绝热容器和形成绝热容器的方法与流程
绝热容器和形成绝热容器的方法
1.本技术是国际申请号为pct/us2017/022315、国际申请日为2017年03月14日、中国国家申请号为201780029765.x、进入国家阶段日期为2018年11月14日、发明名称为“容器和形成容器的方法”的发明专利申请的分案申请。
2.相关申请的交叉引用
3.本技术要求2016年3月14日提交的美国临时专利申请第62/308,046号的权益和优先权。出于任何和所有非限制性目的,其内容的全文以引用的方式明确地并入本文中。
技术领域
4.本文中的本公开大致涉及容器,且更具体地说,涉及用于可饮用饮品或食品的饮具容器。
背景技术:
5.容器可被配置成存储大量液体。容器可填充有热的或冷的可饮用液体,例如水、咖啡、茶、软饮料或例如啤酒的酒精饮品。这些容器可由双壁真空成形构造形成以提供绝热性质,从而有助于在容器内维持液体的温度。
技术实现要素:
6.提供此发明内容来以简化形式介绍下文在具体实施方式中进一步所描述的很多概念。发明内容并不意图识别所要求的主题的关键特征或基本特征,也并不意图用于限制所要求的主题的范围。
7.在某些实例中,绝热容器可被配置成保持大量液体。绝热容器可包含:具有第一端部的第一内壁,第一端部具有延伸到内部储存器中以用于接纳液体的开口;以及形成容器的外壳层的第二外壁和底部部分。底部部分形成被配置成将容器支撑在表面上的第二端部。
8.底部部分还可包含微凹。微凹可包含圆形底座和会聚到延伸到第二外壁中的开口的内部部分。开口可由树脂密封。在一个实例中,微凹的圆形底座可被由与容器相同的材料形成的圆盘覆盖。替代地,在另一实例中,罩盖可覆盖微凹,且熔接件可将罩盖连接到第二外壁。容器还可包含密封真空腔,其在第一内壁与第二外壁之间形成绝热双壁结构。
9.根据本发明的一个方面,提供一种绝热容器,包括:具有第一端部的内壁,所述第一端部具有延伸到内部储存器中以用于接纳液体的开口;形成所述绝热容器外壳层的外壁,所述外壁具有被配置成将所述绝热容器支撑在表面上的第一端部、竖直壁区段和底部部分;在所述外壁与所述内壁之间形成绝热双壁结构的密封真空腔,覆盖微凹的罩盖和将所述罩盖连接到所述外壁的熔接件,其中,所述竖直壁区段限定用于接纳底部部分的内表面,并且包括最底部表面,其中,在所述罩盖和所述最底部表面之间形成熔接件,其中,所述外壁包括具有第一硬度值的第一材料,且所述内壁包括具有第二硬度值的第二材料,其中,所述第一硬度值不同于所述第二硬度值。
10.根据本发明的另一方面,提供一种由材料形成的绝热容器,包括:形成所述容器的外壳层的外壁,所述外壁包括竖直壁区段和底部部分;具有第一端部的内壁,所述第一端部具有延伸到内部储存器中以用于接纳液体的开口;在所述外壁与所述内壁之间形成绝热双壁结构的密封真空腔;以及覆盖微凹的罩盖和将所述罩盖连接到所述外壁的熔接件,其中所述熔接件对用户并不显而易见,其中,所述竖直壁区段限定用于接纳底部部分的内表面,并且包括最底部表面,其中,在所述罩盖和所述最底部表面之间形成熔接件,其中,所述外壁包括具有第一硬度值的第一材料,且所述内壁包括具有不同于所述第一硬度值的第二硬度值的第二材料。
11.根据本发明的另一方面,提供一种形成绝热容器的方法,包括:将第一材料的外壁形成为所述容器的外壳层,所述外壁界定被配置成将所述容器支撑在表面上的所述容器的第一端部,所述外壁包括具有底部部分的竖直壁区段和圆形底座,形成界定所述容器的第二端部的第二材料的内壁,所述第二端部具有延伸到内部储存器中以用于接纳液体的开口;密封所述开口以形成密封真空腔以在所述外壁与所述内壁之间产生绝热双壁结构,其中,所述竖直壁区段限定用于接纳所述底部部分的内表面,并且包括最底部表面,其中,在罩盖和所述最底部表面之间形成熔接件,其中所述第一材料具有第一硬度值,且所述第二材料具有第二硬度值。
附图说明
12.本公开是通过实例说明且在附图中不受限制,在附图中,类似参考数字指示相似元件,且在附图中:
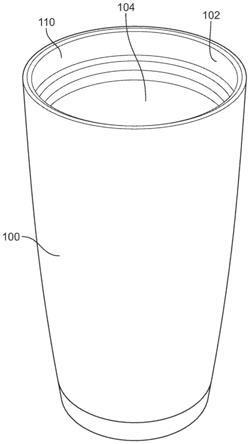
13.图1描绘根据本文中所描述的一个或多个方面的实例容器的等距视图。
14.图2描绘根据本文中所描述的一个或多个方面的图1的容器的横截面视图。
15.图3描绘根据本文中所描述的一个或多个方面的图1的容器的部分和放大横截面视图。
16.图4a描绘根据本文中所描述的一个或多个方面的图1的容器的另一部分和放大横截面视图。
17.图4b描绘根据本文中所描述的一个或多个方面的图1的容器的另一等距视图。
18.图5描绘根据本文中所描述的一个或多个方面的另一实例容器的等距视图。
19.图6描绘根据本文中所描述的一个或多个方面的图5的容器的横截面视图。
20.图7描绘根据本文中所描述的一个或多个方面的图5的容器的部分和放大横截面视图。
21.图8描绘根据本文中所描述的一个或多个方面的另一实例容器的横截面视图。
22.图9描绘根据本文中所描述的一个或多个方面的图8的实例容器的部分和放大横截面视图。
23.图10描绘根据本文中所描述的一个或多个方面的图8的实例容器的另一部分和放大横截面视图。
24.图11描绘根据本文中所描述的一个或多个方面的另一实例容器的横截面视图。
25.此外,应理解,附图可表示各种实例的不同组件的比例;然而,所公开的实例不限于所述特定比例。
具体实施方式
26.在各种实例的以下描述中,参考附图,这些附图形成实例的一部分,且其中借助于说明示出本公开的各方面可被实践的各种实例。应理解,在不脱离本公开的范围和精神的情况下,可利用其它实例且可进行结构和功能修改。
27.本公开的各方面涉及被配置成存储大量液体的容器或平底玻璃杯。图1描绘绝热容器100的等距视图。在一个实例中,容器100可被配置成存储大量液体。容器100大体上包含具有开口102和用于存储液体的内部储存器104的顶部部分。
28.如图2所示,图2是容器100的横截面视图,容器100包含第一内壁106和第二外壁108。第一内壁106和第二外壁108在第一内壁106与第二外壁108之间形成密封真空腔126,以形成绝热双壁结构。第一内壁106具有第一端部110,其界定延伸到内部储存器104中以用于接纳液体的开口102。第二外壁108形成容器100的外壳层。第二外壁108可由侧壁109和底部部分128形成,底部部分128形成用于将容器100支撑在表面上的第二端部114。
29.底部部分128可包含在真空形成过程期间使用的微凹116,其在下文予以进一步详细论述。然而,最终,如将在下文进一步详细论述,微凹116可被对应形状的圆盘124覆盖,使得微凹116对用户不可见。然而,应注意,在各个视图中从容器100通过不同阴影示出圆盘124以向读者更好地绘示圆盘124的各方面。
30.图3和4a示出以额外细节绘示微凹116的容器100的横截面的放大部分。微凹116可大体上类似于圆顶形状。然而,预期用于在制造过程期间接纳树脂材料的其它合适的形状,例如圆锥或截头圆锥体形状。微凹116可包含圆形底座118和会聚到延伸到第二外壁108中的开口122的内部部分120。如下文所论述,开口122可由树脂(未示出)密封。在第一内壁106与第二外壁108之间的真空形成期间,树脂密封开口122以在第一内壁106与第二外壁108之间提供密封真空腔126以形成绝热双壁结构。
31.圆形底座118可被圆盘124覆盖,圆盘124可由与第二外壁108和第一内壁106相同的材料形成。例如,第一内壁106、第二外壁108和圆盘124可由钛或不锈钢形成。然而,预期其它合适的材料,如本文中所论述。
32.在一个实例中,圆盘124可与第二外壁108的底部表面128齐平放置。在圆盘124固定到第二外壁108的底部部分128之后,可抛光圆盘,例如通过机械磨蚀(砂轮、抛光轮等等)、化学抛光或电化学抛光。以此方式,圆盘124和微凹116对最终用户并非视觉上显而易见。
33.在一个实例中,圆盘124可通过熔接而连接到第二外壁108。例如,圆盘124可围绕微凹116的圆形底座118的周边激光熔接、电弧熔接、银焊接或钎焊到第二外壁108。在某些情况下,激光熔接工艺可帮助提供不太明显的熔接线,以在最终产品上提供较清洁的外观。具体地说,熔接线较小且需要较少抛光以将熔接线对用户隐藏。
34.在另一实例中,树脂可将圆盘124密封到第二外壁108。在此实例中,在如本文中所描述的真空处理过程期间,圆盘124可放置在较大量的树脂的顶部上,使得在加热树脂期间,圆盘124因而将固定到容器100。此外,在圆盘124固定到第二外壁108之后,可抛光圆盘124,使得圆盘124对用户并非轻易地显而易见或可察觉。
35.微凹116位于第二外壁108的底部部分128中。如图2所示,微凹116可从底部部分128的中心偏移。这可允许在容器200的底部部分上放置徽标。在替代实例中,微凹116可位
于第二外壁108中的其它位置中。例如,微凹116可位于底部部分128上的不同位置或第二外壁108上的容器100的任何一个侧表面中,如由图4b中的a、b和c所示。还预期到,微凹116可位于第一内壁106上的任何位置处。还预期到,如果需要形成真空区域,那么还可提供多个微凹。
36.图5描绘另一实例容器200的等距视图,且图6描绘实例容器的横截面视图,其中类似参考数字指示相似元件,其具有与关于图1
‑
4所论述的实例中相似的特征和功能。与以上实例相似,容器200大体上包含具有通向用于存储液体的内部储存器204的开口202的顶部部分。然而,在此实例中,容器200可包括端盖205。
37.与以上实例中类似,容器200大体上包含具有开口202和用于存储液体的内部储存器204的顶部部分。还如图6所示,图6是容器200的横截面视图,容器200包含第一内壁206和第二外壁208。第一内壁206和第二外壁208在第一内壁206与第二外壁208之间形成密封真空腔226,以形成绝热双壁结构。第一内壁206具有第一端部210,其界定延伸到内部储存器204中以用于接纳液体的开口202。第二外壁208形成容器200的外壳层。第二外壁208还包含底部区段228,其可包含同心脊以增加在其它方面平坦的结构的刚性,使得所述结构在真空形成期间不会向内偏转,在真空形成时所述结构可能潜在地接触内壁206且危害真空绝热。
38.与以上实例中类似,如图6所示,第二外壁208可包含在本文中所论述的真空形成过程期间使用的微凹216。微凹216可位于第二外壁208的底部区段228中。更具体地说,底部区段228界定中心,且微凹216可位于中心处。在此实例中,微凹216可类似于圆顶形状。然而,如本文中所论述,预期用于在制造过程期间接纳树脂材料的其它合适的形状。
39.在此实例中,端盖205覆盖微凹216。此外,端盖205可熔接到第二外壁208。熔接件形成接缝234,且可抛光接缝234,使得熔接件对用户并非显而易见。然而,应注意,在附图中绘示接缝234以向读者更好地绘示容器200的示范性特征。除了覆盖微凹216之外,端盖205还将容器200支撑在表面上。
40.图7示出端盖205到第二外壁208的组装的横截面视图的放大视图。第二外壁208可包含径向和轴向延伸的凸缘232,其包含第一部分232a和从第一部分232a分叉的第二部分232b。第一部分232a接纳第二外壁208的底部区段228,且第二部分232b接纳端盖205。
41.具体地说,凸缘232的第一部分232a为第二外壁208的底部区段228提供安装表面。底部区段228包含在轴向方向上延伸的对应凸缘236。第二外壁208的底部区段228可压配合到凸缘232的第一部分232a的内壁上的第二外壁208上,且底部区段凸缘236可通过任何合适的熔接方法熔接到凸缘232的第一部分232a,所述熔接方法是例如激光熔接、钎焊工艺、电弧熔接或银焊接。
42.端盖205可固定到凸缘232的第二部分232b。具体地说,端盖205也可压配合到凸缘的第一部分232a的外表面上。在将端盖205压配合到凸缘的第一部分232a上之后,可通过任何合适的熔接方法将端盖205熔接在合适位置以形成接缝234,所述熔接方法是例如激光熔接、钎焊工艺、电弧熔接或银焊接。此外,在将端盖205熔接到合适位置之后,可抛光接缝234,使得其不再被用户察觉。
43.参考两个示范性容器100、200,第二外壁108和端盖205两者都可被配置成使将容器100、200放置到表面上时出现的声音的量减弱。在一个实例中,例如橡胶、塑料或金属的重量组件可包含于第二外壁108的背侧上或端盖205内以用于在将容器100、200放置于表面
上时使声音减弱。
44.就端盖来说,如图7所示,内腔230形成在罩盖的底壁与第二外壁208之间。在一个实例中,重量组件可包含于端盖205的内腔230中,以便在将容器200放置到表面上时使容器200的声音降低。
45.此外,所述组件可粘附、以可移除方式紧固或熔接到第二外壁或内腔230中的端盖205,以在将容器100、200放置到表面上时辅助使声音减弱。在将重量组件包含于第二外壁108中的情况下,重量组件可被配置成耐受真空处理室的热,其在某些情况下可大于500℃。然而,出于减弱目的而放置到端盖205中的重量组件不必被配置成耐受真空处理室的热,这是因为可在形成真空之后添加端盖205。
46.预期其它声音减弱技术。例如,第二外壁108或端盖205可具有波纹形状或可具有各种起伏,以便在将容器100、200放置到表面上时提供减弱。在又一实例中,可在第二外壁108、208上提供多个凹陷,且可用树脂填充每个凹陷以在将容器100、200放置到固体表面上时提供额外声音减弱。
47.在另一实例中,第二外壁108的底部部分128的壁厚度可大于侧壁109的厚度,以在将绝热容器100放置到表面上时辅助使声音减弱。在某些实例中,侧壁109的壁厚度可以是约0.5mm到0.75mm,且底部部分128的壁厚度可以是约0.8mm到1.1mm。在一个特定实例中,侧壁厚度可以是约0.7mm,且底部部分128的壁厚度可以是约0.9mm到1.5mm或更大。因此,在某些实例中,底部部分128的壁厚度可以是侧壁109的壁厚度的两倍。另外,第一内壁106的厚度可以是与侧壁厚度相同的厚度。
48.在另一实例中,端盖205的壁厚度可大于第二外壁208的厚度,以在将绝热容器200放置到表面上时辅助使声音减弱。在某些实例中,第二外壁208的壁厚度可以是约0.5mm到0.75mm,且端盖205的壁厚度可以是约0.8mm到1.5mm或更大。在一个特定实例中,外壁厚度可以是约0.7mm,且罩盖的壁厚度可以是约0.9mm到1.1mm。因此,在某些实例中,端盖205的壁厚度可以是第二外壁208的壁厚度的两倍。另外,第一内壁206的厚度可以是与第二外壁208的厚度相同的厚度。
49.根据本文中所论述的实例,容器100和200可包含被配置成减小到或来自存储于容器内的材料的热传递的速率的一个或多个绝热元件。还如本文中所论述,容器100和200可被配置有真空密封绝热结构,其也可被称为真空密封双壁结构,或绝热双壁结构,且使得真空维持在容器100和200的第一内壁106、206与第二外壁108、208之间。如本文中所论述,密封真空腔126、226可夹在第一内壁106、206与外壁108、208之间。
50.根据本文中所论述的实例,利用一个或多个真空室来减小通过传导、对流和/或辐射进行的热传递的绝热结构的实施方案可用于容器100、200内。为了在容器的壁之间实现真空,可通过在真空内加热容器并通过位于第二外壁108、208上的凹陷或微凹116、216中的开口移除第一内壁106、206与第二外壁108、208之间的空气来移除容器内的空气。具体地说,可使容器100、200在真空形成室内倒置,且可在真空形成过程期间将可呈丸状的树脂放置到凹陷或微凹中。在某些实例中,树脂的直径可为约3mm到5mm,且微凹116、216中的开口的尺寸可为约1mm。以此方式,当容器100、200被加热时,树脂变得有粘性以免通过开口流到或滴到容器中,但可渗透到空气,使得空气逸出容器的内部容积。一旦树脂冷却和凝固,其就覆盖微凹116、216的开口并密封容器100、200的内部容积,以在容器100、200内形成真空。
51.凹陷的开口可接着被覆盖或密封,使得水和其它残渣不会接触树脂或微凹。如本文中所论述,微凹或凹陷116、216可被圆盘124或端盖205覆盖或密封。将圆盘124熔接到容器100的底部或将端盖205熔接到第二外壁208的底部会提供更永久的结构,其可被重复使用和清洗而不会危害容器100、200的结构完整性。用圆盘覆盖凹陷可能会产生更紧凑的容器,这是因为端盖将增加容器的总长度。这可有助于在制造容器时节省成本,这是因为需要较少的材料。另外,容器将能够在较小的容器容积和长度内存储较多的液体。
52.此外,各种其它技术可用于覆盖或密封微凹,所述技术可包含对树脂进行涂漆、对微凹进行粉末涂布、将金属或纸粘附在开口上方,或添加橡胶或塑料件以覆盖开口。在底部上包含橡胶或塑料件还可提供非打滑表面,其可防止容器沿着光滑表面滑动。
53.还预期使容器100、200绝热的额外替代方法。例如,可用展现低热导率的各种绝热材料填充第一内壁106、206与外壁108、208之间的腔126、226。因而,在某些实例中,可用空气填充腔126、226以形成气穴以供绝热,或用例如聚合物材料或聚合物泡沫材料的大量材料填充腔126、226。在一个特定实例中,可用聚苯乙烯填充腔126、226。然而,在不脱离这些公开的范围的情况下,可利用额外或替代绝热材料来填充腔126、226。
54.此外,在不脱离这些公开的范围的情况下,可用任何尺寸值体现腔126、226的厚度。此外,容器100、200的第一内壁106、206或第二外壁108、208中的一个或多个的内表面可包括镀银表面、镀铜,或由被配置成减小通过辐射进行的热传递的薄铝箔覆盖。还预期到,容器100、200可包含绝热盖以用于防止到或来自存储于容器100、200内的液体的热传递。可使用本文中所描述的技术将此类盖绝热。
55.在某些实例中,容器100、200可由一种或多种金属、合金、聚合物、陶瓷或纤维增强材料构造。另外,容器100、200可使用一种或多种热或冷加工工艺(例如冲压、铸造、模制、钻孔、研磨、锻造等等)来构造。例如,第一内壁106、206和第二外壁108、208可被形成为单片材且卷成圆柱体并在接缝处熔接在一起。可抛光接缝,使得熔接部分对用户不可见。在一个实施方案中,容器100、200可使用不锈钢来构造。在一个特定实例中,容器100、200可大体上由304不锈钢形成。在另一实施方案中,容器100、200可使用钛或钛合金来构造。
56.图8
‑
10示出具有与上文关于图5
‑
7所论述的实例相似的构造和功能的另一实例容器300,其中类似参考数字表示具有相似功能的类似特征。容器300可使用如上述实例中所论述的相似的技术和材料形成。然而,在此实例中,代替使用压配合来首先将端盖305固定到容器的底部,可仅通过例如激光熔接、钎焊工艺、电弧熔接或银焊接的熔接将端盖305固持在合适位置以形成接缝334。与上述实例相似,在将端盖305熔接到合适位置之后,可抛光接缝334,使得其不再被用户察觉。
57.在此实例中,如图9和10所示,侧壁309可为第二外壁308的底部区段328和端盖305两者提供安装表面。侧壁309可包含小竖直壁区段309a以用于接纳端盖305和底部区段328两者。此外,与上述实例中类似,第二外壁308的底部区段328可包含轴向延伸的凸缘336以用于将底部区段328固定到侧壁309。
58.如图9和10所示,底部区段328可通过底部区段328的轴向延伸的凸缘336固定到在小竖直壁区段309a上或附近的侧壁309的内部部分。这可通过任何合适的方法来实现,所述方法是例如激光熔接、钎焊工艺、电弧熔接或银焊接。一旦将底部区段328固定到侧壁309,容器300就可经历如本文中所论述的真空处理过程。
59.在真空处理过程完成之后,为了盖住微凹316,可再次通过任何合适的方法将端盖305在小竖直壁区段309a处固定到侧壁309的底部,所述方法是例如激光熔接、钎焊工艺、电弧熔接或银焊接。在一个特定实例中,端盖与侧壁之间的熔接可为除了接合之外的激光熔接。此外,将端盖305激光熔接到侧壁309可有助于避免第二外壁308上的任何燃烧标记,从而在抛光容器300的外部之后得到容器300的外部的更好的光洁度。在替代实例中,小竖直壁区段309a、端盖305和接缝334可匹配第二外壁308的轮廓,从而使容器的整个外部部分得到一致且连续的轮廓。另外,可尽可能地缩短小竖直壁区段309a,从而使容器的外部部分得到一致且连续的轮廓。此外,在替代实施例中,在容器具有竖直壁的情况下,可能不需要竖直壁区段309a。
60.图11示意性地描绘另一实例容器1100的横截面视图。在一个实施方案中,容器1100具有相似于容器300的几何特征,且包括外壁1102、内壁1104和端盖1106。容器1100可由被配置成提供结构性质的组合的两种或更多种材料构造。可利用第一材料以在容器1100的一个或多个区域或结构特征处提供增加的硬度,所述一个或多个区域或结构特征在容器1100的使用期间更可能经受冲击力(例如容器1100在运输期间或通常在容器1100的日常使用期间等等可能受到偶然掉落的冲击或撞击的区域或特征)。另外,容器1100可利用第二材料来构造结构元件,所述结构元件将不被配置成与第一材料相同程度地抵抗外部冲击力,等等。因而,第二材料相比于第一材料可包括相对较软的材料。第二材料相比于第一材料可具有相对较低的密度,其可用于减小容器1100的总质量。第二材料相比于第一材料还可具有相对增加的延展性,使得第二材料可用于在用于构造容器1100的一个或多个形成过程期间经受增加的拉伸力的容器1100的元件。此外,取决于容器的所需机械性质,第一和第二材料可包括不同的厚度。例如,第一材料可形成得比第二材料薄,或者第二材料可形成得比第一材料薄。将第一或第二材料中的一种形成为较薄可有助于提供在其它方面重量较轻的容器。
61.在一个实施方案中,外壁1102和端盖1106可由第一材料构造,第一材料相比于第二材料具有相对较高的硬度(例如,抗压痕性)和/或强度(例如,极限抗拉强度或屈服强度)。第二材料可用于构造内壁1104,其中第二材料相比于第一材料具有相对较低的硬度和/或强度性质。预期到,此所描述方法可一般化并与容器1100的几何形状的替代容器几何形状一起使用,使得第一材料可用于构造一个或多个元件,其受益于增加的硬度和/或强度,以便抵抗由于对替代容器几何形状的外表面的冲击而导致的压痕和/或变形和破裂,且第二材料可用于构造替代容器几何形状的一个或多个元件,其在一个或多个形成过程期间经受相对较高的拉伸力。
62.还预期到,例如容器1100的容器可利用如上文所描述的第一材料来构造内壁1104。另外,如先前所描述,第二材料可用于构造外壁1102和端盖1106中的一个或多个。因而,在不脱离这些公开的范围的情况下,内壁1104可包括相对较硬的第一材料,且外壁1102和端盖1106中的一个或多个可包括相对较软的第二材料。在此实例中,可以是较高等级的材料的第一材料用于构造内壁1104。由于较高等级的材料,在此情况下,内壁1104可在形成过程期间形成得薄于外壁1102。这可通过减小容器内壁的厚度使整个容器1100形成得较轻。
63.在一个实例中,容器1100可由两种不同类型的钛构造。因而,如先前所描述,第一
材料可包括钛合金,例如5级钛(grade 5 titanium)(如由钛astm标准所描述的5级)、ti6al4v。此外,如先前所描述,第二材料可包括较软的钛,例如市售纯钛(例如1级、2级、3级、4级、7级或11级钛,如由钛astm标准所定义)。然而,预期到,如先前所描述,第一材料和第二材料可以是两种不同等级的钛,如由钛astm标准所定义,不同于本文中所描述的钛。
64.在替代实施方案中,容器1100可由两种或更多种不同的金属或合金构造。在一个实例中,外壁1102和端盖1106可由钛(例如,5级钛、ti6al4v,如由钛astm标准所定义)构造,且内壁1104可由铝合金(例如7068铝、7075铝、6061铝、6063铝、2024铝、5052铝或7050铝等等)构造。以此方式,外壁1102和端盖1106可由相对较强的钛合金构造,且内壁1104可由相对较软但也相对较轻的铝合金构造。以此方式,外壁1102和端盖1106上的钛合金与内壁1104上的铝合金的减重的组合强度可导致容器1100具有被配置成抵抗在使用容器1100期间更容易经受偶然冲击的那些外表面上的压痕、变形和/或破裂的性质的组合,且与容器1100的那些在使用期间不太可能经受偶然冲击力的元件的减重相结合。预期到,除了上述钛和铝合金之外或替代上述钛和铝合金,还可使用额外或替代金属或合金。例如,容器1100可利用不锈钢、铜、黄铜或镁合金等等中的一种或多种。
65.在又一实例中,容器1100可由一种或多种金属或合金与一种或多种聚合物的组合构造。因而,外壁1102和端盖1106可由钛(例如,5级钛、ti6al4v,如由钛astm标准所定义)构造,且内壁1104可由聚合物构造。以此方式,用于构造内壁1104的聚合物可减小容器1100的重量,而钛合金可为在运输或使用容器1100期间更可能受到冲击的那些表面提供相对较高的硬度和/或强度。预期到,用于构造内壁1104的一种或多种聚合物可尤其包含丙烯腈丁二烯苯乙烯、聚丙烯、聚乙烯、聚苯乙烯、聚氯乙烯、尼龙、聚碳酸酯或丙烯酸塑料,或其组合。
66.在某些实例中,容器1100的外壁1102和内壁1104可彼此熔接(例如,在点1108a和1108b处沿圆周熔接)。此外,预期到,可利用任何熔接工艺,尤其包含激光和电弧熔接。在某些实例中,可使用填料金属以便熔接不相似的材料。相似地,外壁1110可熔接到端盖1106。然而,在不脱离这些公开的范围的情况下,预期额外或替代联接机制,尤其包含压配合、粘合剂或机械紧固件(例如铆钉、螺钉或卡钉等等)。
67.在一个实施方案中,容器1100可由单种金属或合金构造,且在一个实例中,在使用一个或多个热处理过程(例如回火、沉淀硬化或淬火)构造容器1100之后,外壁1102的选定部分可硬化。因而,在一个实例中,可通过将外壁1102、内壁1104和端盖1106彼此联接而构造容器1100。随后,可使外壁1102和端盖1106中的一个或多个经受局部化加热,以便使用回火、沉淀硬化或淬火中的一种或多种来增加结构的强度。
68.在另一实例中,容器1100可由两种或更多种材料构造,使得容器1100的边缘/拐角使用比绝热容器1100的其余部分硬的材料被构造,以便抵抗在更可能经受外部冲击力的那些区域内的压痕。例如,拐角1110a
‑
1110b和1112a
‑
1112b可由第一材料构造,第一材料具有如先前所描述的第一材料的那些机械性质,且绝热容器1100的其余部分可由第二材料构造,第二材料具有如先前所描述的第二材料的那些机械性质。
69.在一个实例中,由材料形成的绝热容器可包含:具有第一端部的第一内壁,第一端部具有延伸到内部储存器中以用于接纳液体的开口;以及形成容器的外壳层的第二外壁。第二外壁可包含被配置成将容器支撑在表面上的第二端部。第二外壁可包含微凹,且微凹可包含圆形底座和会聚到延伸到第二外壁中的开口的内部部分。开口可由树脂密封,且圆
形底座可被由与容器相同的材料形成的圆盘覆盖。容器还可包含密封真空腔,其在第一内壁与第二外壁之间形成绝热双壁结构。第一内壁可由具有第一硬度的第一材料构造,且第二外壁可由具有高于第一硬度的第二硬度的第二材料构造。第一材料可具有第一密度,且第二材料可具有高于第一密度的第二密度。
70.第一材料可以是第一等级的钛,例如2级钛,且第二材料可以是第二等级的钛,例如5级钛。第一材料可以是第一类型的钢,其可以是第一类型的不锈钢,且第二材料可以是第二类型的钢,其可以是第二类型的不锈钢。第一材料可以是铝合金,且第二材料可以是钛合金。第一内壁、第二外壁和圆盘可以是不锈钢或钛。
71.第二外壁可包含底部表面,且微凹可位于底部表面中。底部表面可界定中心,且微凹可从中心偏移且可类似于圆顶、圆锥或截头圆锥体形状。圆盘可与第二外壁的表面齐平,使得圆盘和微凹对用户并不视觉上显而易见。熔接件可将圆盘连接到第二外壁。替代地,树脂将圆盘密封到第二外壁。
72.在另一实例中,绝热容器可由材料形成,且可包含:具有第一端部的第一内壁,第一端部具有延伸到内部储存器中以用于接纳液体的开口;以及形成容器的外壳层的第二外壁。第二外壁可包含微凹,且微凹可包含圆形底座和会聚到延伸到第二外壁中的开口的内部部分。微凹可类似于圆顶、圆锥体或截头圆锥体形状。开口可由树脂密封。容器还可包含密封真空腔,其在第一内壁与第二外壁之间形成绝热双壁结构。第二外壁可包含底部表面,且微凹可位于底部表面中。底部表面可界定中心,且微凹可位于中心处。
73.罩盖可覆盖微凹,且熔接件可将罩盖连接到第二外壁,且熔接件对用户可能并不显而易见。罩盖可将容器支撑在表面上,且罩盖可接纳重量以用于在将容器放置于表面上时使声音减弱。此外,第二外壁可具有第一厚度,且罩盖可具有第二厚度,且其中第二厚度可大于第一厚度以在将绝热容器放置到表面上时使声音减弱。
74.形成绝热容器的方法可包含以下中的一个或多个:形成界定容器的第一端部的材料的第一内壁,第一端部具有延伸到内部储存器中以用于接纳液体的开口;将材料的第二外壁形成为容器的外壳层,第二外壁界定被配置成将容器支撑在表面上的容器的第二端部,第二外壁包括微凹,微凹具有圆形底座和会聚到延伸通过第二外壁的开口的内部部分;以及用树脂密封开口以形成密封真空腔以在第一内壁与第二外壁之间产生绝热双壁结构,且将由材料形成的圆盘固定在圆形底座上方。所述方法还可包含将微凹定位在外壁的底部表面中。底部表面可界定中心,且微凹可被定位成从中心偏移。所述方法还可包含将圆盘形成为与第二外壁的表面齐平,将圆盘和微凹形成为对用户并不视觉上显而易见,以及将圆盘熔接到第二外壁。在一个实例中,所述方法可包含将圆盘激光熔接到第二外壁。替代地,所述方法可包含用树脂密封件将圆盘密封到第二外壁。微凹可被形成为圆顶、圆锥或截头圆锥体形状。
75.形成容器的另一实例方法可包含以下中的一个或多个:形成具有第一端部的第一内壁,第一端部具有延伸到内部储存器中以用于接纳液体的开口;将第二外壁形成为容器的外壳层,第二外壁包括微凹;在第二外壁中形成微凹且将微凹形成为具有圆形底座和会聚到延伸通过第二外壁的开口的内部部分;用密封树脂密封开口以在第一内壁与第二外壁之间形成密封真空腔作为绝热双壁结构;以及提供罩盖以覆盖微凹,将罩盖熔接到第二外壁且抛光熔接件,使得熔接件对用户并不显而易见。所述方法还可包含以下中的一个或多
个:配置罩盖以将容器支撑在表面上;向罩盖提供重量以用于在将容器放置于表面上时使声音减弱。第二外壁可包含底部表面,且微凹可位于底部表面上。底部表面可界定中心,且微凹可位于中心处。微凹可被形成为圆顶、圆锥体或截头圆锥体形状。
76.一种由材料形成的绝热容器,其可具有:形成容器的外壳层的第一外壁,第一外壁可具有被配置成将容器支撑在表面上的第一端部,第一外壁可具有微凹,微凹可具有圆形底座和会聚到延伸到第一外壁中的开口的内部部分,开口可由树脂密封,且圆形底座可被由材料形成的圆盘覆盖;第二内壁可具有第二端部,第二端部可具有延伸到内部储存器中以用于接纳液体的开口;在第一外壁与第二内壁之间形成绝热双壁结构的密封真空腔,其中第一外壁可具有第一材料,第一材料具有第一硬度值,且第二内壁具有第二材料,第二材料可具有第二硬度值,且其中第一硬度值不同于第二硬度值。
77.绝热容器,使得第一材料可具有第一密度,且第二材料可具有第二密度,且其中第一密度高于第二密度。
78.绝热容器,使得第一材料可以是5级钛,且第二材料可以是2级钛。
79.绝热容器,使得第一材料可以是钛合金,且第二材料可以是铝合金。
80.绝热容器,使得第一材料可以是钛合金,且第二材料可以是聚合物。
81.绝热容器,使得第一外壁可具有底部部分,且微凹可位于底部部分中。
82.绝热容器,使得底部部分可界定中心,且微凹从中心偏移。
83.绝热容器,使得圆盘可与第一外壁的表面齐平。
84.绝热容器,使得圆盘和微凹对用户并不视觉上显而易见。
85.绝热容器,使得熔接件可将圆盘连接到第一外壁。
86.绝热容器,使得树脂可将圆盘密封到第一外壁。
87.绝热容器,使得微凹可类似于圆顶形状。
88.绝热容器,使得第一外壁、第二内壁和圆盘可以是钛。
89.绝热容器,使得第一外壁、第二内壁和圆盘可以是不锈钢。
90.绝热容器,使得第一硬度值高于第二硬度值。
91.绝热容器,使得第一硬度值可低于第二硬度值。
92.绝热容器,使得第一外壁可具有第一厚度,且第二内壁可具有不同于第一厚度的第二厚度。
93.绝热容器,使得其中第一厚度可大于第二厚度。
94.绝热容器,使得第一厚度可小于第二厚度。
95.一种由材料形成的绝热容器,其可具有:形成容器的外壳层的第一外壁,第一外壁可具有微凹,微凹可具有圆形底座和会聚到延伸到第一外壁中的开口的内部部分,开口可由树脂密封;第二内壁可具有第一端部,第一端部具有延伸到内部储存器中以用于接纳液体的开口;密封真空腔可在第一外壁与第二内壁之间形成绝热双壁结构;以及覆盖微凹的罩盖和将罩盖连接到第一外壁的熔接件,其中熔接件对用户并不显而易见,其中第一外壁具有第一材料,第一材料具有第一硬度值,且第二内壁具有第二材料,第二材料具有不同于第一硬度值的第二硬度值。
96.绝热容器,使得第一硬度值可高于第二硬度值。
97.绝热容器,使得第一硬度值可低于第二硬度值。
98.绝热容器,使得第一材料可具有第一密度,且第二材料可具有第二密度,且其中第一密度高于第二密度。
99.绝热容器,使得第一材料可具有第一密度,且第二材料可具有第二密度,且其中第一密度低于第二密度。
100.绝热容器,使得第一材料可以是5级钛,且第二材料可以是2级钛。
101.绝热容器,使得第一材料可以是钛合金,且第二材料可以是铝合金。
102.绝热容器,使得第一材料可以是钛合金,且第二材料可以是聚合物。
103.绝热容器,使得罩盖可将容器支撑在表面上。
104.绝热容器,使得在将容器放置于表面上时罩盖可接纳重量以用于使声音减弱。
105.绝热容器,使得第二外壁可具有底部表面,且其中微凹可位于底部表面中。
106.绝热容器,使得底部表面可界定中心,且微凹可位于中心处。
107.绝热容器,使得微凹可类似于圆顶形状。
108.绝热容器,使得第二外壁可具有第一厚度,且罩盖可具有第二厚度,且第二厚度可大于第一厚度以在将绝热容器放置到表面上时使声音减弱。
109.绝热容器,使得第一外壁可具有第一厚度,且第二内壁可具有不同于第一厚度的第二厚度。
110.绝热容器,使得第一厚度可大于第二厚度。
111.绝热容器,使得第一厚度可小于第二厚度。
112.一种形成绝热容器的方法,其可包含:将第一材料的第一外壁形成为容器的外壳层,第一外壁界定被配置成将容器支撑在表面上的容器的第一端部,第一外壁具有微凹,微凹具有圆形底座和会聚到延伸通过第一外壁的开口的内部部分;形成界定容器的第二端部的第一材料的第二内壁,第二端部具有延伸到内部储存器中以用于接纳液体的开口;用树脂密封开口以形成密封真空腔以在第一外壁与第二内壁之间产生绝热双壁结构,且将由材料形成的圆盘固定在圆形底座上方,其中第一材料具有第一硬度值,且第二材料具有第二硬度值。
113.所述方法,使得第一硬度值可低于第二硬度值。
114.所述方法,使得第一硬度值可高于第二硬度值。
115.所述方法,使得第一材料可具有第一密度,且第二材料可具有第二密度,且第一密度可高于第二密度。
116.所述方法,使得第一材料可具有第一密度,且第二材料可具有第二密度,且其中第一密度低于第二密度。
117.所述方法,使得第一材料是5级钛,且第二材料是2级钛。
118.所述方法,使得第一材料是钛合金,且第二材料是铝合金。
119.所述方法,使得第一材料是钛合金,且第二材料是聚合物。
120.所述方法,在外壁的底部表面上具有微凹的位置。
121.所述方法,使得底部表面界定中心,且将微凹定位成从中心偏移。
122.所述方法,使得圆盘可与第二外壁的表面齐平。
123.所述方法,使得圆盘和微凹对用户可并不视觉上显而易见。
124.所述方法,使得圆盘可熔接到第一外壁。
125.所述方法,使得圆盘可激光熔接到第一外壁。
126.所述方法,使得圆盘可用树脂密封件密封到第一外壁。
127.所述方法,使得微凹可被形成为圆顶形状。
128.一种形成容器的方法,其可包含:由第一材料将第一外壁形成为容器的外壳层,第一外壁具有微凹;在第一外壁中形成微凹且将微凹形成为具有圆形底座和会聚到延伸通过第一外壁的开口的内部部分;由第二材料形成第二内壁,第二内壁具有第一端部,第一端部具有延伸到内部储存器中以用于接纳液体的开口;用树脂密封开口以在第一外壁与第二内壁之间形成密封真空腔作为绝热双壁结构;提供罩盖以覆盖微凹,将罩盖熔接到第一外壁且抛光熔接件,使得熔接件对用户并不显而易见,其中第一材料具有第一硬度值,且第二材料具有第二硬度值,且其中第一硬度值高于第二硬度值。
129.所述方法,使得第一材料可具有第一密度,且第二材料可具有第二密度,且第一密度可高于第二密度。
130.所述方法,使得第一材料可以是5级钛,且第二材料可以是2级钛。
131.所述方法,使得第一材料可以是钛合金,且第二材料可以是铝合金。
132.所述方法,使得第一材料可以是钛合金,且第二材料可以是聚合物。
133.所述方法,使得罩盖可将容器支撑在表面上。
134.所述方法,其还可具有罩盖,罩盖具有重量以用于在将容器放置于表面上时使声音减弱。
135.所述方法,使得第一外壁可具有底部表面,且将微凹定位在底部表面上。
136.所述方法,使得底部表面界定中心,且微凹位于中心处。
137.所述方法,使得微凹被形成为圆顶形状。
138.在上文和附图中参考多种实例公开了本公开。然而,本公开服务的目的是提供与本公开相关的各种特征和概念的实例,而不限制本公开的范围。相关领域的技术人员将认识到,可在不脱离本公开的范围的情况下对上述实例作出众多变化和修改。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1