一种汽车前盖板自动下料存储机构的制作方法
1.本发明涉及汽车加工技术领域,具体涉及一种汽车前盖板自动下料存储机构。
背景技术:
2.工装即工艺装备,指制造过程中所用的各种工具的总称,包括刀具/夹具/模具/量具/检具/辅具/钳工工具/工位器具,工装为其通用简称,焊接夹具是为保证焊件尺寸大小,提高装配精度和效率,防止焊接变形所采用的夹具。
3.现有用于汽车配件焊接的夹具通常是为了零配件上的结构专门设计,因此每个零件都需要不同的焊接夹具,夹具之间的通用性不强,且夹持装置的紧固或松开等情况,还需要人工操作,因此自动化程度不高,会减慢焊接速度。
4.我国专利申请号:cn202011268168.2;公开日:2021.03.02公开了一种汽车盖板焊接定位夹持装置,包括焊接台板以及沿所述焊接台板的外缘向内侧开设的若干个滑槽,所述滑槽内安装有用于夹持汽车配件的夹持组件,所述夹持组件可沿所述滑槽活动在所述焊接台板的表面,以使所述夹持组件根据零件的外形调整位置,所述夹持组件包括夹持板座、支撑架、辅助轮架和杠杆架,所述支撑架固定于所述夹持板座的顶部,所述杠杆架通过转轴转动安装在所述支撑架的顶部;通过设置一个边缘周侧等距安装有多个夹持组件的焊接台板,其中焊接台板上对应每个夹持组件均开设有滑槽,夹持组件可以在滑槽上滑动,以调整夹持组件的位置,能够适用形状不同的零件,通用性强。
5.以上发明和现有技术存在以下不足:
6.1.通常通过人工对前盖板进行下料,效率较低,且不利于节约人力成本。
7.2.通常为多个机构独立运作,耗电量较大,且不利于缩减装置的造价,不利于降低成本。
技术实现要素:
8.本发明的目的在于提供一种汽车前盖板自动下料存储机构。
9.为达此目的,本发明采用以下技术方案:
10.提供一种汽车前盖板自动下料存储机构,包括底座和支撑台,还包括控制器、抓取装置和储存装置,所述控制器固定设在支撑台的外壁上,所述抓取装置设在底座的顶部以用来抓取汽车前盖板,抓取装置包括摆动组件和两个电动吸盘,所述摆动组件设在底座的顶部,两个电动吸盘固定设在摆动组件上,所述储存装置设在底座的顶部以用来储存汽车前盖板,储存装置包括滑动架和旋转组件,底座的顶部呈对称设置有两个滑轨,所述滑动架滑动设置在两个滑轨之间,所述旋转组件插设在其中一个滑轨上,摆动组件和每个电动吸盘与控制器均为电性连接。
11.进一步的,所述摆动组件包括伺服电机、连杆、摆杆和旋杆,底座的顶部固定设有安装台,所述伺服电机固定设在安装台的顶部,连杆套设在其输出端上,连杆远离伺服电机的一端铰接设置有滑块,所述滑块与摆杆套设连接,摆杆铰接设置在底座的顶部,旋杆铰接
设置在安装台的顶部,摆杆的顶部固定设有插杆,旋杆上设有可供插杆插接的避让槽,伺服电机与控制器电连接。
12.进一步的,旋杆的顶部固定设有支撑杆,支撑杆远离旋杆的一端固定设有双轴气缸,双轴气缸放到输出端上固定设有推板,推板与两个电动吸盘固定连接,双轴气缸与控制器电连接。
13.进一步的,旋杆的顶部固定设有连接杆,连接杆的外壁上固定设有拉绳,底座的顶部固定设有滑轨,滑轨的内部滑动设置有第一齿条,拉绳远离连接杆的一端与第一齿条固定连接,底座的顶部固定设有立杆,立杆的顶部和底部呈对称设置有两个传动轮,拉绳从两个传动轮之间穿过。
14.进一步的,底座的顶部固定设有限位块,第一齿条远离传动轮的一端与限位块之间固定设有拉簧。
15.进一步的,所述旋转组件包括第一齿轮、第一转轴和调节盘,第一转轴可转动的设置在底座的顶部,第一齿轮套设在第一转轴的一端并与第一齿条啮合连接,调节盘固定设在第一转轴远离第一齿轮的一端,调节盘的外壁上固定设有棘爪,调节盘的外壁上固定设有固定杆,固定杆的外壁上套设有扭簧,扭簧远离固定杆的一端与棘爪的外壁抵触连接。
16.进一步的,两个滑轨之间插设有第二转轴,第二转轴靠近调节盘的一端固定设有棘轮,棘轮和棘爪啮合连接,第二转轴的两端呈对称设置有两个第二齿轮,滑动架的底部两端呈对称设置有两个第二齿条,每个第二齿轮均与一个第二齿条啮合连接。
17.进一步的,所述支撑台的顶部等间距设置有若干个辊筒,每个辊筒均通过铰接轴与支撑台的内壁转动连接,支撑台的外壁上固定设有步进电机,其输出端上套设有主动轮,其中一个靠近步进电机的铰接轴与其输出端固定连接,其中一个远离步进电机的铰接轴上套设从动轮,主动轮和从动轮之间套设有皮带,若干个滚筒的外壁上套设有输送带,步进电机与控制器电连接。
18.进一步的,支撑台的顶部呈对称设置有两个挡板,其中一个挡板的内壁上安装有位置传感器,位置传感器与控制器电连接。
19.进一步的,滑动架的顶部等间距设置有若干个挡杆,每个挡杆的顶部均为楔形结构,没两个挡杆之间设有插槽。
20.本发明的有益效果:
21.1.本发明通过设计抓取装置,即摆动组件和两个电动吸盘,通过控制器启动两个电动吸盘对输送而来的前盖板进行吸附,然后通过摆动组件将其向滑动架上抓取,相较于现有技术,全程自动化,降低了人力成本和工人的劳动量,进而提高了下料的效率。
22.2.本发明通过设计储存装置,滑动架和旋转组件,在摆动组件带动两个电动吸盘向靠近滑动架的一端旋转,即带动前盖板向靠近滑动架的一端抓取时,旋转组件带动滑动架向前盖板靠近,从而缩短下料的整体进程,进而有利于提升前盖板的储存效率。
23.3.本发明通过设连接杆、拉绳、第一齿条、传动轮和拉簧,能够在前盖板向滑动架抓取的同时,同步带动滑动架向靠近前盖板的一端滑动,且在滑动架滑动到位,前盖板正好竖直插入其顶部的插槽内,相较于现有技术,能够使得两个装置同步运作,不仅降低了本机构的耗电量,同时有利于缩减本机构的整体结构,降低造价和下料存储的成本。
24.4.本发明通过设计棘轮和棘爪配合,使得滑动架每次在向前盖板滑动时,滑动距
离是恒定的,因此能够保证前盖板抓取过来后精准插入滑动架的顶部,不会造成插入误差,因而有利于提升下料和储存的效率,同时使得前盖板的放置更加整齐,且不会对前盖板造成损坏,进而有利于提升前盖板的储存质量。
附图说明
25.为了更清楚地说明本发明实施例的技术方案,下面对本发明实施例中的附图作简单地介绍。
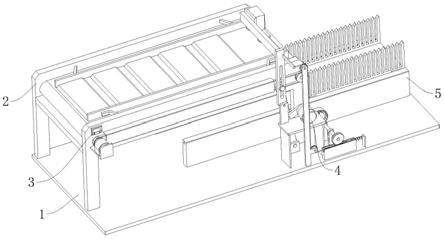
26.图1为本发明的立体结构示意图一;
27.图2为本发明的立体结构示意图二;
28.图3为图2中的a处放大图;
29.图4为图2中的b处放大图;
30.图5为本发明的侧视图;
31.图6为本发明抓取装置和储存装置的立体结构示意图;
32.图7为图6中的c处放大图;
33.图8为本发明支撑台、输送带和若干个辊筒的立体结构示意图;
34.图中:底座1,滑轨10,第一齿条100,传动轮101,拉簧102,第二转轴103,棘轮104,第二齿轮105,第二齿条106,支撑台2,辊筒20,步进电机200,主动轮201,从动轮202,皮带203,输送带204,挡板205,位置传感器206,挡杆207,控制器3,抓取装置4,摆动组件40,伺服电机400,连杆401,摆杆402,旋杆403,插杆404,双轴气缸405,推板406,连接杆407,拉绳408,电动吸盘41,储存装置5,滑动架50,旋转组件51,第一齿轮510,第一转轴511,调节盘512,棘爪513,扭簧514。
具体实施方式
35.下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。
36.其中,附图仅用于示例性说明,表示的仅是示意图,而非实物图,不能理解为对本专利的限制;为了更好地说明本发明的实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸。
37.参照图1至图8所示的一种汽车前盖板自动下料存储机构,包括底座1和支撑台2,还包括控制器3、抓取装置4和储存装置5,所述控制器3固定设在支撑台2的外壁上,所述抓取装置4设在底座1的顶部以用来抓取汽车前盖板,抓取装置4包括摆动组件40和两个电动吸盘41,所述摆动组件40设在底座1的顶部,两个电动吸盘41固定设在摆动组件40上,所述储存装置5设在底座1的顶部以用来储存汽车前盖板,储存装置5包括滑动架50和旋转组件51,底座1的顶部呈对称设置有两个滑轨10,所述滑动架50滑动设置在两个滑轨10之间,所述旋转组件51插设在其中一个滑轨10上,摆动组件40和每个电动吸盘41与控制器3均为电性连接。
38.所述摆动组件40包括伺服电机400、连杆401、摆杆402和旋杆403,底座1的顶部固定设有安装台,所述伺服电机400固定设在安装台的顶部,连杆401套设在其输出端上,连杆401远离伺服电机400的一端铰接设置有滑块,所述滑块与摆杆402套设连接,摆杆402铰接设置在底座1的顶部,旋杆403铰接设置在安装台的顶部,摆杆402的顶部固定设有插杆404,
旋杆403上设有可供插杆404插接的避让槽,伺服电机400与控制器3电连接,当前盖板被吸紧后,通过控制启动后伺服电机400,因而通过其输出端带动连杆401旋转,由于滑块与第一连杆401远离伺服电机400的一端铰接,摆杆402与底座1铰接,从而带动摆杆402旋转,又因为插杆404与摆杆402的顶部固定连接,旋杆403与安装台铰接,插杆404与避让槽插接,从而带动旋杆403向靠近滑动架50的一端旋转。
39.旋杆403的顶部固定设有支撑杆,支撑杆远离旋杆403的一端固定设有双轴气缸405,双轴气缸405放到输出端上固定设有推板406,推板406与两个电动吸盘41固定连接,双轴气缸405与控制器3电连接,当前盖板输送至两个吸盘的下方后,通过控制器3启动双轴气缸405和两个电动吸盘41,由于推板406与两个电动吸盘41固定连接,从而带动推板406下降,进而带动两个电动吸盘41下降对前盖板进行吸附。
40.旋杆403的顶部固定设有连接杆407,连接杆407的外壁上固定设有拉绳408,底座1的顶部固定设有滑轨10,滑轨10的内部滑动设置有第一齿条100,拉绳408远离连接杆407的一端与第一齿条100固定连接,底座1的顶部固定设有立杆,立杆的顶部和底部呈对称设置有两个传动轮101,拉绳408从两个传动轮101之间穿过,在旋杆403带动两个吸盘向靠近滑动架50的一端旋转时,由于连接杆407与拉绳408的一端固定连接,初始状态时,拉簧102为延展状态,拉簧102从延展状态向收缩状态转变,又因为拉绳408的另一端与第一齿条100固定连接,拉绳408出现松弛,从而带动第一齿条100向远离安装台的一端滑动,两个传动轮101起到限位效果,保证拉绳408收放自如。
41.底座1的顶部固定设有限位块,第一齿条100远离传动轮101的一端与限位块之间固定设有拉簧102,在第一齿条100复位时,拉簧102由收紧向延展转变,从而实现拉绳408的自动收卷。
42.所述旋转组件51包括第一齿轮510、第一转轴511和调节盘512,第一转轴511可转动的设置在底座1的顶部,第一齿轮510套设在第一转轴511的一端并与第一齿条100啮合连接,调节盘512固定设在第一转轴511远离第一齿轮510的一端,调节盘512的外壁上固定设有棘爪513,调节盘512的外壁上固定设有固定杆,固定杆的外壁上套设有扭簧514,扭簧514远离固定杆的一端与棘爪513的外壁抵触连接,在第一齿条100向远离安装台的一端滑动时,由于调节盘512与第一转轴511固定连接,第一齿轮510与第一齿条100啮合连接,从而通过第一转轴511带动调节盘512逆时针旋转,由于棘爪513与调节盘512铰接,扭簧514对棘爪513进行抵触,因而带动棘爪513逆时针旋转,扭簧514对棘爪513进行抵触,可保证棘爪513对棘轮104单向抵触,实现棘轮104的逆时针旋转。
43.两个滑轨10之间插设有第二转轴103,第二转轴103靠近调节盘512的一端固定设有棘轮104,棘轮104和棘爪513啮合连接,第二转轴103的两端呈对称设置有两个第二齿轮105,滑动架50的底部两端呈对称设置有两个第二齿条106,每个第二齿轮105均与一个第二齿条106啮合连接,当棘爪513逆时针旋转时,由于棘爪513与棘轮104啮合连接,又因为第二转轴103与棘轮104固定连接,两个第二齿轮105均与第二转轴103套接,加之,滑动架50的底部与两个第二齿条106固定连接,每个第二齿轮105均与一个第二齿条106啮合连接,进而带动滑动架50向靠近前盖板的一端滑动,当前盖板旋转至九十度时,正好插入滑动而来的滑动架50的顶部。
44.所述支撑台2的顶部等间距设置有若干个辊筒20,每个辊筒20均通过铰接轴与支
撑台2的内壁转动连接,支撑台2的外壁上固定设有步进电机200,其输出端上套设有主动轮201,其中一个靠近步进电机200的铰接轴与其输出端固定连接,其中一个远离步进电机200的铰接轴上套设从动轮202,主动轮201和从动轮202之间套设有皮带203,若干个滚筒的外壁上套设有输送带204,步进电机200与控制器3电连接,当进行汽车前盖板的自动下料和存储工作时,加工好的前盖板由机器或者人工放到输送带204的顶部,然后通过控制器3启动步进电机200,因而通过其输出端带动主动轮201旋转,由于其输出端与其中一个靠近步进电机200的铰接轴固定连接,又因为每个辊筒20均通过铰接轴与支撑台2转动连接,从动轮202与其中一个远离步进电机200的铰接轴套接,主动轮201和从动轮202通过皮带203套接,若干个辊筒20通过输送带204套接,进而带动输送带204及其顶部的前盖板向前输送。
45.支撑台2的顶部呈对称设置有两个挡板205,其中一个挡板205的内壁上安装有位置传感器206,位置传感器206与控制器3电连接,当位置传感器206检测到前盖板输送至两个吸盘的下方时,将其信号发送给控制器3,控制器3断电步进电机200,从而停止输送带204继续输送,因而停止该前盖板的继续输送。
46.滑动架50的顶部等间距设置有若干个挡杆207,每个挡杆207的顶部均为楔形结构,没两个挡杆207之间设有插槽,挡杆207用来限位前盖板,楔形结构方便前盖板插入插槽内,进行储存。
47.本发明的工作原理:当进行汽车前盖板的自动下料和存储工作时,加工好的前盖板由机器或者人工放到输送带204的顶部,然后通过控制器3启动步进电机200,因而通过其输出端带动主动轮201旋转,由于其输出端与其中一个靠近步进电机200的铰接轴固定连接,又因为每个辊筒20均通过铰接轴与支撑台2转动连接,从动轮202与其中一个远离步进电机200的铰接轴套接,主动轮201和从动轮202通过皮带203套接,若干个辊筒20通过输送带204套接,进而带动输送带204及其顶部的前盖板向前输送。
48.当位置传感器206检测到前盖板输送至两个吸盘的下方时,将其信号发送给控制器3,控制器3断电步进电机200,从而停止输送带204继续输送,因而停止该前盖板的继续输送。
49.当前盖板输送至两个吸盘的下方后,通过控制器3启动双轴气缸405和两个电动吸盘41,由于推板406与两个电动吸盘41固定连接,从而带动推板406下降,进而带动两个电动吸盘41下降对前盖板进行吸附。
50.当前盖板被吸紧后,通过控制启动后伺服电机400,因而通过其输出端带动连杆401旋转,由于滑块与第一连杆401远离伺服电机400的一端铰接,摆杆402与底座1铰接,从而带动摆杆402旋转,又因为插杆404与摆杆402的顶部固定连接,旋杆403与安装台铰接,插杆404与避让槽插接,从而带动旋杆403向靠近滑动架50的一端旋转。
51.在旋杆403带动两个吸盘向靠近滑动架50的一端旋转时,由于连接杆407与拉绳408的一端固定连接,初始状态时,拉簧102为延展状态,拉簧102从延展状态向收缩状态转变,又因为拉绳408的另一端与第一齿条100固定连接,拉绳408出现松弛,从而带动第一齿条100向远离安装台的一端滑动,两个传动轮101起到限位效果,保证拉绳408收放自如。
52.在第一齿条100向远离安装台的一端滑动时,由于调节盘512与第一转轴511固定连接,第一齿轮510与第一齿条100啮合连接,从而通过第一转轴511带动调节盘512逆时针旋转,由于棘爪513与调节盘512铰接,扭簧514对棘爪513进行抵触,因而带动棘爪513逆时
针旋转,扭簧514对棘爪513进行抵触,可保证棘爪513对棘轮104单向抵触,实现棘轮104的逆时针旋转,在第一齿条100复位时,拉簧102由收紧向延展转变,从而实现拉绳408的自动收卷。
53.当棘爪513逆时针旋转时,由于棘爪513与棘轮104啮合连接,又因为第二转轴103与棘轮104固定连接,两个第二齿轮105均与第二转轴103套接,加之,滑动架50的底部与两个第二齿条106固定连接,每个第二齿轮105均与一个第二齿条106啮合连接,进而带动滑动架50向靠近前盖板的一端滑动,当前盖板旋转至九十度时,正好插入滑动而来的滑动架50的顶部。
54.挡杆207用来限位前盖板,楔形结构方便前盖板插入插槽内,进行储存。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1