工件供给排出装置的制作方法
1.本发明涉及一种工件供给排出装置,其能将加工前的工件供给到规定的加工装置,另一方面,能从所述加工装置排出加工后的工件。
背景技术:
2.在用于由工件制作齿轮的齿轮加工装置上附设有工件供给排出装置。例如,日本发明专利授权公报特许第5712961号所公开的工件供给排出装置(在日本发明专利授权公报特许第5712961号中被称为“工件输送装置”)具有被设置于回转装载机的两个以上的把持部。一个把持部把持应该供给到齿轮加工装置的加工台的新的工件,并且另一个把持部释放工件而将其供给到齿轮加工装置的加工台。在对后者的工件实施了规定的加工后,所述另一个把持部再次把持工件。并且,在所述另一个把持部以工件从加工台退避的方式位移后,回转装载机回转。
3.通过该回转,新的工件面向加工台,并且加工完成的工件面向排出位置。以后重复与上述同样的动作,从而连续地执行用于从工件得到齿轮的加工。
技术实现要素:
4.设置有多个把持部的回转装载机是相当重的物体。而且,在各把持部上设置有爪开闭机构,该爪开闭机构用于使一组把持爪彼此接近或分离而开闭两爪。并且,在回转装载机回转时,各把持部把持着工件。因此,回转装载机和与该回转装载机一体回转的物体的总重量显著增大。因此,作为使回转装载机回转的回转用执行机构,必须选择即使负载大也能回转的执行机构。
5.但是,这样的执行机构一般大型且重量重。另外,大型且重量重的回转执行机构存在不容易得到足够的回转速度的问题。即,在现有技术中,难以实现工件供给排出装置的小型化、轻量化,从而难以提高回转速度来缩短从把持未加工的工件到排出加工完成的工件为止的周期时间。并且,在该情况下,成为在回转装载机回转后把持部升降,然后把持爪开闭的工作顺序,但即使像这样依次进行工作,也难以缩短周期时间。
6.本发明的主要目的在于提供一种能实现小型化、轻量化的工件供给排出装置。
7.本发明的另一目的在于提供一种能实现缩短周期时间的工件供给排出装置。
8.根据本发明的一技术方案,提供一种工件供给排出装置,其将加工前的工件供给到加工装置,另一方面,将加工后的工件从所述加工装置排出,所述工件供给排出装置的特征在于,具有工作台、固定部、回转部、多个固定导轨、进退用执行机构、引导部件和工件把持部,其中,所述固定部被设置于所述工作台;所述回转部通过回转用执行机构被施力,从而在所述工作台上回转;所述固定导轨被设置于所述固定部,呈圆弧形状,且彼此分离;
所述进退用执行机构使圆弧形状的可动导轨进入所述固定导轨彼此的分离部位或从其退避;所述引导部件被设置于所述回转部;所述工件把持部具有用于把持所述工件的两个把持部件,所述工件把持部具有滑动体和被卡合部,其中,所述滑动体沿着所述固定导轨或所述可动导轨滑动;所述被卡合部以能位移的方式与所述引导部件卡合,当所述滑动体在所述可动导轨上停止时,所述可动导轨相对于所述分离部位与所述工件把持部一体地位移,从而所述工件把持部通过所述把持部件把持或释放所述工件,另一方面,当所述可动导轨进入所述分离部位时,所述回转部与所述工件把持部一体回转来输送所述工件,当所述工件把持部与所述可动导轨一体地从所述固定导轨退避或进入所述固定导轨时,所述引导部件引导所述被卡合部,并且,当所述工件把持部与所述回转部一体回转时,所述滑动体从所述可动导轨转移到所述固定导轨或相反地从所述固定导轨转移到所述可动导轨。
9.根据本发明,由于回转的部分仅为回转部和工件把持部,因此能实现该回转的部件、机构的总重量的降低。因此,回转用执行机构的负载变小。因此,作为回转用执行机构,可以选择小型且重量小的装置。由于在这样的回转用执行机构中能增大回转速度,因此能实现从开始工件的供给(或把持)到加工后排出为止的周期时间的缩短。
10.通过参照附图对以下实施方式所做的说明,上述的目的、特征及优点应易于被理解。
附图说明
11.图1是附设有本发明的实施方式所涉及的工件供给排出装置的齿轮加工装置的主要部分概略立体图。图2是图1所示的工件供给排出装置的主要部分的纵剖视图。图3是图2中的iii
‑
iii向视剖视图。图4是构成所述工件供给排出装置的把持部的概略整体立体图。图5是图4所示的把持部的概略主视图。图6是图5中的vi
‑
vi向视剖视图。图7是图5中的vii
‑
vii向视剖视图。图8是图5中的viii
‑
viii向视剖视图。图9是把持部的背面主要部分放大图。图10是表示齿轮施力部件(小齿轮驱动销)从图9向构成第2齿轮的小齿轮位移的状态的背面主要部分放大图。图11是表示第1把持爪和第2把持爪从图7所示状态接近的状态的水平剖视图。图12是表示第1把持爪和第2把持爪从图8所示状态接近的状态的水平剖视图。
具体实施方式
12.下面,列举优选的实施方式,并参照附图对本发明所涉及的工件供给排出装置详
细地进行说明。
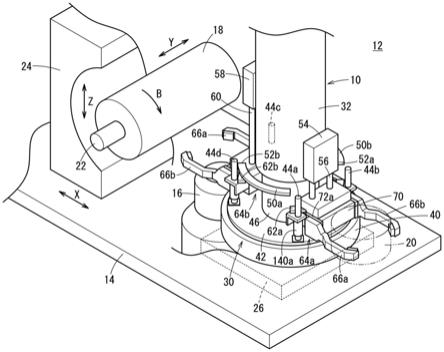
13.图1是附设有本实施方式所涉及的工件供给排出装置10的齿轮加工装置12的主要部分概略立体图。首先,对齿轮加工装置12的主要结构要素进行说明。该齿轮加工装置12具有工作台14、旋转台16和砂轮18。旋转台16被设置为能相对于工作台14旋转,呈圆环形状的斜齿轮20作为工件被支承。
14.砂轮18是用于对被支承于旋转台16的斜齿轮20的倾斜齿(斜齿)进行磨削的磨削工具,以能向箭头b方向旋转的方式被支承于旋转支承轴22。另外,砂轮18能沿箭头y方向移动,并且能与升降盘24一体地沿箭头x方向前进或后退,以及沿箭头z方向上升或下降。由于这种齿轮加工装置12是公知的,因此省略关于其他结构要素的详细说明及图示。
15.接着,对本实施方式所涉及的工件供给排出装置10进行说明。工件供给排出装置10与齿轮加工装置12共用工作台14。在工作台14的上表面,在旋转台16的附近突出形成有中空底座26。即,中空底座26是工作台14的一个部位。工件供给排出装置10被设置于该中空底座26。
16.工件供给排出装置10具有回转部30和固定部32。其中,回转部30在图2所示的回转用马达34(回转用执行机构)的作用下能在中空底座26上回转。具体而言,所述回转用马达34被支承于工作台14,并且构成该回转用马达34的旋转轴36的顶端进入中空底座26的内部。在该旋转轴36上外嵌有驱动齿轮38。一个回转部30包括图2和图3所示的作为内齿部件的从动齿轮40。呈圆环形状的从动齿轮40的齿部作为内齿刻设在其内周壁上。当然,驱动齿轮38和从动齿轮40的齿部彼此啮合,因此,当旋转轴36旋转时,包括从动齿轮40的回转部30随之回转。
17.回转部30还包括在从动齿轮40的上方重叠的圆环状板42。在该圆环状板42上,立起设置有作为引导部件的4根引导用杆44a~44d。引导用杆44a、44b彼此接近而成为一组,同样,引导用杆44c、44d也彼此接近而成为一组。另外,引导用杆44a和引导用杆44c、引导用杆44b和引导用杆44d以大约180
°
彼此分离。下面有时也将分离角度记为"相位差"。例如,在2个部件的分离角度为180
°
的情况下,该2个部件的相位差为180
°
。
18.在中空底座26的内部配设有被支承于该中空底座26的上表面的隔离件(spacer)46。呈大致柱状的固定部32的下端面与隔离件46的上端面连接。固定部32由单一的部件构成,即使在回转部30回转的情况下也不会追随其回转。
19.在固定部32的下端附近定位固定有第1固定导轨50a和第2固定导轨50b。第1固定导轨50a和第2固定导轨50b均形成为不满半圆的圆弧形状。因此,在第1固定导轨50a和第2固定导轨50b之间形成第1分离部位52a和第2分离部位52b。第1分离部位52a形成在与旋转台16的相位差大约为180
°
的位置处,另一方面,第2分离部位52b形成在与旋转台16相向的位置处。
20.在固定部32的与旋转台16的相位差大约为180
°
的部位和相对于该部位相位差大约为180
°
且与旋转台16相向的部位,以将弯曲的侧周壁的一部分切除的方式形成有平坦面。在与旋转台16的相位差大约为180
°
的部位的平坦面上设置有第1进退用气缸54。构成第1进退用气缸54的第1进退用杆56的顶端面向第1分离部位52a。同样,在与旋转台16相向的部位的平坦面上设置有第2进退用气缸58,构成该第2进退用气缸58的第2进退用杆60的顶端面向第2分离部位52b。
21.如图1所示,在第1进退用杆56、第2进退用杆60的下端,在不与后述的凸轮从动件144干涉的部位分别连接有大致圆弧形状的第1可动导轨62a、第2可动导轨62b。在第1进退用杆56和第2进退用杆60向下方伸长(下降)时,第1可动导轨62a从第1分离部位52a退避,并且第2可动导轨62b从第2分离部位52b退避。
22.另一方面,在第1进退用杆56和第2进退用杆60向上方收缩(上升)时,第1可动导轨62a、第2可动导轨62b进入第1分离部位52a、第2分离部位52b。即,第1可动导轨62a、第1固定导轨50a、第2可动导轨62b和第2固定导轨50b呈圆环状相连。如此,第1进退用气缸54和第2进退用气缸58为使第1可动导轨62a、第2可动导轨62b进入第1分离部位52a、第2分离部位52b或从第1分离部位52a、第2分离部位52b退避的进退用执行机构。
23.工件供给排出装置10还具有第1把持部64a、第2把持部64b。该第1把持部64a和第2把持部64b相当于利用第1把持爪66a、第2把持爪66b(均为把持部件)来把持斜齿轮20的工件把持部。在图1中,示出有第1把持部64a面向未图示的供给台或排出台,且第2把持部64b面向旋转台16的情况。接着,对该第1把持部64a、第2把持部64b进行说明。
24.图4是第1把持部64a的概略整体立体图。第1把持部64a具有壳体(casing)70、第1可动板72a及第2可动板72b、第1衬套保持板74a及第2衬套保持板74b,其中,所述第1可动板72a及第2可动板72b以相对于该壳体70接近或分离的方式位移;所述第1衬套保持板74a及第2衬套保持板74b与壳体70连接。第1把持爪66a与第1可动板72a连接,且第2把持爪66b与第2可动板72b连接。下面,在壳体70中,将设置有第1可动板72a和第2可动板72b的一侧的端面称为侧面,将第1把持爪66a、第2把持爪66b延伸的一侧称为正面,将设置有第1衬套保持板74a和第2衬套保持板74b的一侧称为背面。另外,有时也将从第1可动板72a朝向第2可动板72b的方向(或者其相反方向)标记为长度方向。
25.图5是第1把持部64a的概略主视图,图6是图5中的vi
‑
vi向视剖视图。由图6可知,在壳体70内形成有沿长度方向延伸的第1齿条收纳孔76a、第2齿条收纳孔76b、第1弹簧收纳孔78a、第2弹簧收纳孔78b。第1齿条收纳孔76a和第2齿条收纳孔76b在背面侧上下排列,第1弹簧收纳孔78a和第2弹簧收纳孔78b在正面侧上下排列。另外,第1弹簧收纳孔78a和第2弹簧收纳孔78b的内径比第1齿条收纳孔76a和第2齿条收纳孔76b的内径大。
26.第1齿条收纳孔76a和第2齿条收纳孔76b双方均在两侧表面开口。另外,在壳体70上以从背面向正面凹陷的方式形成有小齿轮收纳孔80。小齿轮收纳孔80位于第1齿条收纳孔76a和第2齿条收纳孔76b在长度方向上的大致中间位置,且分别与该第1齿条收纳孔76a和第2齿条收纳孔76b相连。
27.第1齿条齿轮82a、第2齿条齿轮82b(均为第1齿轮)分别收纳于第1齿条收纳孔76a、第2齿条收纳孔76b。如图5所示,第1齿条齿轮82a、第2齿条齿轮82b比壳体70长,因此,各齿条齿轮的长度方向两端从壳体70的两侧表面露出。如作为图5中的vii
‑
vii向视剖视图的图7所示,第1齿条齿轮82a的一端经由连接螺栓84与第2可动板72b连接。另一方面,第1齿条齿轮82a的另一端进入或离开形成于第1可动板72a的插入孔86a。另外,如作为图5中的viii
‑
viii向视剖视图的图8所示,第2齿条齿轮82b的一端也同样经由连接螺栓84与第1可动板72a连接,第2齿条齿轮82b的另一端进入或离开形成于第2可动板72b的插入孔86b。在第1齿条齿轮82a或第2齿条齿轮82b的侧周壁与插入孔86a、86b的内周壁之间形成有游隙。
28.如图5~图7所示,第1齿条齿轮82a的齿部形成于面向第2齿条齿轮82b的一侧,并
露出到小齿轮收纳孔80内。另一方面,第2齿条齿轮82b的齿部形成于面向第1齿条齿轮82a的一侧,并与上述同样地露出到小齿轮收纳孔80内。
29.在小齿轮收纳孔80中收纳有小齿轮(pinion gear)88(第2齿轮)。该小齿轮88的齿部与第1齿条齿轮82a、第2齿条齿轮82b的各齿部啮合。换言之,小齿轮88同时与第1齿条齿轮82a、第2齿条齿轮82b啮合。小齿轮88与第1齿条齿轮82a的啮合位置和小齿轮88与第2齿条齿轮82b的啮合位置的相位差是180
°
。
30.如图6所示,在小齿轮88上设置有作为被推压部件的带轴旋转板90。具体而言,带轴旋转板90的大径轴部92穿过形成于小齿轮88的通孔91。该带轴旋转板90除了具有所述大径轴部92之外,还具有圆板部94和小径轴部96,该小径轴部96从该圆板部94向与大径轴部92相反的方向突出。大径轴部92经由轴承98a被支承于壳体70,且小径轴部96经由轴承98b被支承于封闭罩100,据此,带轴旋转板90和小齿轮88能稳定地旋转。
31.圆板部94的直径比小齿轮88大,并从小齿轮收纳孔80露出。如图9所示,在圆板部94的设置有小径轴部96的面上,卡合销部102与小径轴部96平行地突出。该卡合销部102与长孔形状的贯插孔106卡合,该贯插孔106形成于作为齿轮施力部件的小齿轮驱动销104上。在第1可动导轨62a进入第1分离部位52a,且其高度位置与第1固定导轨50a和第2固定导轨50b的高度位置对齐时,小齿轮驱动销104的下端以从壳体70的下端突出的方式露出(参照图5)。如后所述,在第1把持部64a或第2把持部64b下降时,小齿轮驱动销104受到来自回转部30或圆环状板42的推压,从而相对于壳体70相对上升。此时,小齿轮88旋转。
32.通过上述的小齿轮驱动销104、小齿轮88、第1齿条齿轮82a和第2齿条齿轮82b,第1把持部64a和第2把持部64b进行升降动作的运动被转换为第1把持爪66a和第2把持爪66b进行开闭动作的运动。即,小齿轮驱动销104、小齿轮88、第1齿条齿轮82a和第2齿条齿轮82b构成转换运动方向的凸轮部。
33.如图7所示,第1弹簧收纳孔78a在第1可动板72a侧的侧表面开口,且在第2可动板72b侧的侧表面被封堵。另一方面,如图8所示,第2弹簧收纳孔78b与上述相反地在第2可动板72b侧的侧表面开口,且在第1可动板72a侧的侧表面被封堵。
34.在第1弹簧收纳孔78a中收纳有第1位移杆110a(参照图7)。第1位移杆110a经由安装螺栓112而被安装于第1可动板72a。因此,第1位移杆110a随着第1可动板72a的位移而在第1弹簧收纳孔78a内位移。另外,第1位移杆110a从第1可动板72a朝向第2可动板72b依次具有大径部114、中径部116和小径部118。在小径部118与中径部116的边界设置有呈大致c形状的夹具型的第1止挡件120。该第1止挡件120通过旋合于小径部118的螺母122被推压固定。
35.第1弹簧收纳孔78a的内径在第1可动板72a侧设定得较大,并随着朝向第2可动板72b侧而阶段性地减小。因此,第1弹簧收纳孔78a包括大径孔124、中径孔126和小径孔128。在中径孔126和小径孔128之间,基于两孔126、128的直径差形成环状台阶部130。另外,在大径孔124定位固定有呈大致圆板形状的凸缘型的第2止挡件132。并且,在第1止挡件120和第2止挡件132之间插入有作为弹性部件的第1复位弹簧134a。即,第1复位弹簧134a的第1可动板72a侧的端部落座于第2止挡件132,且第2可动板72b侧的端部落座于第1止挡件120。
36.另一方面,在第2弹簧收纳孔78b中收纳有第2位移杆110b(参照图8)。第2位移杆110b的从壳体70突出的一端经由安装螺栓112而被安装于第2可动板72b。因此,第2位移杆
110b随着第2可动板72b的位移而在第2弹簧收纳孔78b内位移。由此可知,第2弹簧收纳孔78b的内部与第1弹簧收纳孔78a的内部是左右翻转的程度,且结构要素相同。因此,省略详细的说明和图示。此外,在下面除了将第2弹簧收纳孔78b内的弹簧称为第2复位弹簧并将参照附图标记设为134b之外,对与第1弹簧收纳孔78a内的结构要素对应的结构要素标注相同的参照附图标记。当然第2复位弹簧134b是弹性部件。
37.在后述的图11和图12中示出了第1可动板72a(及第1把持爪66a)和第2可动板72b(及第2把持爪66b)彼此接近的关闭状态。在该情况下,第2位移杆110b和第1止挡件120相对地接近第1可动板72a侧,第2复位弹簧134b成为伸长状态。此时,由于第1位移杆110a和第1止挡件120相对地接近第2可动板72b侧,因此第1复位弹簧134a也处于伸长状态。
38.与此相对,在图7和图8中示出了第1可动板72a(及第1把持爪66a)和第2可动板72b(及第2把持爪66b)彼此分离的打开状态。在该情况下,由于第1位移杆110a及第1止挡件120与第2可动板72b相对地分离,因此第1复位弹簧134a处于压缩状态。此时,第2位移杆110b及第1止挡件120与第1可动板72a相对地分离。即,第2复位弹簧134b也处于压缩状态。
39.如图4所示,第1衬套保持板74a、第2衬套保持板74b分别具有宽度窄的连接部位136和从连接部位136扩开的宽度稍宽的衬套支承部138。在衬套支承部138上定位固定有公知的第1滑套140a、第2滑套140b。第1滑套140a以可滑动的方式被引导用杆44a穿过,且第2滑套140b以可滑动的方式被引导用杆44b穿过。即,第1滑套140a和第2滑套140b是以可位移的方式与引导用杆44a、44b卡合的被卡合部。
40.并且,在壳体70的上表面设置有支承盘142。在该支承盘142上以可旋转的方式支承有作为滑动体的两个凸轮从动件(cam follower)144。两个凸轮从动件144以成为与第1可动导轨62a、第2可动导轨62b、第1固定导轨50a和第2固定导轨50b的曲率半径相对应的曲率半径的方式相对于从壳体70的正面朝向背面的进深方向稍微倾斜。第1可动导轨62a、第2可动导轨62b、第1固定导轨50a和第2固定导轨50b穿过壳体70的上表面与凸轮从动件144之间。即,凸轮从动件144沿着第1可动导轨62a、第2可动导轨62b、第1固定导轨50a或第2固定导轨50b滑动。
41.剩余的第2把持部64b与第1把持部64a同样地构成。因此,对与第1把持部64a的结构要素相同的结构要素标注相同的参照附图标记,并省略其详细的说明。此外,第2把持部64b的第1滑套140a以可滑动的方式被引导用杆44c穿过,第2滑套140b以可滑动的方式被引导用杆44d穿过。即,第1滑套140a和第2滑套140b是以可位移的方式与引导用杆44c、44d卡合的被卡合部。
42.本实施方式所涉及的工件供给排出装置10基本上如上述那样构成,接着,关于其作用效果,在与工件供给排出装置10的动作的关系方面进行说明。此外,为了便于说明,例示了通过砂轮18对被支承于旋转台16的斜齿轮20进行齿部的磨削,然后,将所得到的产品齿轮150排出并且将新的斜齿轮20供给到旋转台16的情况。另外,在未图示的控制电路的序列控制作用下进行下面的动作。
43.此时,第1把持部64a面向未图示的所述供给台,且第2把持部64b面向旋转台16。另外,在第1把持部64a和第2把持部64b的任意一个中,第1把持爪66a和第2把持爪66b都是彼此接近的关闭状态。另外,第1可动导轨62a、第1固定导轨50a、第2可动导轨62b和第2固定导轨50b的高度位置一致,这4个导轨50a、50b、62a、62b以描绘圆的方式相连。并且,第1把持部
64a的两个凸轮从动件144位于第1可动导轨62a上,且第2把持部64b的两个凸轮从动件144位于第2可动导轨62b上。因此,第1把持部64a被保持于第1可动导轨62a,第2把持部64b被保持于第2可动导轨62b。
44.在该状态下,第1进退用气缸54被施力。即,第1进退用杆56下降。随着该下降,与第1进退用杆56的顶端连接的第1可动导轨62a一体下降,而从第1分离部位52a退避。即,如图1(和图2中的实线)所示,第1可动导轨62a位于比第1固定导轨50a和第2固定导轨50b低的位置。如上所述,由于在该时间点第1把持部64a被保持于第1可动导轨62a,因此第1把持部64a也与第1可动导轨62a一体下降,而位于比下降前低的位置。此外,图2的实线表示处于最低位置时的第1把持部64a。
45.在第1把持部64a开始下降后到成为最低位置为止的期间,第1滑套140a、第2滑套140b分别被引导到引导用杆44a、44b。因此,能避免第1把持部64a发生位置偏移。
46.随着该下降,从第1把持部64a的壳体70的下端露出的小齿轮驱动销104(参照图9)的下端与圆环状板42抵接。当第1进退用杆56进一步下降时,由于圆环状板42相对于小齿轮驱动销104上升,因此,小齿轮驱动销104受到来自该圆环状板42的推压。其结果,如图10所示,小齿轮驱动销104的大部分被压入到壳体70的内部。换言之,小齿轮驱动销104在下降的壳体70内相对地上升,从而接近小齿轮88。
47.在此,在形成于小齿轮驱动销104的贯插孔106上卡合有卡合销部102,该卡合销部102被设置于带轴旋转板90的圆板部94。因此,随着小齿轮驱动销104以接近小齿轮88的方式位移,带轴旋转板90在壳体70的后视观察时顺时针旋转,在壳体70的正视观察时逆时针旋转。由于小齿轮88的齿部与第1齿条齿轮82a、第2齿条齿轮82b的各齿部啮合,因此第1齿条齿轮82a、第2齿条齿轮82b跟随小齿轮88如上述那样旋转,而使第1齿条齿轮82a以与第1可动板72a分离的方式位移,且使第2齿条齿轮82b以与第2可动板72b分离的方式位移。
48.因此,被保持于第1齿条齿轮82a的第2可动板72b和被保持于第2齿条齿轮82b的第1可动板72a彼此分离。其结果,如图7和图8所示,被保持于第1可动板72a的第1把持爪66a和被保持于第2可动板72b的第2把持爪66b彼此分离,而成为打开状态。在该时间点,如图1所示,斜齿轮20位于第1把持爪66a和第2把持爪66b之间。即,当第1把持部64a位于最低位置时,第1把持爪66a和第2把持爪66b处于工件释放位置。
49.此外,在第1可动板72a以与第2可动板72b分离的方式位移期间,第1齿条齿轮82a的面向第1可动板72a侧的端部从形成于第1可动板72a的插入孔86a脱离(参照图7)。同样,在第2可动板72b以与第1可动板72a分离的方式位移期间,第2齿条齿轮82b的面向第2可动板72b侧的端部从形成于第2可动板72b的插入孔86b脱离(参照图8)。
50.并且,伴随着第1把持爪66a和第2把持爪66b如上述那样成为打开状态(工件释放位置),第1位移杆110a和第1止挡件120向与第2可动板72b分离的方向位移(参照图7),并且第2位移杆110b和第1止挡件120向与第1可动板72a分离的方向位移(参照图8)。通过该位移,与环状台阶部130分离的第1止挡件120接近位置不变的第2止挡件132。因此,被插入于第1止挡件120和第2止挡件132之间的第1复位弹簧134a、第2复位弹簧134b分别被压缩。
51.接着,第1进退用气缸54被施力而使第1进退用杆56上升。通过该上升,第1可动导轨62a和第1把持部64a一体上升。由于在上升时第1滑套140a、第2滑套140b也分别被引导用杆44a、44b引导,因此能避免第1把持部64a发生位置偏移。
52.并且,通过这样使第1把持部64a上升,小齿轮驱动销104受到的来自圆环状板42的反作用力(圆环状板42对小齿轮驱动销104的推压力)逐渐变小。最终,如上所述被压缩的第1复位弹簧134a和第2复位弹簧134b的弹性施力超过来自圆环状板42的反作用力。即,如图11和图12所示,第1复位弹簧134a和第2复位弹簧134b伸长。伴随该伸长,被设置于第1位移杆110a的第1止挡件120被向第2可动板72b侧弹性施力,并且被设置于第2位移杆110b的第1止挡件120被向第1可动板72a侧弹性施力。
53.因此,第1位移杆110a和第1可动板72a以接近第2可动板72b的方式位移,且第2位移杆110b和第2可动板72b以接近第1可动板72a的方式位移。跟随于此,被保持在第1可动板72a上的第1把持爪66a和被保持在第2可动板72b上的第2把持爪66b彼此接近而成为关闭状态。其结果,斜齿轮20被第1把持爪66a和第2把持爪66b把持。即,随着第1把持部64a上升,第1把持爪66a和第2把持爪66b变化到工件把持位置。
54.并且,通过使第1把持爪66a和第2把持爪66b彼此接近,保持第1可动板72a的第2齿条齿轮82b和保持第2可动板72b的第1齿条齿轮82a以彼此接近的方式位移。此时,与第1齿条齿轮82a和第2齿条齿轮82b的各齿部啮合的小齿轮88在壳体70的后视观察时逆时针旋转,在壳体70的正视观察时顺时针旋转。通过该旋转,小齿轮驱动销104在上升的壳体70内相对下降。其结果,该小齿轮驱动销104的下端开始从壳体70逐渐突出。此外,在该期间,第1齿条齿轮82a的面向第1可动板72a侧的端部进入形成于第1可动板72a的插入孔86a。同样,第2齿条齿轮82b的面向第2可动板72b侧的端部进入形成于第2可动板72b的插入孔86b。
55.第1复位弹簧134a和第2复位弹簧134b的伸长因第1止挡件120挡住第1弹簧收纳孔78a、第2弹簧收纳孔78b内的环状台阶部130而停止。此时,第1把持部64a返回到图2中假想线所示的位置。即,第1可动导轨62a进入第1分离部位52a,其高度位置与第1固定导轨50a和第2固定导轨50b的高度位置对齐。此时,由第1把持爪66a和第2把持爪66b把持的斜齿轮20与供给台充分分离。
56.在第2把持部64b中也进行同样的动作。即,与第1进退用气缸54被施力同步,第2进退用气缸58被施力,从而第2进退用杆60下降。据此,第2可动导轨62b和第2把持部64b一体下降,从第2分离部位52b退避,而处于比第1固定导轨50a和第2固定导轨50b低的位置(参照图2中的实线)。
57.并且,小齿轮驱动销104在下降的壳体70内相对地上升,而接近小齿轮88。其结果,产品齿轮150位于处于打开状态的第1把持爪66a和第2把持爪66b之间。当然,被配设在第1可动板72a和第2可动板72b之间的第1复位弹簧134a、第2复位弹簧134b被压缩。
58.然后,第2进退用气缸58被再次施力而使第2进退用杆60上升。随着该上升,第1可动板72a(及第1把持爪66a)和第2可动板72b(及第2把持爪66b)彼此接近,第1把持爪66a和第2把持爪66b成为关闭状态,因此产品齿轮150被第2把持部64b牢固地把持。另外,第1复位弹簧134a、第2复位弹簧134b逐渐伸长,最终恢复到原来的长度。在以上的下降和上升期间,当然第1滑套140a、第2滑套140b被引导用杆44c、44d引导,小齿轮驱动销104在第2把持部64b的壳体70内相对上升和下降
59.第2把持部64b上升到第2可动导轨62b进入第2分离部位52b,且直到其高度位置与第1固定导轨50a和第2固定导轨50b的高度位置对齐的位置为止。此时,由第1把持爪66a和第2把持爪66b把持的产品齿轮150与旋转台16充分分离。
60.接着,回转用马达34(参照图2及图3)被施力。据此,当旋转轴36和驱动齿轮38一体旋转时,从动齿轮40的齿部与驱动齿轮38的齿部啮合的从动齿轮40旋转(回转)约180
°
。跟随该旋转,包括该从动齿轮40、圆环状板42的回转部30回转约180
°
。在此,由于引导用杆44a~44d均被立起设置在圆环状板42上,因此与从动齿轮40一起回转。回转方向例如为顺时针方向。在该回转期间,所述供给台自动地更换为所述排出台。
61.第1把持部64a的第1滑套140a、第2滑套140b分别穿过引导用杆44a、44b。因此,第1把持部64a与引导用杆44a、44b一起回转约180
°
。此时,第1把持部64a的凸轮从动件144在第1可动导轨62a上滑动而转移到第1固定导轨50a上,进而在第1固定导轨50a上滑动而转移到第2可动导轨62b上。通过约180
°
的回转,第1把持部64a和被该第1把持部64a的第1把持爪66a与第2把持爪66b把持的斜齿轮20面向旋转台16。即,随着回转,斜齿轮20被输送到旋转台16侧。
62.另外,第2把持部64b的第1滑套140a、第2滑套140b分别穿过引导用杆44c、44d。因此,第1把持部64a与引导用杆44a、44b一起回转,同时第2把持部64b与引导用杆44c、44d一起回转。此时,第2把持部64b的凸轮从动件144在第2可动导轨62b上滑动而转移到第2固定导轨50b上,进而在第2固定导轨50b上滑动而转移到第1可动导轨62a上。通过约180
°
的回转,第2把持部64b和被该第2把持部64b的第1把持爪66a与第2把持爪66b把持的产品齿轮150面向排出台。即,产品齿轮150伴随回转被从旋转台16输送。
63.后面与上述相同。即,第1进退用气缸54被施力,第1进退用杆56、第1可动导轨62a和第2把持部64b一体地下降,从而第1可动导轨62a从第1离开位置52a退避。伴随该下降或退避,被第2把持部64b的第1把持爪66a和第2把持爪66b把持的产品齿轮150被载置于排出台。
64.与此同时,第2进退用气缸58被施力,第2进退用杆60、第2可动导轨62b和第1把持部64a一体地下降,第2可动导轨62b从第2离开位置52b退避。随着该下降或退避,被第1把持部64a的第1把持爪66a和第2把持爪66b把持的斜齿轮20被支承于旋转台16。并且,通过砂轮18对斜齿轮20实施加工。即,进行砂轮18对倾斜齿的磨削。在加工期间,产品齿轮150被从排出台排出,且排出台自动地更换为供给台。
65.在对支承于旋转台16的斜齿轮20的倾斜齿实施磨削而获得产品齿轮150之后,第1进退用杆56、第1可动导轨62a和第2把持部64b一体地上升而使第1可动导轨62a进入第1分离部位52a,并且新的斜齿轮20被第1把持爪66a和第2把持爪66b把持。
66.与此同步,第2进退用气缸58被施力,第2进退用杆60、第2可动导轨62b和第1把持部64a一体地上升,第2可动导轨62b进入第2分离部位52b,并且产品齿轮150被第1把持爪66a和第2把持爪66b把持。
67.接着,回转用马达34被施力,使回转部30回转约180
°
。此时,第1把持部64a与引导用杆44a、44b一起回转,同时第2把持部64b与引导用杆44c、44d一起回转。第1把持部64a的凸轮从动件144在第2可动导轨62b上滑动而转移到第2固定导轨50b上,进而在第2固定导轨50b上滑动而转移到第1可动导轨62a上。另外,第2把持部64b的凸轮从动件144在第1可动导轨62a上滑动而转移到第1固定导轨50a上,进而在第1固定导轨50a上滑动而转移到第2可动导轨62b上。通过约180
°
的回转,被第1把持部64a的第1把持爪66a和第2把持爪66b把持的产品齿轮150面向排出台,并且被第2把持部64b的第1把持爪66a和第2把持爪66b把持的新的
斜齿轮20面向旋转台16。
68.如此,在本实施方式中,在第1把持部64a和第2把持部64b下降和上升时,通过凸轮部转换其运动方向,而使第1把持爪66a和第2把持爪66b同时开闭。因此,能将用于使第1把持部64a或第2把持部64b上下移动的进退用执行机构兼用作用于使第1把持爪66a和第2把持爪66b开闭的开闭用执行机构。换言之,不需要同时设置进退用执行机构和开闭用执行机构。相应地,能实现工件供给排出装置10的小型化和轻量化。
69.并且,在该情况下,在第1把持部64a和第2把持部64b下降和上升的同时,第1把持爪66a和第2把持爪66b进行开闭。即,能避免在第1把持部64a和第2把持部64b下降和上升后第1把持爪66a和第2把持爪66b开闭等工作依次进行。相应地,能缩短从为了把持斜齿轮20而开始第1把持部64a或第2把持部64b的下降起到将通过下降而得到的产品齿轮150排出到排出台为止的周期时间。
70.另外,根据本实施方式,仅通过使回转部30与第1把持部64a和第2把持部64b一起回转,就能同时进行向旋转台16(加工部)供给斜齿轮20、从旋转台16排出产品齿轮150。因此,能实现应回转的部件、机构的总重量的降低。即,回转用马达34的负载变小。因此,能选择小型且重量小的马达作为回转用马达34。相应地,能增大回转速度而实现周期时间的进一步缩短。
71.本发明并不特别限定于上述实施方式,在不脱离本发明的主旨的范围内能进行各种变更。
72.例如,也可以将分离部位仅设为一个第2分离部位52b,且将工件把持部仅设为一个第1把持部64a。在该情况下,只要用第1把持部64a把持斜齿轮20并将其输送到旋转台16,加工结束后,用第1把持部64a把持产品齿轮150并将其输送到排出台即可。
73.另外,工件不限定于斜齿轮20,加工也不特别限定于齿轮的齿部的磨削。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1