一种基于超声波的力控制夹持装置与方法
1.本发明属于自动化装配领域,针对精密柔性零件难以可靠夹持的问题,提出了一种基于超声波的力控制夹持装置与方法。
背景技术:
2.精密柔性零件广泛应用于各种仪器仪表和精密机械等领域。对于复杂结构的精密柔性零件,其在装配过程中的变形会严重影响装配质量。特殊情况下,受结构尺寸和装配要求的限制,吸附式取送零件的方法难以满足要求。因此,采用夹持装置对精密柔性零件进行夹取和输送是解决上述问题的有效途径之一。然而,采用夹持装置对精密柔性零件进行夹取时,夹持力的微弱变化就会导致零件的显著变形,从而致使装配任务失败。所以,寻找一种简单可行且能够达到夹持力精确控制的夹持装置,实现精密柔性零件的可靠夹持是必要的。
技术实现要素:
3.本发明要解决的问题是克服现有技术的缺陷,发明了一种基于超声波的力控制夹持装置,可以实现夹持力的精确测量,以提高精密柔性零件的夹持可靠性。
4.本发明的目的是这样实现的:包括定位基座、右测力夹指、精密电动夹爪、左测力夹指和控制回路,定位基座上设置有定位销c,精密柔性零件端部设置有与定位销c配合的一组通孔d;所述的右测力夹指和左测力夹指相对设置,均包括转接板、弹性夹持块、后压块、前压块和超声波传感器,转接板通过螺栓固定安装在精密电动夹爪的对应的夹爪上;前压块和后压块通过螺栓将弹性夹持块压紧固定在转接板上;超声波传感器通过胶粘固定在弹性夹持块的底部凹槽内;所述右测力夹指和左测力夹指在闭合状态下的接触界面与精密柔性零件的对称面重合,夹指在闭合过程中两个弹性夹持块同时与精密柔性零件接触;所述控制回路包括pc机、超声信号卡、两个超声波传感器、运动控制卡、步进电机驱动器,所述的超声信号卡和运动控制卡位于pc机中;两个超声波传感器与超声信号卡相连;所述的步进电机驱动器通过导线与运动控制卡和精密电动夹爪相连。
5.本发明还包括这样一些结构特征:
6.1.两个超声波传感器测得的超声波信号通过控制回路发送至pc机;然后通过超声波信号的幅值与夹紧力之间的关系自动计算出夹紧力的小;根据夹紧力的要求调整电动夹爪的开合,直至达到要求的夹紧力。
7.2.采用所述的基于超声波的力控制夹持装置进行夹紧力精确控制的方法,包括以下步骤:
8.第一步:零件上料,
9.将精密柔性零件放置在定位基座上,使精密柔性零件端部的一组通孔d与定位基座上的一组定位销c间隙配合,实现精密柔性零件的上料和定位;
10.第二步:夹紧力测量,
11.精密电动夹爪驱动左测力夹指和右测力夹指闭合,夹紧精密柔性零件;两个超声波传感器发射出的超声波信号分别在弹性夹持块上的阵列孔处反射;反射回的超声波信号分别被两个超声波传感器接收,并经控制回路传输给pc机;将反射信号的幅值代入根据标定实验确定的超声波反射信号幅值与夹紧力之间的关系即可得到夹紧力的大小;
12.第三步:夹紧力调整,
13.pc机计算出实时夹紧力与预设夹紧力之间的差值,并根据差值的大小和正负确定精密电动夹爪的开合;在调整过程中,根据第二步所述方法实时测量夹紧力,并计算实时夹紧力与预设夹紧力之间的差值,并对精密电动夹爪进行开合控制,直至差值大小在允许误差内时停止夹紧力的调整。
14.与现有技术相比,本发明的有益效果是:(1)采用超声波进行夹紧力的测量,不仅具有很高的测量精度和分辨率,而且可是实现夹紧力的快速实时测量,提高夹紧力的调整精度和精密柔性零件2的夹持可靠性;(2)装置中的精密电动夹爪4具有很高的重复定位精度可以保证夹紧力的精确调整。
附图说明
15.图1为精密柔性零件的结构示意图;
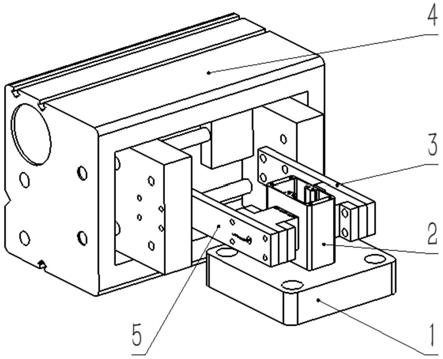
16.图2为装置的整体结构示意图;
17.图3为右测力夹指的结构示意图;
18.图4为左测力夹指的结构示意图;
19.图5为定位基座的结构示意图;
20.图6为电动夹爪的结构示意图;
21.图中:1定位基座;2精密柔性零件;3右测力夹指;3
‑
1转接板a;3
‑
2弹性夹持块a;3
‑
3后压块a;3
‑
4前压块a;3
‑
5超声波传感器a;4精密电动夹爪;4
‑
1右夹爪;4
‑
2左夹爪;5左测力夹指;5
‑
1转接板b;5
‑
2弹性夹持块b;5
‑
3后压块b;5
‑
4前压块b;5
‑
5超声波传感器b。
具体实施方式
22.下面结合附图与具体实施方式对本发明作进一步详细描述。
23.结合图1至图6,本发明所述的基于超声波的力控制夹持装置包括定位基座1、右测力夹指3、精密电动夹爪4、左测力夹指5和控制回路。
24.所述的定位基座1上有一组规律分布的定位销c,精密柔性零件2端部的一组通孔d与定位销c间隙配合,实现精密柔性零件2的定位。
25.所述的右测力夹指3包括转接板a3
‑
1、弹性夹持块a3
‑
2、后压块a3
‑
3、前压块a3
‑
4和超声波传感器a3
‑
5。所述的转接板a3
‑
1通过螺栓固定安装在精密电动夹爪4的右夹爪4
‑
1上;前压块a3
‑
3和后压块a3
‑
4通过螺栓将弹性夹持块a3
‑
2压紧固定在转接板a3
‑
1上;超声波传感器a3
‑
5通过胶粘固定在弹性夹持块a3
‑
2的底部凹槽内。
26.所述的左测力夹指5包括转接板b5
‑
1、弹性夹持块b5
‑
2、后压块b5
‑
3、前压块b5
‑
4和超声波传感器b5
‑
5。所述的转接板b5
‑
1通过螺栓固定安装在精密电动夹爪4的左夹爪4
‑
2上;前压块b5
‑
3和后压块b5
‑
4通过螺栓将弹性夹持块b5
‑
2压紧固定在转接板b5
‑
1上;超声波传感器b5
‑
5通过胶粘固定在弹性夹持块b5
‑
2的底部凹槽内。
27.所述的右测力夹指3和左测力夹指5在闭合状态下的接触界面与精密柔性零件2的对称面重合,保证夹指在闭合过程中柔性夹持块a3
‑
2和柔性夹持块b5
‑
2同时与精密柔性零件2接触,避免因偏载夹持而损伤零件的情况出现。
28.所述的控制回路包括pc机,超声信号卡,超声波传感器a3
‑
5、超声波传感器b5
‑
5,运动控制卡,步进电机驱动器,精密电动夹爪4。所述的超声信号卡和运动控制卡位于pc机中;超声波传感器a3
‑
5和超声波传感器b5
‑
5与超声信号卡相连;所述的步进电机驱动器通过导线与运动控制卡和精密电动夹爪4相连。超声波传感器a3
‑
5和超声波传感器b5
‑
5测得的超声波信号通过控制回路发送至pc机;然后通过超声波信号的幅值与夹紧力之间的关系自动计算出夹紧力的小;最后,根据夹紧力的要求调整电动夹爪4的开合,直至达到要求的夹紧力。
29.其测量原理:精密电动夹爪4驱动左测力夹指3和右测力夹指5闭合,夹紧精密柔性零件2;夹紧状态下弹性夹持块a3
‑
2和弹性夹持块b5
‑
2产生弹性变形,导致弹性夹持块a3
‑
2上的阵列孔a和弹性夹持块b5
‑
2上的阵列孔b产生变形;超声波传感器a3
‑
5和超声波传感器b5
‑
5发射出的超声波信号分别在阵列孔a和阵列孔b处发生反射;夹紧力不同,阵列孔a和阵列孔b的变形就会不同,阵列孔a和阵列孔b反射回的超声波信号的幅值也会不同;将反射信号的幅值代入根据标定实验确定的超声波反射信号幅值与夹紧力之间的关系即可得到夹紧力的大小;根据夹紧力与预设夹紧力之间差值的大小和正负控制精密电动夹爪4的开合,实现夹紧力的精确控制,最终达到预设夹紧力。
30.上述基于超声波的力控制夹持装置进行夹紧力精确控制的方法,包括以下步骤:
31.第一步,零件上料
32.将精密柔性零件2放置在定位基座1上,使精密柔性零件2端部的一组通孔d与定位基座1上的一组定位销c间隙配合,实现精密柔性零件2的上料和定位;
33.第二步,夹紧力测量
34.精密电动夹爪4驱动左测力夹指3和右测力夹指5闭合,夹紧精密柔性零件2;超声波传感器a3
‑
5和超声波传感器b5
‑
5发射出的超声波信号分别在弹性夹持块a3
‑
2上的阵列孔a和弹性夹持块b5
‑
2上的阵列孔b处反射;反射回的超声波信号分别被超声波传感器a3
‑
5和超声波传感器b5
‑
5接收,并经控制回路传输给pc机;将反射信号的幅值代入根据标定实验确定的超声波反射信号幅值与夹紧力之间的关系即可得到夹紧力的大小;
35.第三步,夹紧力调整
36.pc机计算出实时夹紧力与预设夹紧力之间的差值,并根据差值的大小和正负确定精密电动夹爪4的开合;在调整过程中,根据第二步所述方法实时测量夹紧力,并计算实时夹紧力与预设夹紧力之间的差值,并对精密电动夹爪4进行开合控制,直至差值大小在允许误差内时停止夹紧力的调整。
37.综上,本发明属于自动化装配领域,提供一种基于超声波的力控制夹持装置与方法,可通过超声波实现夹紧力的实时精确测量,保证夹紧力的精确控制和精密柔性零件的可靠夹持。该装置中的定位基座将精密柔性零件进行定位;精密电动夹爪驱动左测力夹指和右测力夹指夹紧精密柔性零件;夹紧状态下,超声波传感器发射超声波信号,并被弹性夹持块中变形后的阵列孔反射;超声波反射信号被超声波传感器接收,经控制回路传输给pc机;将反射信号的幅值代入根据标定实验确定的超声波反射信号幅值与夹紧力之间的关系
即可得到夹紧力的大小;根据夹紧力与预设夹紧力之间差值的大小和正负控制精密电动夹爪的开合,实现夹紧力的精确控制,最终达到预设夹紧力。本发明可以实现精密柔性零件夹紧力的测量和控制,测量精度高、控制精度高、响应快、自动化程度高,可适用于精密柔性零件的装配中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1