方式所涉及的卫生用薄页纸收纳容器100,通过混合弹性体与pe来设置取出部3,通过使两者的混合比率变化,能够对取出部3的硬度进行微调,从而能够调整取出性能。
[0148]
通常,在对弹性体进行着色的情况下,使在pe中混入颜料而成的物质与弹性体混合,因此工序等的追加、材料的变更等不会花费额外的时间、成本,仅通过变更混合比率就能够简单地进行取出部3的取出性能的调整。
[0149]
特别是,通过将弹性体与pe的混合比率从100∶5变更为100∶7.5~100∶10的范围,能够使片材不易落入的程度、不易连续的程度改善。
[0150]
另外,与通过变更作为材料使用的弹性体的种类来变更取出部3的硬度的情况不同,即使将卫生用薄页纸的穿孔线调整为容易断开,也能够抑制取出孔33(相当于实施例中的十字部)的阻力值的变化,从而能够将卫生用薄页纸收纳容器100的拉出容易度保持为大致恒定。
[0151]
工业上的利用可能性
[0152]
本发明能够利用于容易进行取出部件的取出性能的调整的卫生用薄页纸收纳容器、卫生用薄页纸收纳容器的取出部件以及卫生用薄页纸收纳容器中的取出部件的制造方法。
[0153]
附图标记说明
[0154]
100
…
卫生用薄页纸收纳容器;1
…
容器主体;11
…
外螺纹部;2
…
盖体;21
…
盖体主体;21a
…
顶面部;21b
…
侧面部;21c
…
凹部;21d
…
孔部;21e
…
主体侧壁部;211
…
内螺纹部;22
…
小盖;22a
…
小盖侧壁部;3
…
取出部;3a...内部底面;3b
…
下表面;31
…
凹部;32
…
收缩部;33
…
取出孔;33a
…
孔壁;330
…
切口部;331
…
直线部;332
…
第一圆形部;333
…
第二圆形部;34
…
倒角部。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1