用于绳状物的自动连续处理的装置、方法、以及计算机程序与流程
1.本发明大体涉及一种绳状物制品(以下也简称为“绳状物”,并且在本说明书中为还包含平坦的带状物的概念)的制造工序中的绳状物的自动的连续处理。
背景技术:
2.在制造拉链带、拉链、电缆(cable)、钢缆(wire)及其他的绳状物制品时,通常以批次(lot)单位来操作,进行各种处理。
3.提出有各种用于使绳状物的制造高效化的技术。例如专利文献1中公开了一种自动连续连接机,其将带状物以规定的长度自动地切断,并且将该切断端与预先准备的新的带状物的切断端呈对接状地熔接接合,同时从上下对该接合部分进行按压而在该部分形成膜状的薄膜。
4.另外,专利文献2中公开了一种连续拉链链条的制造方法,该拉链链条包括:一对拉链带、以及分别沿着一对拉链带的相向的带侧缘部设置的具有多个拉链链牙的一对拉链链牙列,所述连续拉链链条的制造方法的特征在于,包括:将前面的一对拉链带的后端与后面的一对拉链带的前端连接而形成连接部的带连接工序;分别对前面的一对拉链带赋予标记的打标工序;对被连接而成的一对拉链带进行输送,使连接部的位置沿着拉链带的输送方向位移的连接部位移工序;对标记进行检测的标记检测工序;在被连接而成的一对拉链带安装拉链链牙的链牙安装工序;以及使安装于被连接而成的一对拉链带的拉链链牙啮合的链牙啮合工序。
5.现有技术文献
6.专利文献
7.专利文献1:日本特开平06-146163号公报
8.专利文献2:国际公开wo2015/033471号
技术实现要素:
9.近年来,随着消费者需求的多样化,迫切需要在短时间内并行制造多个种类的小规模的批次。在这样的情况下,为了使制造高效化,需要用单独的设备对不同种类的批次进行处理。但是,由于绳状物制品的特性(粗细、宽度、厚度、柔软性、凹凸形状、材料等)按批次而各有不同,所以跨批次的连续处理并不容易。
10.在上述的专利文献1~2等现有技术中,在批次切换(更换)时产生将制品端部彼此连接的作业。但实际上,在对特性各有不同的多个种类的批次进行操作的情况下,难以自动地进行该作业。因此,存在下述问题:必须通过人力将制品端部连接或者进行批次的替换(卷挂),还必须使设备的运转停止,而且还需要进行作业的人的熟练度。
11.另外,即使在进行相同的处理(例如干燥处理)的情况下,按不同种类的批次,进行该处理所需的时间、条件也不同。因此,即使要连续地对不同种类的批次进行处理,等待先行种类的批次处理结束的时间也会根据该种类而发生变化。于是,例如虽然先行的批次在
干燥处理结束后会从干燥炉中被搬出,但是由于将下一批次搬入该干燥炉的时刻每次都发生变化,所以还存在为了不使干燥炉内保持空置而必须将仿真制品夹在批次间放入干燥炉中的问题。
12.上述的现有技术的问题对制品制造的成品率影响很大,期望得到解决。而且,设备自动地识别多种绳状物的特性在成本方面而言是难题,还存在尚不现实的问题。
13.本发明人想到了能够解决上述问题的本发明。即,本发明能够提供以下的方式。
14.方式1.
15.一种用于连续地对多个绳状物进行处理的装置,所述装置的特征在于,包括:
16.拉出单元,其构成为从多个绳状物中选择任一绳状物,拉出并保持该绳状物的前端;
17.第一输送单元,其构成为接收并保持被所述拉出单元拉出的第一绳状物的前端,将所述第一绳状物搬入到处理单元进行处理;以及
18.第二输送单元,其构成为保持被搬入到所述处理单元的所述第一绳状物的后端,
19.与所述处理单元中的所述第一绳状物的处理结束相应地,以与保持有从所述处理单元被搬出的所述第一绳状物的后端的所述第二输送单元的移动同步的方式,所述第一输送单元接收并保持被所述拉出单元拉出的第二绳状物的前端,以将所述第二绳状物搬入到所述处理单元的方式移动。
20.方式2.
21.在方式1记载的装置中,所述第一输送单元和所述第二输送单元构成为在履带上移动。
22.方式3.
23.在方式1或2记载的装置中,为了将绳状物从所述拉出单元传递给所述第一输送单元及所述第二输送单元,还包括用于对绳状物的前端进行引导的引导单元。
24.方式4.
25.在方式3记载的装置中,所述引导单元包括对绳状物的前端进行检测的机构、保持绳状物的前端的机构、以及使绳状物的前端移动的机构中的一种以上的机构。
26.方式5.
27.在方式1或2记载的装置中,所述拉出单元还包括分别收容所述多个绳状物的单元。
28.方式6.
29.在方式1或2记载的装置中,所述处理单元进行的处理包含选自绳状物的干燥、表面加工、保养、染色、以及清洗中的一种以上的处理。
30.方式7.
31.在方式1或2记载的装置中,所述处理单元包括用于使绳状物弯曲行进的机构、以及使弯曲行进的绳状物恢复平坦的机构中的一种以上的机构。
32.方式8.
33.一种用于连续地对多个绳状物进行处理的方法,所述方法的特征在于,包括:
34.从多个绳状物中选择任一绳状物,拉出并保持该绳状物的前端的步骤;
35.接收并保持被拉出的第一绳状物的前端,将所述第一绳状物搬入到处理单元进行
处理的步骤;
36.保持被所述处理单元处理的所述第一绳状物的后端,将所述第一绳状物从所述处理单元搬出的步骤;
37.接收并保持被拉出的第二绳状物的前端的步骤;以及
38.与所述处理单元中的所述第一绳状物的处理结束相应地,以与从所述处理单元被搬出的所述第一绳状物的后端的移动同步的方式将所述第二绳状物搬入到所述处理单元,由此使第二绳状物移动的步骤。
39.方式9.
40.一种计算机程序,包含构成为在通过计算机执行时实施方式8记载的方法的命令。
41.发明效果
42.根据本发明的实施方式,能够得到下述效果:能够低成本并且迅速地对不同种类的绳状物批次连续地进行自动处理,从而能够实现优异的生产率。
附图说明
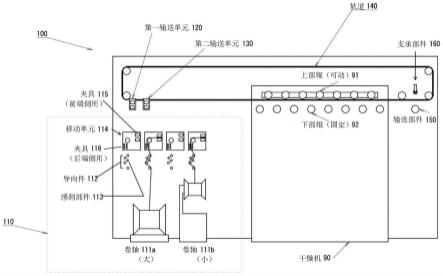
43.图1是表示本发明的第一实施方式涉及的装置的结构的概要图。
44.图2是对在本发明的第一实施方式涉及的装置中有选择地拉出第一绳状物的工序进行说明的图。
45.图3是对在本发明的第一实施方式涉及的装置中将第一绳状物搬入到处理单元内的工序进行说明的图。
46.图4是对在本发明的第一实施方式涉及的装置中保持第一绳状物的前端使其在处理单元内弯曲行进的工序进行说明的图。
47.图5是对在本发明的第一实施方式涉及的装置中保持第一绳状物的后端的工序进行说明的图。
48.图6对在本发明的第一实施方式涉及的装置中与第一绳状物的处理同步地有选择地拉出第二绳状物的工序进行说明的图。
49.图7是对在本发明的第一实施方式涉及的装置中与从处理单元搬出第一绳状物同步地将第二绳状物搬入到处理单元的工序进行说明的图。
50.图8是表示本发明的第二实施方式涉及的装置的结构的概要图。
51.图9是对在本发明的第二实施方式涉及的装置中有选择地拉出第一绳状物的工序进行说明的图。
52.图10是对在本发明的第二实施方式涉及的装置中通过引导单元来引导第一绳状物的工序进行说明的图。
53.图11是对在本发明的第二实施方式涉及的装置中将第一绳状物搬入到处理单元内的工序进行说明的图。
54.图12是对在本发明的第二实施方式涉及的装置中保持第一绳状物的前端使其在处理单元内弯曲行进的工序进行说明的图。
55.图13是表示本发明的第三实施方式涉及的装置的结构的概要图。
56.附图标记说明
57.90 干燥机
58.91 上部辊
59.92 下部辊
60.95 清洗机或表面处理机
61.100 装置
62.110 拉出单元
63.111a 卷轴
64.111b 卷轴
65.112 导向件
66.113 感测部件
67.114 移动单元
68.114' 移动单元
69.115 夹具
70.116 夹具
71.120 第一输送单元
72.130 第二输送单元
73.140 轨道
74.150 输送部件
75.160 支承部件
76.200 装置
77.210 拉出单元
78.211a 卷轴
79.211b 卷轴
80.212 导向件
81.213 感测部件
82.214 移动单元
83.214' 移动单元
84.215 夹具
85.216 夹具
86.220 第一输送单元
87.230 第二输送单元
88.240 轨道
89.250 输送部件
90.260 支承部件
91.270 引导单元
92.272 夹具
93.274 轨道
94.300 装置
95.310 拉出单元
96.311a 卷轴
97.311b 卷轴
98.312 导向件
99.313 感测部件
100.314 移动单元
101.315 夹具
102.316 夹具
103.320 第一输送单元
104.330 第二输送单元
105.340 轨道
106.350 输送部件
107.360 支承部件
108.370 引导单元
109.372 夹具
110.374 轨道
具体实施方式
111.以下,基于各种实施方式对本发明进行说明。实施方式涉及的图中的上下左右等方向、构成部件的个数仅是例示,需要注意的是,只要不损害本发明的效果,就能够任意变更方向或个数。另外,在以下的说明中,为了便于说明,将绳状物的端部中的行进方向侧的端部称为“前端”,将其相反侧的端部称为“后端”。
112.图1~7概略地示出本发明的第一实施方式涉及的装置100的结构和动作。此外,在该例中,使装置100构成为与干燥机90连接,但这仅是作为一例示出,需要注意的是,装置100也可以将装置100与进行其他处理(绳状物的干燥、表面加工、保养、染色、清洗等)的设备连接。另外,其他实施方式涉及的装置也可以包含干燥机等处理单元作为其中一部分。
113.首先,参照图1。装置100构成为能够连续地对任意的多个种类的绳状物进行自动处理(分批处理)。装置100主要包括拉出单元110、第一输送单元120和第二输送单元130。
114.拉出单元110是用于有选择地拉出绳状物的前端的机构,在该实施方式中是各种构成部件的集合体(在图1中由虚线总括表示)。在其他实施方式中,拉出单元也可以是一体式装置。
115.图1的拉出单元110包括:多个卷轴111a、111b,其能够分别将绳状物以卷绕的方式收容(保存);导向件112及感测部件113,其用于对绳状物从该卷轴的拉出进行检测、控制;以及移动单元114,其能够以保持被拉出的绳状物的前端(例如沿着铅垂方向)的方式移动。作为这样的感测部件,只要是能够检测绳状物(的前端)的存在和移动的机构即可,能够使用任意感测部件,例如能够使用光电传感器、红外线传感器、ccd摄像头、cmos摄像头、可见光摄像头、紫外线摄像头、立体摄像头等。另外,在其他实施方式中,在收容绳状物时,也能够使用卷轴以外的机构,例如也能够将绳状物以非卷绕的方式保存。
116.该实施方式涉及的移动单元114包括:夹具(握持件)115,其能够握持绳状物的前端;以及夹具116,其能够握持绳状物的后端。例如夹具115能够握持从卷轴111a被拉出并被导向件112引导的绳状物的前端。另外,夹具116如后述的那样能够握持被向干燥机90输送
的绳状物的后端。在其他实施方式中,移动单元也可以构成为仅具有单独的夹具,根据状况握持绳状物的前端或后端。进而,在其他实施方式中,也能够构成为用任意的其他部件保持绳状物的端部来替代用夹具握持绳状物的端部。只要不损害本发明的效果即可,例如也可以用(用于包含磁性体的钢丝绳等的)电磁铁来保持、用粘接性的部件来保持、或者用粘扣带来保持等。
117.另外,在该实施方式中,设置有多台分别与多个卷轴对应的移动单元(在图1的情况下为四台),能够搭载多个卷轴。在图1中,卷轴111a是大型(能够对量较大的绳状物进行收容)的,卷轴111b是小型(对量较少的绳状物进行收容)的,移动单元114中的两台与各卷轴相对应。当然,还能够再搭载多个卷轴。在其他实施方式中,也可以是,具有更少台数的移动单元(例如一台),该移动单元还能够沿着水平方向移动,与多个卷轴相对应。
118.以下,一边强调图1的构成要素中与各工序相关的部位,一边对装置100的动作进行说明。需要注意的是,对于与要说明的工序不直接相关的部位,省略了该图中附图标记的标注。另外,还需要注意的是,虽然省略了图示,但是以下要说明的工序由控制单元(计算机硬件、微控制器、软件等)自动地进行。另外,各构成要素的物理性移动显然能够由省略了图示的公知的驱动单元(电动机、转矩附加装置等)进行。
119.参照图2,像这样从多个卷轴中选择一个卷轴111a,移动单元114保持卷轴111a所具有的绳状物的前端。通过移动单元114进行移动(图2中上升),能够将其保持的绳状物的前端向位于轨道140上的第一输送单元120传递。被传递有绳状物的前端的第一输送单元120在轨道140上移动,能够向干燥机90(在图2中省略)中搬入该绳状物。另外,在该图中简单地进行了图示,设置有输送部件150(送料辊或输送带等)以使第一输送单元120及第二输送单元130易于输送绳状物。另外,第一输送单元120及第二输送单元130可以与移动单元114同样地具有能够保持绳状物的机构(夹具等)。
120.在该实施方式中,第一输送单元120和第二输送单元130均构成为能够在作为履带的轨道140上回转移动。在图2的情况下,第一输送单元120和第二输送单元130构成为在轨道140上逆时针地回转,落后并跟随的一方的第一输送单元120先保持绳状物的前端。第一输送单元120和第二输送单元130的配置仅是一例,在其他例子中第一输送单元120也可以先行。另外,在其他实施方式中,轨道140可以是履带以外的机构。作为一例,也可以是,第一输送单元120和第二输送单元130能够分别在并行的多个直线轨道上曲折移动。
121.接着,参照图3,由第一输送单元120经由输送部件150被搬入干燥机90内的绳状物通过由支承部件160保持而使该绳状物的输送停止,成为被夹置在上部辊91与下部辊92之间的状态。然后,第一输送单元120松开对该绳状物的保持,进而与第二输送单元130一起继续移动。换言之,也可以认为绳状物的前端从第一输送单元120被传递给支承部件160。以下,为了易于区分,将此前说明的绳状物称为“第一绳状物”。
122.在图4中,在干燥机90内对第一绳状物进行干燥处理。即,相对于被支承单元160保持前端的第一绳状物,作为可动式的上部辊91以通过作为固定式的下部辊92的方式下降。通过这样的方式,使第一绳状物以在干燥机90内弯曲行进的方式配置,从而高效地对较长的部分进行干燥处理。然后,在轨道140上回转的第二输送单元130来到能够保持第一绳状物的后端的位置。此外,另一方面,还能够进行从卷轴111b拉出第二绳状物的前端的移动单元114'的准备(详细情况后述)。此外,在其他实施方式中,也可以任意地变更上部辊91和下
部辊92移动的方式,也可以仅使下部辊92为可动式,或者也可以使上部辊91和下部辊92均为可动式。
123.然后,在图4至图5中,利用导向件112及感测部件113对第一绳状物的后端已通过导向件112、即第一绳状物从卷轴111a被完全去除进行检测。伴随该检测,在轨道140上进行回转的第二输送单元130保持第一绳状物的后端。这样,能够由支承单元160和第二输送单元130将第一绳状物固定。
124.进而,在图6中,从卷轴111b将第二绳状物的前端拉出的移动单元114'以与上述同步的方式进行上升移动,将第二绳状物的前端传递给第一输送单元120。此外,在该实施方式中,移动单元114'和移动单元114是分开描述的,但是在其他实施方式中也可以是同一单元。
125.另外,在其他实施方式中,也可以替换图4~图6的工序的一部分。例如,也可以是,如图5所示那样由支承单元160和第二输送单元130将第一绳状物固定之后,随着上部辊91下降使第一绳状物弯曲行进,保持其后端的第二输送单元130进一步通过移动而成为图4的状态。
126.图7中描绘了如下状况:第一绳状物在干燥机90内的处理结束,上部辊91返回原来的位置使第一绳状物恢复平坦,使由支承部件160进行的固定解除,第一绳状物经由输送部件150从干燥机90被搬出。以与该被搬出的第一绳状物的后端的移动同步的方式,第二绳状物的前端被第一输送单元120输送,搬入到干燥机90内。以下,也能够同样地对第三、第四、
…
的绳状物进行连续处理。通过采用这样的方式,能够得到下述效果:无需像现有技术那样通过人力将绳状物彼此的端部连接或者进行卷挂,而且能够不使设备的运转停止地连续地进行多个批次的处理。而且,在进行如上述那样的同步的工序时,只要检测到干燥机90的处理结束即可,因此还具有不需要复杂的结构的优点。
127.在其他实施方式中,轨道140也可以是履带以外的机构,例如也可以是,第一输送单元120和第二输送单元130能够分别在并排的多个直线轨道上往复移动。应该能够理解的是,在这样的情况下,也能够通过采用适当的结构来进行如上述那样的绳状物的前端、后端的交付,从而得到本发明的效果。
128.图8~12中概略地示出本发明的第二实施方式涉及的装置200的结构和动作。装置200也作为与干燥机90连接的例子而示出,但是与装置100同样地不限定于该用途。
129.图8示出的装置200与装置100同样地包括:拉出单元210、第一输送单元220和第二输送单元230,这些构成要素具有与图1的构成要素同样的功能。关于其详细情况,因能够适用上述的说明而省略。
130.进而,装置200具有引导单元270。引导单元270构成为能够对将绳状物从拉出单元210向第一输送单元220及第二输送单元230的传递进行引导。引导单元270包括:夹具272,其能够保持绳状物的前端或后端;以及轨道274,其用于使引导单元270在其上移动。在该图的例子中,轨道274被描述为直线轨道,但也可以是其以外的机构、例如履带。引导单元270也可以具有与上述的感测部件同样的、能够对绳状物的前端进行检测的机构。在其他实施方式中,也可以构成为通过第一输送单元220使绳状物的前端以正好能够由引导单元270保持的方式进行移动。
131.参照图9,选择卷轴211a作为最初的拉出对象,移动单元214保持卷轴211a具有的
第一绳状物的前端。移动单元214上升,将其保持的绳状物的前端传递给位于轨道274上的引导单元270(具有的夹具272)。被传递有第一绳状物的前端的引导单元270在轨道274上移动,去往轨道240上的第一输送单元220。
132.在图10中,将第一绳状物的前端从引导单元270传递给第一输送单元220。这样,通过采用经由引导单元270的结构,能得到能够精度良好地引导绳状物的移动的效果。
133.然后,在图11中,与图3同样地,通过第一输送单元220经由输送部件250将第一绳状物搬入干燥机90内。支承部件260保持第一绳状物的前端而使输送停止,将第一绳状物置于夹在上部辊91与下部辊92之间的状态。第一输送单元220解除对第一绳状物的保持,与第二输送单元230一起在轨道240上移动。
134.在图12中,与图4同样地,为了在干燥机90内对第一绳状物进行干燥处理,由支承单元260固定第一绳状物的前端,通过上部辊91和下部辊92使其弯曲行进。以下,与装置100同样地,移动单元214'将第二绳状物的前端从卷轴211b拉出,以与从干燥机90被搬出的第一绳状物的后端的移动同步的方式,能够通过第一输送单元220将第二绳状物的前端搬入到干燥机90内。这样,在第二实施方式中,也起到能够连续地进行多个批次的处理的效果。
135.图13中示出本发明的第三实施方式涉及的装置300的结构。装置300构成为与清洗机或表面处理机95连接。装置300与装置200同样包括:拉出单元310、第一输送单元320及第二输送单元330、以及引导单元370,其详细情况可以与装置200的这些单元相同。
136.在清洗机或表面处理机95中能够收容清洗液或表面处理液,能够通过上部辊92和下部辊93进行将绳状物浸渍在该液中的处理。这样,本发明的用途不限于干燥机,能够自动并且连续地进行多个批次的处理。
137.以上说明的本发明涉及的装置及方法的方式,能够在任意的计算机系统(包括处理器、内存、存储器)的控制下实施。在有的实施方式中能够提供计算机程序,其包含构成为在通过计算机来执行时实施本发明涉及的方法的命令。
138.本发明的实施方式能够适用于拉链带、拉链、电线、钢丝绳等各种类的绳状物。因此,本发明的实施方式也能够针对多种类、小批次的并行生产这样较难的要求提供高效的解决对策。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1