开闭构件的制作方法
1.本发明涉及一种通过装卸安装于容器本体的开口来进行开口的开闭的开闭构件。
背景技术:
2.目前,当在例如制药公司等固体制剂工厂中生成药片或药粉等固体制剂时,将批次生产方式作为基本生产方式,因此在原料与中间产物的搬送、保管时必须使用容器。另外,对容器要求气密性,以使容器内的固体制剂在保管时不变质。
3.此处,为了确保容器的气密,通常利用夹圈(clamp band)将盖子与容器本体经由垫片而紧固来将容器密闭(例如,参照专利文献1)。而且,作为打开与关闭如所述那样进行了气密的容器的盖子的装置,已知有打开与关闭夹圈的机器人(例如,参照非专利文献1)。在此机器人中,可不经由人力而打开与关闭夹圈,因此可在生产线中节省人力。
4.然而,在使用所述通常的技术的情况下,自动打开与关闭盖子至少需要三台机器人,存在过于耗费成本这一问题。另外,进行打开与关闭盖子时的细致的作业需要人力,但由人所进行的夹具紧固或解除的操作必须应付由指尖所进行的夹杆(clamp lever)的立起作业等,而困难。
5.因此,近年来,开发出了不使用夹圈便能够进行容器的自动开闭的盖子,以固体制剂工厂为首,在很多场合得到使用。
6.[现有技术文献]
[0007]
[专利文献]
[0008]
[专利文献1]实用新型注册第3156962号公报
[0009]
[非专利文献]
[0010]
[非专利文献1]omc股份有限公司,“机器人式装卸系统”,[在线(online)],[2020年11月9日检索],互联网<url:http://omc.jpn.org/2012/product_medical/cross_mix/robotdesorptionsystem_medical.htm>
技术实现要素:
[0011]
[发明所要解决的问题]
[0012]
但是,如图15所示,所述盖子具有金属制的盖子106与树脂制的管密封件108此两部分结构,因此盖子106的开闭虽然是自动化的,但是在清洗时需要分解,从而无法应付包括清洗在内的完全自动化。另外,存在金属制的盖子106的部分的成本升高的问题。
[0013]
本发明的目的在于提供一种可通过自动清洗进行整体清洗的廉价的开闭构件。
[0014]
[解决问题的技术手段]
[0015]
本发明的开闭构件通过装卸安装于容器本体的开口来进行所述开口的开闭,且所述开闭构件包括:
[0016]
顶面部,在堵塞了所述开口的关闭状态下覆盖所述开口;
[0017]
握持部,在所述顶面部的外缘延伸,且在所述关闭状态下握持所述容器本体的开
口端部的外周;以及
[0018]
减压通道,贯通至所述握持部上所形成的管状的空间的内部而装设于所述握持部,并进行所述空间的减压,
[0019]
所述握持部及所述顶面部的任一者均以橡胶材料为主体形成,
[0020]
所述握持部的所述空间被所述减压通道减压而成为负压,并在收缩的状态下装卸安装于所述容器本体。
[0021]
如此,顶面部与握持部的任一者均由橡胶材料形成,由此,不需要在清洗时将开闭构件的构成零件分离,能够一体地处理开闭构件,因此能够通过自动清洗进行整体清洗。另外,由于顶面部与握持部均为橡胶材料,因此可最终使制造成本廉价。另外,通过对握持部的空间进行减压而使其成为负压,可将开闭构件装卸安装于容器本体,因此可使容器的密闭及密闭解除的结构变得简单,从而可使开闭构件的开闭作业变得容易。
[0022]
另外,本发明的开闭构件中,
[0023]
所述握持部包括:
[0024]
第一握持部,从所述顶面部延伸,且装设有所述减压通道;以及
[0025]
第二握持部,能够弹性变形地形成为所述空间得到减压而成为负压的收缩形状以及从所述收缩形状复原的复原形状,
[0026]
所述第一握持部、所述第二握持部及所述顶面部由相同的橡胶材料形成。
[0027]
由此,可由单一的材料制作开闭构件,因此制作廉价且容易。另外,通过由单一的材料一体地形成,开闭构件的处理也容易,与由不同材料形成顶面部、第一握持部及第二握持部的情况相比,难以形成构件间的连接部,因此可确实地进行清洗。
[0028]
另外,本发明的开闭构件中,
[0029]
所述握持部包括:
[0030]
第一握持部,从所述顶面部延伸,且装设有所述减压通道;以及
[0031]
第二握持部,能够弹性变形地形成为所述空间得到减压而成为负压的收缩形状以及从所述收缩形状复原的复原形状,
[0032]
所述第一握持部的硬度比所述第二握持部的硬度大。
[0033]
由此,维持第一握持部的硬度,并且第二握持部容易弹性变形,从而可在保持上表面的强度的同时使容器的密闭及密闭解除容易。
[0034]
另外,本发明的开闭构件中,
[0035]
所述第一握持部与所述第二握持部的内周侧的接合部熔接。
[0036]
如此,通过利用熔接将内周侧的接合部分一体化,可防止在向所述部分施加负载时两个构件分开。
[0037]
另外,本发明的开闭构件中,
[0038]
在所述第一握持部与所述顶面部中,在其外表面或内部具有包含高硬度构件的层,所述高硬度构件具有至少比橡胶材料大的硬度。
[0039]
如此,通过对第一握持部及顶面部赋予包含高硬度构件的层,可增强盖子的强度,例如,在盖子上进一步积载了容器的情况下,也可使盖子不弯曲。另外,可防止握持部下垂而减压通道的位置发生变化。
[0040]
另外,本发明的开闭构件中,
[0041]
在所述容器本体的外周上侧形成有向径向外侧伸出的伸出部,
[0042]
在所述第二握持部的内周上侧形成有凹部,所述凹部在利用所述开闭构件将所述容器本体的所述开口闭合时与所述伸出部卡合。
[0043]
由此,可确实地将盖子密闭。
[0044]
另外,本发明的开闭构件中,
[0045]
所述顶面部的上表面相对于所述第一握持部的上表面凹陷。
[0046]
由此,容易在盖子上积载容器。
[0047]
[发明的效果]
[0048]
根据本发明,可提供一种可通过自动清洗进行整体清洗的廉价的开闭构件。
附图说明
[0049]
图1是表示实施方式的容器的概要立体图。
[0050]
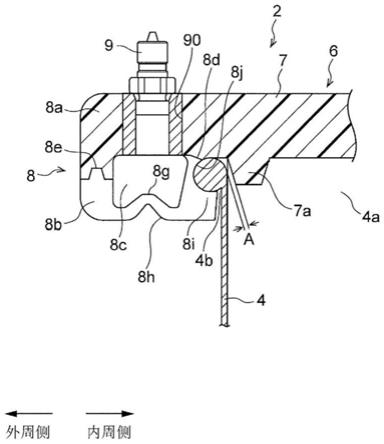
图2是表示实施方式的容器的盖子的主要部分的主要部分剖面图。
[0051]
图3是表示在实施方式的开闭机构中,通过开闭机器人来打开与关闭容器的盖子的状态的概要图。
[0052]
图4是用于说明在实施方式的开闭机构中,通过开闭机器人来打开与关闭容器的盖子的程序的图。
[0053]
图5是表示在实施方式的开闭机构中,打开容器的盖子时握持部的空间得到减压的状态的图。
[0054]
图6是表示在实施方式的开闭机构中,关闭容器的盖子时握持部的空间得到减压的状态的图。
[0055]
图7是表示在实施方式的容器的内压上升时盖子的顶面部被上顶起而盖子无法脱落的情形的图。
[0056]
图8是在实施方式的容器的盖子中,在顶面部的上表面上形成有凹部的图。
[0057]
图9是表示在图8所示的容器的盖子中将容器堆积于盖子上的状态的图。
[0058]
图10是在实施方式的容器的盖子中,在顶面部的上表面上形成有凹部的图。
[0059]
图11是在实施方式的容器的盖子中,将凸状部的宽度大幅地扩展至盖子的中心侧的图。
[0060]
图12是在实施方式的容器的盖子中,在盖子上设置有包含金属的层的图。
[0061]
图13是在实施方式的容器的盖子中,在盖子的靠近表层处形成有包含金属的层的图。
[0062]
图14是在实施方式的容器的盖子中,在盖子的外表面上形成有包含金属的层的图。
[0063]
图15是表示现有的容器的盖子的主要部分的主要部分剖面图。
[0064]
[符号的说明]
[0065]
2、2':容器
[0066]
4:容器本体
[0067]
4a:开口
[0068]
4b:伸出部
[0069]
6、6'、106:盖子
[0070]
7、7':顶面部
[0071]
7a:凸状部
[0072]
7b:凹部
[0073]
8:握持部
[0074]
8a:第一握持部
[0075]
8b:第二握持部
[0076]
8c:空间
[0077]
8d、8e:接合部
[0078]
8g:内侧突出部
[0079]
8h:突出底部
[0080]
8i:颚部
[0081]
8j:凹部
[0082]
9:减压通道
[0083]
10:开闭机器人
[0084]
10a:握持部
[0085]
10b:臂
[0086]
10c:减压部
[0087]
10d:开闭部
[0088]
10e:引导件
[0089]
10f:上下活动部
[0090]
12:作业台
[0091]
14:架子
[0092]
16:包含金属的层
[0093]
90:流路
[0094]
108:管密封件
[0095]
a:间隙
具体实施方式
[0096]
以下,参照附图,针对本发明的实施方式的开闭构件,以在制药公司等固体制剂工厂中打开与关闭保管药片或药粉等固体制剂的小型罐的盖子的情况为例进行说明。图1是表示实施方式的容器的概要立体图,图2是表示本发明中的容器的主要部分的主要部分剖面图。如图1所示,容器2包括容器本体4以及盖子6(开闭构件)。
[0097]
容器本体4为由金属形成的有底且圆筒状的构件,在容器本体4的开口4a侧,形成有相对于容器本体4的外周面朝径向外侧伸出的剖面大致圆形形状的伸出部4b。
[0098]
另外,盖子6为通过装卸安装于容器本体4的开口4a来进行开口4a的开闭的圆盘状的构件,且例如为由硅酮、三元乙丙橡胶(ethylene propylene diene monomer,epdm)等橡胶材料形成的橡胶制的构件。所述盖子6包括:顶面部7、握持部8及减压部9。
[0099]
此处,如图2所示,顶面部7在堵塞了容器本体4的开口4a的关闭状态下覆盖开口
4a,并形成了圆盘状的盖子6的中央部分。另外,在顶面部7的内周侧的下方外缘,环状地形成有凸状部7a。
[0100]
握持部8为在顶面部7的外周延伸,且在关闭状态下握持容器本体4的开口端部的外周的部分。所述握持部8中包括从顶面部7延伸的第一握持部8a、位于第一握持部8a的下方的第二握持部8b。
[0101]
第一握持部8a由与顶面部7相同的橡胶材料无接缝地一体地成形,具有与顶面部7相同的硬度,且在下方安装有第二握持部8b。另外,在第一握持部8a的上方形成有用于装设减压通道9的流路90,空气经由减压通道9相对于后述的管状的空间8c出入。此外,第一握持部8a与第二握持部8b的内周侧的接合部8d在盖子6的成形时熔接。由此,可防止在向所述部分施加负载时第一握持部8a与第二握持部8b分开。此外,第一握持部8a与第二握持部8b的外周侧的接合部8e通过粘接剂粘接。
[0102]
另外,在第一握持部8a与第二握持部8b之间形成有管状的空间8c,管状的空间8c半包含于第二握持部8b中。如此,通过由第一握持部8a及第二握持部8b构成握持部8,可使容器2的密闭及密闭解除的结构变得简单。
[0103]
而且,在第二握持部8b的下端形成有呈剖面倒m字形状的内侧突出部8g及突出底部8h。此处,内侧突出部8g向空间8c的内侧突出,突出底部8h在空间8c的外侧形成底部。另外,在第二握持部8b包括向内周侧突出的颚部8i,在颚部8i的内周上侧形成有呈剖面大致半圆状凹陷的凹部8j。所述凹部8j在将盖子6闭合时与伸出部4b卡合。
[0104]
此处,第二握持部8b构成为内侧突出部8g与突出底部8h能够屈伸,通过使作为所述屈伸部的内侧突出部8g与突出底部8h屈伸,空间8c(第二握持部8b)弹性变形为收缩形状(参照图5的(b))及复原形状(图2的状态)。
[0105]
此外,为了使所述弹性变形变得容易,第二握持部8b由硬度比第一握持部8a小的橡胶材料形成(即,第一握持部8a的硬度比第二握持部8b的硬度大)。如此,通过使第二握持部8b容易弹性变形,可使容器2的密闭及密闭解除变得容易。
[0106]
另外,第二握持部8b在将盖子6闭合的情况下沿着容器本体4的外周面来配置,盖子6相对于容器本体4成为外嵌合。通过沿着形成于容器本体4的外周的伸出部4b来配置握持部8,在使容器本体4倾斜来排出制剂时,可防止制剂积存于容器本体4的内周缘周围。
[0107]
此外,第二握持部8b的内径形成得比容器本体4的外径小。由此,在第二握持部8b与伸出部4b卡合的状态下,容器本体4的外周面通过握持部8的收缩力而紧固,从而维持容器2的气密性。
[0108]
减压通道9为从第一握持部8a的顶面经由流路90贯通至管状的空间8c中的喷嘴,且通过减压通道9,后述的减压部10c(参照图5的(a))与空间8c连通。此外,所述减压通道9为金属制,但粘接(熔接)于流路90的内周面上,制剂不会进入至粘接部分,因此在清洗时也不会从第一握持部8a取下。
[0109]
图3是表示在实施方式的包括盖子6的容器2中,通过开闭机器人10来打开与关闭容器2的盖子6的状态的概要图。如图3所示,盖子6的开闭是通过开闭机器人10将容器2载置于作业台12上来进行。开闭机器人10在下方包括握持容器2的握持部10a、使由握持部10a握持的容器2移动的臂10b、减压部10c以及开闭部10d,且包括使盖子6沿着在上下方向上延长的引导件10e上下移动的上下活动部10f(移动部)。
[0110]
此处,减压部10c在盖子6的开闭时装设于减压通道9,并经由减压通道9而进行握持部8的空间8c的减压。另外,开闭部10d包括吸盘等,吸附于盖子6的顶面上来进行盖子6的开闭。
[0111]
接着,对通过开闭机器人10来打开与关闭容器2的盖子6的程序进行说明。首先,如图4所示,在固体制剂工厂中,分别在规定的地方配置有开闭机器人10、收纳容器2的架子14、作业台12。此处,在打开容器2的盖子6的情况下,如图4的(a)所示,首先开闭机器人10使臂10b移动,通过握持部10a来握持陈列于架子14上的盖子6闭合的容器2。
[0112]
接着,开闭机器人10使臂10b移动来将容器2移载至作业台12上。此外,在此时间点,如图5的(a)所示,握持部8的凹部8j与容器本体4的伸出部4b卡合,容器2由盖子6密闭。接着,如图4的(b)所示,开闭机器人10使上下活动部10f沿着引导件10e下降。由此,开闭部10d与盖子6的顶面接触,并且减压部10c被装设于减压通道9。
[0113]
接着,如图5的(b)所示,开闭机器人10使减压部10c运转,经由减压通道9抽吸握持部8的空间8c内的流体,并对空间8c内进行减压(减压工序)。由此,空间8c成为负压,第二握持部8b的内侧突出部8g及突出底部8h向外周侧移动而空间8c弹性变形为收缩形状。因此,在凹部8j与伸出部4b之间形成间隙且两者的密接状态被解除,从而能够从容器本体4取下盖子6。
[0114]
在此状态下,开闭机器人10通过开闭部10d来吸附盖子6的顶面,并使上下活动部10f沿着引导件10e上升而使盖子6从容器本体4的开口4a移动,从而打开容器2的盖子6(打开步骤)。
[0115]
另一方面,在关闭容器2的盖子6的情况下,开闭机器人10将盖子6空缺的容器2、即容器本体4移载至作业台12上,并使将顶面吸附于开闭部10d上的状态的盖子6位于容器本体4的正上方。接着,如图6的(a)所示,开闭机器人10在所述状态下使减压部10c运转,经由减压通道抽吸握持部8的空间8c内的流体,对握持部8的空间8c进行减压(减压工序)。由此,空间8c成为负压,空间8c收缩。
[0116]
接着,如图6的(b)所示,开闭机器人10直接使上下活动部10f沿着引导件10e下降,而将盖子6盖在容器本体4的开口4a上(闭塞步骤)。在此情况下,由于为空间8c收缩且第二握持部8b变形的状态,因此不存在颚部8i的下端碰撞伸出部4b而妨碍关闭盖子6的动作的情况。此外,在关闭盖子6时,容器本体4为金属制,与此相对,盖子6由橡胶材料形成,因此避免金属彼此的接触并抑制金属粉的产生,从而可防止金属粉混入至容器本体4内所收容的制剂中。若将盖子6盖在容器本体4的开口4a上而通过盖子6来堵塞开口4a,则开闭机器人10停止利用减压部10c进行的减压(停止工序)。
[0117]
若利用减压部10c进行的减压停止,则流体(外部空气)经由减压通道9而流入至空间8c内,由此,空间8c从负压的状态恢复压力,第二握持部8b的剖面形状复原成原来的状态(参照图5的(a))。在此情况下,内侧突出部8g与突出底部8h向内周侧移动而空间8c弹性变形为复原形状,伸出部4b与凹部8j卡合而密接,由盖子6闭塞的容器本体4成为气密状态(气密工序)。此外,在容器本体4成为气密状态的复原形状下,空间8c的内压与握持部8的外压成为均等(空间8c的内压与大气压相等),可防止容器2内的流体的泄漏。另外,第二握持部8b以通过复原形状来使容器2成为气密状态,另一方面,通过收缩形状来解除容器2的气密状态的方式构成。
[0118]
根据本实施方式的开闭构件,构成盖子6的顶面部7与握持部8的任一者均由橡胶材料形成,由此,如图15所示,不需要如包括金属制的盖子106与树脂制的管密封件108此两部分结构的情况那样在清洗时拆下金属部分,能够一体地处理开闭构件,因此可通过自动清洗进行整体清洗。另外,由于构成盖子6的顶面部7与握持部8均并非金属制而是橡胶材料,因此可最终使制造成本廉价。另外,由于利用握持部8的弹力紧固容器本体4来将内部密闭,因此,与图15所示那样的利用管密封件108的复原压力按压伸出部4b的情况相比,可减轻流体的泄漏引起的密闭度的降低。
[0119]
另外,通过在盖子6的开闭时对第二握持部8b的空间8c进行减压而成为负压,可将盖子6装卸安装于容器本体4,因此可使容器2的密闭及密闭解除的结构变得简单,从而可使盖子6的开闭作业变得容易。另外,由于不经由夹圈,因此可通过一台开闭机器人10来进行盖子6的开闭,而可减少配置于固体制剂工厂中的机器人的费用。
[0120]
另外,如图7的(a)所示,当容器2'的内压上升时,在顶面部7'为金属制的情况下,盖子6'直接浮起而从容器本体4'脱落,但如图7的(b)所示,通过将容器2的顶面部7与握持部8此两者设为橡胶制,顶面部7以凹部8j为支点被顶起,从而可防止盖子6从容器本体4脱落。另外,当容器2的内压上升时,颚部8i进入至内周侧,以从下夹住伸出部4b的方式进行握持,因此可提高容器2的耐压性。
[0121]
此外,在所述实施方式中,如图8所示,也可使顶面部7的上表面相对于第一握持部8a的上表面低一级。即,也可在顶面部7的上表面上形成凹部7b。由此,如图9所示,可容易将容器本体4积载于盖子6上。在此情况下,也可调整凹部7b的深度,如图10所示,使凹部7b的深度比图8所示的深度浅。另外,也可如图11所示,将凸状部7a的宽度大幅地扩展至盖子6的中心侧。
[0122]
另外,如图12所示,也可在第一握持部8a及顶面部7上设置包含金属的层16。由此,可增强盖子6的强度,例如在盖子6上进一步积载了容器本体4的情况下,也使盖子6不弯曲。另外,可防止握持部8下垂而减压通道9朝向外周侧倾斜,从而减压部10c无法装设于减压通道9的事态。此外,在此情况下,通过设置包含金属的层16来确保盖子6的刚性,因此可使第一握持部8a、第二握持部8b及顶面部7的硬度、即橡胶材料的硬度全部相同。
[0123]
此外,包含金属的层16未必需要设置于第一握持部8a及顶面部7的较深的位置,例如,也可如图13所示,在靠近表层处形成,或者,也可如图14所示,设置于第一握持部8a及顶面部7的外表面上。在此情况下,包含金属的层16的端部可嵌入至盖子6内。由此,在盖子6的外表面上不形成金属与橡胶材料的接缝,在盖子6的外表面上不存在制剂残留的余地。
[0124]
另外,在所述实施方式中,对通过开闭机器人10来打开与关闭盖子6的情况进行了说明,但并不限定于此。例如,也可通过作业者以手工作业来打开与关闭盖子6。在此情况下,图2所示的凸状部7a具有调芯功能。例如,在利用人的手将盖子6载置于开口4a上时,若盖子6偏移,则凸状部7a位于伸出部4b上,平衡被破坏而晃动,从而使作业者感知到倾斜地安装了盖子6。当凸状部7a全部位于伸出部4b内时,盖子6闭合,晃动消失。由此,容易进行盖子6的对位。此外,关闭状态下的伸出部4b与凸状部7a之间的间隙a(参照图2)优选为1.5mm以下,但若为1mm以下,则更优选。
[0125]
此外,在所述实施方式中,以在下端具有呈剖面倒m字形状的内侧突出部8g以及形成有突出底部8h的第二握持部8b的握持部8为例进行了说明,但握持部8的形状只要可在将
盖子6闭合时将容器2密闭,则也可未必具有所述形状,例如相当于第二握持部8b的部分的形状也可为剖面大致圆形形状。
[0126]
在所述实施方式中,对在将盖子6闭合时沿着容器本体4的外周面来配置握持部8的情况进行了说明,但并不限定于此。也可在将盖子6闭合时沿着容器本体4的内周面来配置握持部8。
[0127]
另外,在所述实施方式中,包含金属的层16未必限定为金属,只要可使盖子6不弯曲即可,只要由具有至少比橡胶材料大的硬度的高硬度构件形成即可。具体而言,优选为由具有比顶面部7或握持部8的硬度大的硬度的构件形成。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1