一种适应多种花形的拆垛机械的制作方法
1.本发明涉及一种适应多种花形的拆垛机械,属于机械设备领域。
背景技术:
2.近几年,饲料、食品等行业经历了前所未有的高速增长,然而随着原料、物流、营销、人力等成本的不断上涨,国内外对节能环保要求的提高以及产业集团化、规模化和国际化进程的加快,饲料、食品等行业企业正面临着成本控制和产品升级换代的挑战。同时消费者对产品质量和多样化的要求越来越高,生产工艺和设备革新也势在必行。在现代工业中,生产过程中的自动化已成为突出的主题,各行各业的自动化水平越来越高,现代化输送车间,常配有自动化设备,以提高生产效率,完成工人难以完成的或者危险的工作。尤其在拆垛装车过程中,大部分生产线无法解决多种花形拆垛装车过程。人工拆垛工人劳动强度大,工伤事故率高,效率低下,增加了饲料、食品等行业的生产管理成本。虽然现有技术中出现了部分拆垛机械设备,但是现有的拆垛机械设备均是针对某一种产品的包装垛进行拆垛操作的,比如轮胎拆垛设备、钢管拆垛设备,并且对不同花型的堆垛方式有较大的限制,通用性较差。部分拆垛设备采用真空吸盘或者机械抓进行单个料包的抓取拆垛,不仅结构复杂,而且拆垛效率低下,影响后续操作的进行。而且现有的拆垛设备经常出现卡包、掉包、传感失效等故障。
技术实现要素:
3.针对现有拆垛设备的可靠性低、问题和故障率频发的问题,本发明提供一种适应多种花形的拆垛机械,能够实现不分垛形、不分码垛花形的拆垛操作,解决人工拆垛和常规机械拆垛人工多人工劳动强度大和设备故障率高、对垛形要求挑剔和效率低的现象,减轻人工劳动力、提高生产效率,降低问题发生率和生产成本。
4.本发明采取的技术方案是,一种适应多种花形的拆垛机械,包括翻转传动组件、输送滑包组件、分包输送组件和托盘收集组件;所述翻转传动组件、输送滑包组件、分包输送组件依次设置,托盘收集组件设置于翻转传动组件的侧部;
5.所述翻转传动组件包括翻转箱、翻转箱举升装置和翻转箱翻转装置;所述翻转箱接收满垛料包托盘并通过翻转箱举升装置举升至翻转所需高度,翻转箱翻转装置推动翻转箱翻转并将翻转箱与输送滑包组件的进料口对接;翻转箱翻转后将料包输送至输送滑包组件;所述翻转箱下部一侧设置有托盘气缸;
6.所述输送滑包组件包括传动辊道和分层辊道;所述分层辊道设置于传动辊道下部,分层辊道接收由传动辊道进入输送滑包组件的料包并将料包输送至分包输送组件;
7.所述分包输送组件包括滑板和变速辊道,滑板的端部与分层辊道的输送出口端配合设置且滑板向变速辊道方向倾斜;所述变速辊道包括若干组变速辊组,相邻的两个变速辊组的变速辊的转速相异;
8.所述托盘收集组件包括托盘夹紧机构、托盘支撑架、夹机构平移组件和空托盘输
送导轨;所述托盘夹紧机构设置于托盘支撑架上,夹机构平移组件与托盘支撑架连接并带动托盘支撑架做横向移动;所述托盘气缸推动翻转箱内的空托盘向托盘收集组件方向移动并在移动到位后由托盘夹紧机构夹取空托盘;托盘夹紧机构夹取空托盘后移动至空托盘输送导轨的端部上方并松开空托盘;托盘支撑架上积累的空托盘由空托盘输送导轨输送。
9.优化的,上述适应多种花形的拆垛机械,所述翻转箱举升装置包括举升油缸、转动轴、由摆臂一和摆臂二组成的平行连杆机构;所述举升油缸的缸筒与翻转传动组件的支架铰接且举升油缸的活塞杆端部与摆臂二的铰接;所述摆臂二一端与翻转箱铰接,摆臂二的另一端与翻转传动组件的支架铰接;举升油缸的活塞杆推动摆臂二一转动轴为轴摆动并推动翻转箱上升;
10.所述翻转箱翻转装置包括翻转油缸,翻转油缸的缸筒与翻转传动组件的支架铰接,翻转油缸的活塞杆端部与翻转箱的底部铰接,翻转油缸的活塞杆推动翻转箱翻转。
11.优化的,上述适应多种花形的拆垛机械,所述翻转箱上朝向翻转箱举升装置、翻转箱翻转装置的一侧设置有翻转输送辊组,翻转输送辊组连接有动力机构并在翻转箱翻转后输送落于翻转输送辊组上的料包;所述翻转箱内设置有在翻转箱翻转后限制托盘移动的内部限位组件。
12.优化的,上述适应多种花形的拆垛机械,所述输送滑包组件还包括下滑形板,下滑形板设置于传动辊道和分层辊道之间且倾斜设置;经由传动辊道进入的料包通过下滑形板滑动输送至分层辊道上;
13.所述分包输送组件还包括挡板和若干伺服驱动组,每组变速辊组分别通过一组伺服驱动组驱动转动;所述挡板设置于滑板的一侧且挡板板面与滑板板面平行设置。
14.优化的,上述适应多种花形的拆垛机械,所述托盘收集组件还包括支撑框架、连杆、摆动臂、升降油缸、升降机架、升降滚轮组;所述升降机架设置于支撑框架的一端,连杆的一端与升降机架铰接且另一端与摆动臂铰接,摆动臂上远离连杆的一端通过升降滚轮组与托盘支撑架连接;所述升降油缸的活塞端部与摆动臂的中段铰接,升降油缸的活塞杆推动摆动臂摆动并带动托盘支撑架在支撑框架内升降。
15.优化的,上述适应多种花形的拆垛机械,所述夹机构平移组件包括平行连杆机构二,平行连杆机构二由油缸驱动并带动托盘支撑架进行往复移动;
16.托盘收集组件还包括垂直导向轴和可调位置检测;所述垂直导向轴设置于支撑框架内并与支撑框架固定连接,可调位置检测设置于垂直导向轴上;所述托盘支撑架沿垂直导向轴的长度延伸方向移动并触发可调位置检测,可调位置检测被触发后控制托盘夹紧机构松开其夹紧的空托盘。
17.优化的,上述适应多种花形的拆垛机械,所述翻转传动组件还包括限位挡板、升降气缸、托盘挡板、活动限位挡块二、限位气缸和推板;
18.所述推板、托盘挡板分别设置于翻转箱两侧,翻转箱的两侧侧壁下段分别设置有一个条形缺口;所述推板连接于托盘气缸的活塞端部并由推盘气缸的活塞推动穿过其中一个条形缺口;所述升降气缸与翻转箱固定连接,托盘挡板连接于升降气缸的活塞端部并由升降气缸的活塞推动遮挡另一个条形缺口;
19.所述限位挡板设置于翻转箱内部底端面上靠近翻转输送辊组的一端;所述活动限位挡块二、限位气缸设置于翻转箱内部底端面上远离翻转输送辊组的一端;所述翻转箱内
部底端面上设置有若干供活动限位挡块二穿过的通孔;所述活动限位挡块二与限位气缸的活塞端连接并由活塞驱动穿过通孔。
20.优化的,上述适应多种花形的拆垛机械,所述输送滑包组件还包括限高挡杆和辊道调节组件;所述限高挡杆的一端固定设置于下滑形板上并与分层辊道间隔设置;所述辊道调节组件为丝杠驱动的平行连杆机构,分层辊道与下滑形板的相对间距调节由辊道调节组件的平行连杆机构驱动。
21.优化的,上述适应多种花形的拆垛机械,所述分包输送组件还包括分层辊道和分层辊道调整组件;所述分层辊道为主动辊道,分层辊道设置于变速辊道上方且分层辊道的输送方向与变速辊道的输送方向平行设置;所述分层辊道调整组件为丝杠驱动的平行连杆机构;分层辊道调整组件与分层辊道的支撑架连接,分层辊道与滑板的的相对间距调节由分层辊道调整组件的平行连杆机构驱动。
22.优化的,上述适应多种花形的拆垛机械,所述分包输送组件还包括传动辊道和伺服驱动,传动辊道设置于变速辊道的输送出口端并与变速辊道同向输送,传动辊道由一组伺服驱动组驱动;所述传动辊道的位置与挡板配合设置。
23.本技术的优点在于:
24.本技术的技术方案,能够解决现有设备拆垛时,容易出现掉包、卡包、破包和拆垛效率低等问题,实现拆垛、输送、分包、收集空托盘全自动运行。可直接用于拆垛过程中实现拆垛自动化,不受拆垛过程中垛形和花形多样化等难以实现自动化、安全性低、人工劳动强度大、用工多等的限制,能够全程自动化和无故障自动处理,提高拆垛过程中的自动化程度,改善劳动条件,避免人身事故,提高生产效率,降低生产成本;整个过程安全可靠、快速高效,对于传统拆垛工作问题多、人工处理异常安全性低、工作环境恶劣、工作量繁重的拆垛装车过程环节,可广泛推广使用。
附图说明
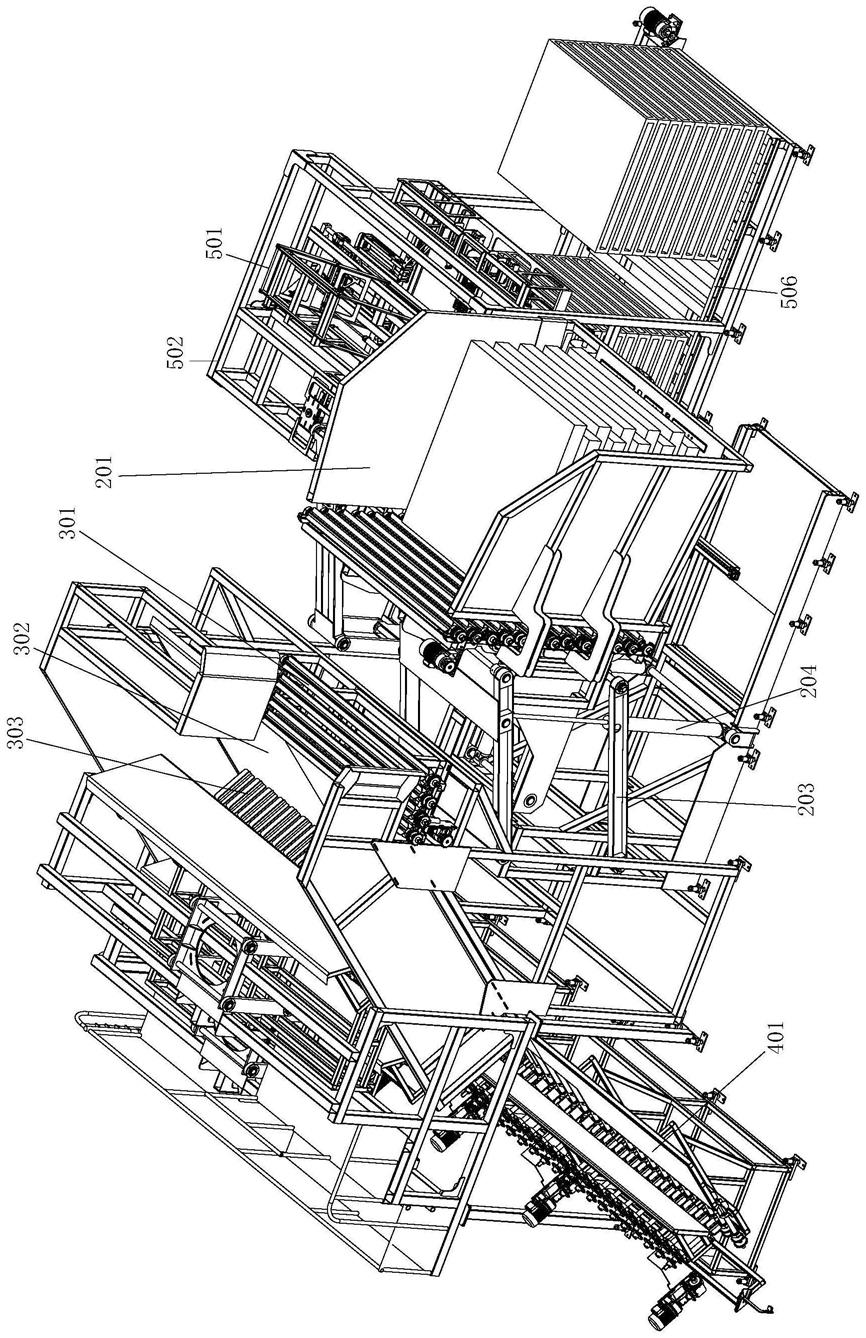
25.图1为本技术的拆垛机械的整体结构示意图;
26.图2为本技术的翻转传动组件的结构示意图;
27.图3为本技术的翻转箱的结构示意图;
28.图4为本技术的输送滑包组件的结构示意图;
29.图5为本技术的分包输送组件的结构示意图;
30.图6为本技术的托盘收集组件的结构示意图;
31.图7为本技术的托盘收集组件中去除支撑框架后的内部结构示意图;
32.图8为本技术的托盘收集组件进行托盘收集时的结构示意图;
33.图9为图2的a处放大图;
34.图10为图3的b处放大图;
35.图11为图3的c处放大图;
36.图12为图3的d处放大图;
37.图13为图4的e处放大图;
38.图14为图5的f处放大图;
39.图15为图5的g处放大图;
40.图16为图5的h处放大图;
41.图17为图7的i处放大图。
具体实施方式
42.下面结合附图与具体实施例进一步阐述本发明的技术特点。
43.实施例1
44.本发明为一种适应多种花形的拆垛机械,包括翻转传动组件、输送滑包组件、分包输送组件和托盘收集组件;所述翻转传动组件、输送滑包组件、分包输送组件依次设置,托盘收集组件设置于翻转传动组件的侧部;
45.所述翻转传动组件包括翻转箱201、翻转箱举升装置和翻转箱翻转装置;所述翻转箱201接收满垛料包托盘并通过翻转箱举升装置举升至翻转所需高度,翻转箱翻转装置推动翻转箱201翻转并将翻转箱201与输送滑包组件的进料口对接;翻转箱201翻转后将料包输送至输送滑包组件;所述翻转箱201下部一侧设置有托盘气缸213;
46.所述输送滑包组件包括传动辊道301和分层辊道303;所述分层辊道303设置于传动辊道301下部,分层辊道303接收由传动辊道301进入输送滑包组件的料包并将料包输送至分包输送组件;
47.所述分包输送组件包括滑板401和变速辊道403,滑板401的端部与分层辊道303的输送出口端配合设置且滑板401向变速辊道403方向倾斜;所述变速辊道403包括若干组变速辊组,相邻的两个变速辊组的变速辊的转速相异;
48.所述托盘收集组件包括托盘夹紧机构503、托盘支撑架512、夹机构平移组件和空托盘输送导轨506;所述托盘夹紧机构503设置于托盘支撑架512上,夹机构平移组件与托盘支撑架512连接并带动托盘支撑架512做横向移动;所述托盘气缸213推动翻转箱201内的空托盘向托盘收集组件方向移动并在移动到位后由托盘夹紧机构503夹取空托盘;托盘夹紧机构503夹取空托盘后移动至空托盘输送导轨506的端部上方并松开空托盘;托盘支撑架512上积累的空托盘由空托盘输送导轨506输送。
49.本技术的技术方案中,改变了现有设备中对堆垛产品逐个抓取输送的拆垛方式,进行整垛物料的拆垛操作。在拆垛时,翻转箱201内的整垛料包通过翻转箱201的翻转被倒入输送滑包组件。输送滑包组件起到了料包中间输送的作用,并且可以在输送过程中将堆积在一起的料包进行初步的分散,防止料包过于集中造成后续的输送困难。输送滑包组件将料包输送至分包输送组件后,变速辊道403对料包进行输送。变速辊道403的多组变速辊组的转速不同,通过这种方式使得在变速辊道403上的、集中在一起的料包逐渐拉开距离,实现料包的分离输送,变速辊道403将料包输送至下步工序后完成对整垛料包的拆垛操作。
50.本技术的技术方案不仅能够对整垛的料包进行集中拆垛,而且能够对拆垛后的空托盘集中收集。拆垛后的空托盘被托盘气缸213从翻转箱201内推出并推入托盘收集组件,托盘收集组件的托盘夹紧机构503将托盘气缸213推送的空托盘夹取后带入托盘收集组件内;托盘夹紧机构503将空托盘松开,空托盘下落至托盘支撑架512上进行堆放,当托盘支撑架512上堆放一定数量的空托盘后,托盘支撑架512下落至空托盘输送导轨506,通过空托盘输送导轨506上的输送机构将空托盘输送至指定区域内以便对空托盘进行后续收集操作。
51.所述翻转箱举升装置包括举升油缸204、转动轴210、由摆臂一203和摆臂二214组
成的平行连杆机构;所述举升油缸204的缸筒与翻转传动组件的支架铰接且举升油缸204的活塞杆端部与摆臂二214的铰接;所述摆臂二214一端与翻转箱201铰接,摆臂二214的另一端与翻转传动组件的支架铰接;举升油缸204的活塞杆推动摆臂二214一转动轴210为轴摆动并推动翻转箱201上升;
52.所述翻转箱翻转装置包括翻转油缸212,翻转油缸212的缸筒与翻转传动组件的支架铰接,翻转油缸212的活塞杆端部与翻转箱201的底部铰接,翻转油缸212的活塞杆推动翻转箱201翻转。
53.本技术中,通过举升油缸204的推动,由摆臂一203和摆臂二214组成的平行连杆机构进行摆动并带动翻转箱201进行举升和初步的翻转。当举升油缸204的活塞杆推进到最大行程后,翻转油缸212的活塞杆推动翻转箱201的下部使得翻转箱201持续翻转,当翻转箱201翻转至水平后,托盘上的料包被倾倒至输送滑包组件进行后续的输送。现对于现有技术中对料包的逐个拆剁操作,本技术的方案能够节省大量的操作时间,快捷迅速,且结构简单,通过油缸和连杆的配合完成举升翻转,设备成本较低。
54.所述翻转箱201上朝向翻转箱举升装置、翻转箱翻转装置的一侧设置有翻转输送辊组222,翻转输送辊组222连接有动力机构并在翻转箱201翻转后输送落于翻转输送辊组222上的料包;所述翻转箱201内设置有在翻转箱201翻转后限制托盘移动的内部限位组件。
55.本技术中,当翻转箱201翻转至水平后,通过翻转输送辊组222将落于其上的料包输送至输送滑包组件,能够避免部分料包在翻转箱201内的堆积。内部限位组件能够限制托盘在翻转箱201内位置,防止托盘在翻转箱201翻转过程中发生倾覆,并且方便后续的空托盘收集操作。
56.翻转传动组件还包括限位挡板214、升降气缸215、托盘挡板216、活动限位挡块二218、限位气缸219和推板220;
57.所述推板220、托盘挡板216分别设置于翻转箱201两侧,翻转箱201的两侧侧壁下段分别设置有一个条形缺口;所述推板220连接于托盘气缸213的活塞端部并由推盘气缸213的活塞推动穿过其中一个条形缺口;所述升降气缸215与翻转箱201固定连接,托盘挡板216连接于升降气缸215的活塞端部并由升降气缸215的活塞推动遮挡另一个条形缺口;
58.所述限位挡板214设置于翻转箱201内部底端面上靠近翻转输送辊组222的一端;所述活动限位挡块二218、限位气缸219设置于翻转箱201内部底端面上远离翻转输送辊组222的一端;所述翻转箱201内部底端面上设置有若干供活动限位挡块二218穿过的通孔;所述活动限位挡块二218与限位气缸219的活塞端连接并由活塞驱动穿过通孔。
59.当满垛料包托盘放入翻转箱201时,由托盘挡板216限制托盘到位。托盘到位后,限位气缸219带动限位挡块218升起,活动限位挡块二218、限位挡板214分别卡于托盘的两端,以此锁住带料包托盘的位置,防止在翻转箱201翻转过程中托盘倾覆。在推板220推动空托盘时,升降气缸215带动托盘挡板216提升,空出供空托盘向外输送的通道。
60.所述输送滑包组件还包括下滑形板302,下滑形板302设置于传动辊道301和分层辊道303之间且倾斜设置;经由传动辊道301进入的料包通过下滑形板302滑动输送至分层辊道303上。
61.下滑形板302对料包进行导向,使得料包能够稳定落于传动辊道301上,防止料包在输送过程中掉落于他处。
62.所述输送滑包组件还包括限高挡杆306和辊道调节组件307;所述限高挡杆306的一端固定设置于下滑形板302上并与分层辊道303间隔设置;所述辊道调节组件307为丝杠驱动的平行连杆机构,分层辊道303与下滑形板302的相对间距调节由辊道调节组件307的平行连杆机构驱动。
63.当下落至分层辊道303的料包出现双层堆叠或者多层堆叠时,使用限高挡杆306对堆叠的料包进行阻拦,进允许下部的单个料包通过,而堆叠于上部的料包会被限高挡杆306推至输送方向的后部,以此防止进入分包输送组件的料包过度堆叠而影响输送效果。
64.分包输送组件还包括挡板402和若干伺服驱动组404,每组变速辊组分别通过一组伺服驱动组404驱动转动;所述挡板402设置于滑板401的一侧且挡板402板面与滑板401板面平行设置。
65.本技术中,每组变速辊组通过一组伺服驱动组404驱动,使得每组变速辊组的输送速度达到相异的目的,使得经过分包输送组件输送的料包能够逐渐拉开间距,防止料包堆积造成的拆剁不彻底的现象,并且能够防止卡包现象的出现,使得整个拆剁过程得以有序的进行。
66.分包输送组件还包括分层辊道408和分层辊道调整组件409;所述分层辊道408为主动辊道,分层辊道408设置于变速辊道403上方且分层辊道408的输送方向与变速辊道403的输送方向平行设置;所述分层辊道调整组件409为丝杠驱动的平行连杆机构;分层辊道调整组件409与分层辊道408的支撑架连接,分层辊道408与滑板401的的相对间距调节由分层辊道调整组件409的平行连杆机构驱动。
67.所述分包输送组件还包括传动辊道406和伺服驱动404,传动辊道406设置于变速辊道403的输送出口端并与变速辊道403同向输送,传动辊道406由一组伺服驱动组404驱动;所述传动辊道406的位置与挡板402配合设置。
68.变速辊道403可以采用多级变速输送,变速辊道403的各个变速辊组的转动速度不同,从而使得料包经过各个变速辊组的输送速度不同,本实施例中将变速辊组设置为3个,则料包在变速辊道403上会经过3个不同速度的输送段,通过不同速度的输送可以拉开相邻的两个料包的间距,使得料包分离。使用分层辊道408承接由输送滑包组件输送的料包,并且分层辊道408的输送速度可以和变速辊道403的3个变速辊组的输送速度均不相同,这样就能形成4级输送。并且分层辊道408的设置拉长了料包在分包输送组件内的输送长度,多级变速输送的长度越长,料包最终的分离度越高。
69.分层辊道调整组件409通过丝杠的转动调整其自身的多连杆机构的摆动,从而带动分层辊道408的调整,使得分层辊道408能够适应不同种类的料包的输送。
70.所述托盘收集组件还包括支撑框架502、连杆509、摆动臂517、升降油缸510、升降机架507、升降滚轮组516;所述升降机架507设置于支撑框架502的一端,连杆509的一端与升降机架507铰接且另一端与摆动臂517铰接,摆动臂517上远离连杆509的一端通过升降滚轮组516与托盘支撑架512连接;所述升降油缸510的活塞端部与摆动臂517的中段铰接,升降油缸510的活塞杆推动摆动臂517摆动并带动托盘支撑架512在支撑框架502内升降。
71.所述夹机构平移组件包括平行连杆机构二501,平行连杆机构二501由油缸驱动并带动托盘支撑架512进行往复移动;
72.托盘收集组件还包括垂直导向轴513和可调位置检测514;所述垂直导向轴513设
置于支撑框架502内并与支撑框架502固定连接,可调位置检测514设置于垂直导向轴513上;所述托盘支撑架512沿垂直导向轴513的长度延伸方向移动并触发可调位置检测514,可调位置检测514被触发后控制托盘夹紧机构503松开其夹紧的空托盘。
73.此实施例的拆垛机械的工作过程如下:
74.当满垛料包托盘放入翻转箱201时,由托盘挡板216限制托盘到位,由限位气缸219带动活动限位挡块二218,锁住带料包托盘;由控制系统控制液压油缸204升起,使翻转箱201绕转动轴210缓慢转动,当翻转箱201升起至液压油缸204最大行程后,翻转油缸212带动翻转箱201转至水平,完成翻转。在升降气缸215带动托盘挡板216提升,由托盘气缸213推动推板220将空托盘沿托辊217推出至托盘收集组件。
75.翻转传动组件传送过来的料包至传动辊道301时,传动辊道301会将料包沿下滑形板302落到分层辊道303,由限高挡杆306的阻挡,将叠包阻挡住,在驱动组合304的驱动下,料包转入输送滑包组件。下滑形板302与分层辊道303的位置间隙是由带有手柄的丝杠和平行连杆机构的辊道调节307实现调节。
76.料包由滑板401进入分层辊道408,然后再落入变速辊道403,经四级变速传动407的传动将料包分离逐渐拉开距离,经挡板402的限位,保证料包在伺服驱动404的作用下沿传动辊道406方向输送,实现料包快速分离。
77.当拆垛后的料包全部进入输送滑包组件和分包输送组件后,空托盘在托盘气缸213和推板220的推动下,沿托辊217移动,托盘被推入空托盘收集9中,由夹紧机构503将托盘夹紧,夹紧机构503是固定在托盘支撑架512上。夹紧机构503夹持空托盘,在带有气缸的平行连杆机构501的作用下,将空托盘拉至托盘支撑架512的中心处,夹紧机构503放开托盘,在升降油缸515带动摆动架517并通过连接升降滚轮组516沿垂直导向轴513下降,到达可调位置检测514的位置,夹紧机构503松开空托盘,空托盘释放落在传动辊道511上,移走空托盘。重复前面的取空托盘动作,根据托盘的高度变化,升降油缸510逐渐根据空托盘高度进行相应调节,达到一摞10个空托盘时,在移动组件505的作用下,将一摞10个空托盘沿导轨506移到待取走位置,完成本工序动作。
78.当然,上述说明并非是对本发明的限制,本发明也并不限于上述举例,本技术领域的普通技术人员,在本发明的实质范围内,作出的变化、改型、添加或替换,都应属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1