一种管件装箱装置的制作方法
1.本发明涉及管件加工设备的技术领域,尤其是涉及一种管件装箱装置。
背景技术:
2.在机械加工管形工件的过程中,其加工过程可能包含有多个加工工艺,为提高管件加工效率,通常把各个加工工艺的设备连接到一起,形成加工流水线,中间管件进给与运输的准确性和可靠性,是影响整个加工流水性加工效率与加工质量的重要因素。在加工完成后或者加工完某一工序后需要将管件整齐的堆放在箱子里。
3.现有授权公告号为cn209988162u的中国专利公开了一种管件装箱装置,其包括箱子、抬升电缸、排放框、第一气缸和推板,其中抬升电缸与箱子相连,抬升电缸驱动箱子变化高度方向的位置;排放框用于排列管件,第一气缸安装于排放框,推板与第一气缸相连,可在第一气缸驱动下,推动排放框内的管件进入箱子。通过设置排列管件的排放框,可以将管件成排推入箱子内,速度快,效率高。
4.上述中的现有技术方案存在以下缺陷:装箱时,若产品滑落时有掉落则不能滑落到箱内,且管件落入箱中易与其他管件撞击产生打痕损伤;箱上下移动时,移动精度低,会出现整列产品未一起装入箱内的情况,因此有待进一步改进。
技术实现要素:
5.本发明的目的是提供一种管件装箱装置,其具有产品无撞击不良、产品装箱时定位精确、保证装箱时无掉落,提升装箱可靠性的效果。
6.本发明的上述技术目的是通过以下技术方案得以实现的:
7.一种管件装箱装置,包括机架、位于机架旁的用于放置管件的产品整列平台,所述机架上从上至下依次设置有用于夹持空箱的空箱整列机构、空箱接驳翻转机构、满箱翻转机构,所述机架旁设置有将管件从产品整列平台抓取至满箱翻转机构的抓取机构;所述满箱翻转机构包括倾斜安装于地面上的液压杆、连接在液压杆驱动端的用于承载箱子的底座以及设置在底座顶面上的挡板,所述底座与液压杆驱动端之间设置有铰接座,所述底座远离液压杆的一端转动连接于机架上;所述满箱翻转机构的下游设置有滚筒排出机构。
8.本发明进一步设置为:所述满箱翻转机构还包括设置于机架上的用于夹紧箱子的第一夹紧组件,所述第一夹紧组件包括固定在机架顶面上的两个第一夹紧气缸以及连接在第一夹紧气缸驱动端的第一夹板,两个所述第一夹紧气缸的驱动端相背离设置。
9.本发明进一步设置为:所述空箱整列机构包括垂直设置于机架顶面上的c型框架、固定于c型框架顶面上的整列气缸以及连接在整列气缸驱动端的用于抵紧箱子外壁的整列板。
10.本发明进一步设置为:所述空箱接驳翻转机构包括固定在c型框架上的升降气缸,所述升降气缸的驱动端连接有升降板,所述升降板的顶面上远离升降气缸的一侧铰接有用于承载箱子的翻板,所述翻板的宽度大于升降板的宽度,所述c型框架相对的两内壁上均设
置有将翻板顶起的顶升组件。
11.本发明进一步设置为:所述顶升组件包括固定于c型框架内壁上的l型固定座以及固定在l型固定座顶面上的用于顶起翻板的滚轮。
12.本发明进一步设置为:所述翻板远离升降气缸的一端伸出升降板设置,所述翻板超出升降板部分的底面上设置有用于夹紧箱子的第二夹紧组件。
13.本发明进一步设置为:所述第二夹紧组件包括固定在翻板底面上的第二夹紧气缸以及连接在第二夹紧气缸驱动端的连接板,所述连接板平行于翻板,所述连接板上垂直设置有两个穿过翻板的挡柱,两个所述挡柱之间的距离小于箱子的宽度。
14.本发明进一步设置为:所述c型框架的内壁上设置有保持升降板始终沿竖直方向移动的导向组件,所述导向组件包括沿c型框架高度方向固定于c型框架内壁上的滑轨,所述升降板与c型框架相对的背面上设置有与滑轨卡嵌配合的滑块。
15.本发明进一步设置为:所述抓取机构包括机械手本体以及连接在机械手本体上的用于插入管件内的内膨胀组件,所述内膨胀组件平行设置有若干。
16.本发明进一步设置为:所述滚筒排出机构包括支架以及沿支架长度方向等距间隔设置的若干滚筒,所述支架的侧面上连接有两个供装满管件的箱子滑动的导轨,所述液压杆位于两个导轨之间。
17.综上所述,本发明的有益技术效果为:
18.1、通过空箱整列机构、空箱接驳翻转机构、满箱翻转机构的设置,翻板接到从空箱整列机构掉落的空箱子后,升降气缸向下复位,带动升降板和翻板一起向下移动,直至升降板下降至两个滚轮之间,翻板的底面与滚轮相接触后,被滚轮向上顶起,翻板绕铰接点旋转从而变成倾斜的状态,箱子沿着倾斜的翻板滑落入底座中,由抓取机构完成装箱,装箱效率高,可靠性高;
19.2、通过第一夹紧组件的设置,两个第一夹紧气缸分别收缩,直至第一夹板35紧紧抵住箱子的外壁,防止箱子的位置偏移,提高装箱的定位精度;
20.3.通过导向组件的设置,使得升降板始终沿着竖直方向移动不发生偏移,提高移动精度。
附图说明
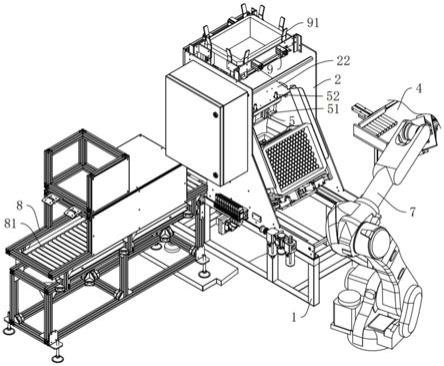
21.图1是本发明实施例的整体结构示意图;
22.图2是用于展示空箱整列机构、空箱接驳翻转机构、满箱翻转机构的结构示意图;
23.图3是用于展示顶升组件与第二夹紧组件的结构示意图;
24.图4是用于展示抓取机构的结构示意图。
25.图中,1、机架;2、c型框架;21、升降板;22、翻板;23、l型固定座;
26.24、滚轮;25、升降气缸;3、液压杆;31、底座;32、挡板;33、铰接座;
27.34、第一夹紧气缸;35、第一夹板;4、产品整列平台;5、第二夹紧气缸;
28.51、连接板;52、挡柱;6、滑轨;61、滑块;7、机械手本体;71、内膨胀组件;8、支架;81、滚筒;82、导轨;9、整列气缸;91、整列板。
具体实施方式
29.下面结合附图对本发明的较佳实施例进行详细阐述,以使本发明的优点和特征能更易于被本领域技术人员理解,从而对本发明的保护范围做出更为清楚明确的界定。
30.参照图1与图3,为本发明公开的一种管件装箱装置,包括机架1、位于机架1旁的用于放置管件的产品整列平台4,生产好的管件有序排列在产品整列平台4上。机架1上从上至下依次设置有用于夹持空箱的空箱整列机构、空箱接驳翻转机构、满箱翻转机构,机架1旁设置有将管件从产品整列平台4抓取至满箱翻转机构的抓取机构。空箱整列机构包括垂直设置于机架1顶面上的c型框架2、固定于c型框架2顶面上的整列气缸9以及连接在整列气缸9驱动端的用于抵紧箱子外壁的整列板91,整列气缸9一共设置有四个,两侧均对称分布有两个整列气缸9。整列气缸9向后退,使得整列板91不再抵紧空箱子,从而空箱子可以顺利向下掉落。
31.参照图2与图3,空箱接驳翻转机构包括固定在c型框架2上的升降气缸25,升降气缸25的驱动端连接有升降板21,升降板21的顶面上远离升降气缸25的一侧铰接有用于承载箱子的翻板22。为了使得升降板21始终沿着竖直方向移动不发生偏移,c型框架2的内壁上设置有保持升降板21始终沿竖直方向移动的导向组件,导向组件包括沿c型框架2高度方向固定于c型框架2内壁上的滑轨6,滑轨6平行设置有两个。升降板21与c型框架2相对的背面上设置有与滑轨6卡嵌配合的滑块61,滑块61也平行设置有两个。启动升降气缸25,升降板21沿着滑轨6滑动,带动翻板22一起上升至空箱整列机构的下方,空箱子从空箱整列机构掉落至翻板22上。
32.参照图2与图3,翻板22远离升降气缸25的一端伸出升降板21设置,为了防止空箱子从翻板22上滑落,翻板22超出升降板21部分的底面上设置有用于夹紧箱子的第二夹紧组件。本实施例中,第二夹紧组件包括固定在翻板22底面上的第二夹紧气缸5以及连接在第二夹紧气缸5驱动端的连接板51,连接板51平行于翻板22,连接板51上垂直设置有两个穿过翻板22的挡柱52,两个挡柱52之间的距离小于箱子的宽度。第二夹紧气缸5收缩,使得挡柱52向上移动,伸出翻板22的距离增大,从而能阻挡住箱子。
33.参照图2与图3,为了将空箱子从翻板22转移至满箱翻转机构,c型框架2相对的两内壁上均设置有将翻板22顶起的顶升组件。本实施例中,顶升组件包括螺钉固定于c型框架2内壁上的l型固定座23以及固定在l型固定座23顶面上的用于顶起翻板22的滚轮24。滚轮24平行设置有两个,升降板21的宽度≤两个滚轮24之间的距离。翻板22的宽度>两个滚轮24之间的距离。翻板22接到从空箱整列机构掉落的空箱子后,升降气缸25向下复位,带动升降板21和翻板22一起向下移动,直至升降板21下降至两个滚轮24之间,翻板22的底面与滚轮24相接触后,被滚轮24向上顶起,翻板22绕铰接点旋转从而变成倾斜的状态,第二夹紧气缸5伸出,使得挡柱52向下移动,不再伸出翻板22,从而无法阻挡住箱子,方便箱子顺利滑落。
34.参照图1与图3,满箱翻转机构包括倾斜安装于地面上的液压杆3、连接在液压杆3驱动端的用于承载箱子的底座31以及设置在底座31顶面上的挡板32,挡板32防止箱子滑出底座31。底座31与液压杆3驱动端之间设置有铰接座33,底座31远离液压杆3的一端通过转轴转动连接于机架1上。箱子沿着倾斜的翻板22滑落,落入底座31中,被挡板32挡住。为了提高箱子在底座31上放置的稳定性,满箱翻转机构还包括设置于机架1上的用于夹紧箱子的
第一夹紧组件。本实施例中,第一夹紧组件包括固定在机架1顶面上的两个第一夹紧气缸34以及连接在第一夹紧气缸34驱动端的第一夹板35,两个第一夹紧气缸34的驱动端相背离设置。两个第一夹紧气缸34分别收缩,直至第一夹板35紧紧抵住箱子的外壁,防止箱子的位置偏移,提高装箱的定位精度。
35.参照图1与图4,抓取机构包括机械手本体7以及连接在机械手本体7上的用于插入管件内的内膨胀组件71,内膨胀组件71平行设置有若干。机械手本体7移动至产品整列平台4处,内膨胀组件71插入管件内,内膨胀组件71膨胀支撑起产品,机械手本体7转动将管件产品移动至底座31上的空箱内,产品到达指定位置的空箱后,内膨胀组件71收缩,产品滑落至箱内,依次重复上述动作,直至装满一箱产品。
36.参照图2与图4,满箱翻转机构的下游设置有滚筒排出机构。滚筒排出机构包括支架8以及沿支架8长度方向等距间隔设置的若干滚筒81,支架8的侧面上连接有两个供装满管件的箱子滑动的导轨82,液压杆3位于两个导轨82之间。一箱产品装满后,液压杆3收缩,使得底座31绕着转轴向下旋转,直到底座31与导轨82相贴合。两个第一夹紧气缸34分别伸出,直至第一夹板35不再紧紧抵住箱子的外壁,满箱产品沿着导轨82滑动至滚筒81上,在滚筒81的前进推动下,排出滚筒线,完成整个装箱排出过程。
37.本实施例的实施原理为:启动升降气缸25,升降板21沿着滑轨6滑动,带动翻板22一起上升至空箱整列机构的下方;整列气缸9向后退,使得整列板91不再抵紧空箱子,从而空箱子可以顺利向下掉落至翻板22上;
38.翻板22接到从空箱整列机构掉落的空箱子后,第二夹紧气缸5收缩,使得挡柱52向上移动,伸出翻板22的距离增大,从而能阻挡住箱子;升降气缸25向下复位,带动升降板21和翻板22一起向下移动,直至升降板21下降至两个滚轮24之间,翻板22的底面与滚轮24相接触后,被滚轮24向上顶起,翻板22绕铰接点旋转从而变成倾斜的状态,第二夹紧气缸5伸出,使得挡柱52向下移动,不再伸出翻板22,从而无法阻挡住箱子,方便箱子顺利滑落;
39.箱子沿着倾斜的翻板22滑落,落入底座31中,被挡板32挡住,两个第一夹紧气缸34分别收缩,直至第一夹板35紧紧抵住箱子的外壁,防止箱子的位置偏移,提高装箱的定位精度;
40.机械手本体7移动至产品整列平台4处,内膨胀组件71插入管件内,内膨胀组件71膨胀支撑起产品,机械手本体7转动将管件产品移动至底座31上的空箱内,产品到达指定位置的空箱后,内膨胀组件71收缩,产品滑落至箱内,依次重复上述动作,直至装满一箱产品;
41.一箱产品装满后,液压杆3收缩,使得底座31绕着转轴向下旋转,直到底座31与导轨82相贴合。两个第一夹紧气缸34分别伸出,直至第一夹板35不再紧紧抵住箱子的外壁,满箱产品沿着导轨82滑动至滚筒81上,在滚筒81的前进推动下,排出滚筒线,完成整个装箱排出过程。
42.产品装箱定位精度高,不易磕碰;产品移动过程中不会掉落;装箱效率高,可靠性高。
43.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1