用于人机协作保险杠智能生产线的胎膜移动工装的制作方法
1.本发明涉及保险杠生产领域技术,尤其是指一种用于人机协作保险杠智能生产线的胎膜移动工装。
背景技术:
2.汽车保险杠是吸收和减缓外界冲击力、防护车身前后部的安全装置。许多年以前汽车前后保险杠是用钢板冲压成槽钢,与车架纵梁铆接或焊接在一起的,与车身有一段较大的间隙,看上去十分不美观。
3.汽车保险杠成型后,需要装配各种工件,例如雷达、大灯、雾灯等,为此需要而先加工出雷达支架、大灯支架、雾灯支架等多种安装位,这些支架均是半成品经过粘贴定位焊接后,与汽车保险杠形成一体的。传统加工方法是人工完成,然而人工生产效率低下,且焊接组装质量会因为不同技术人员的工作经验而变,成品质量不稳定。随着自动化装配的快速发展,出现了流水线加工方式,流水线上有装配工位、冲孔工位、焊接工位等,汽车保险杠在流水线上从上一个工位流到下一个工位,逐步完成加工。
4.然而,目前的生产流水线其使用的胎膜工装不能自主移动,并且不能根据需要进行旋转和翻转等动作,无法配合机器人完成全方位的生产组装,从而降低了生产效率。因此,有必要研究一种方案以解决上述问题。
技术实现要素:
5.有鉴于此,本发明针对现有技术存在之缺失,其主要目的是提供一种用于人机协作保险杠智能生产线的胎膜移动工装,其可自主移动,能够配合机器人完成全方位的生产组装。
6.为实现上述目的,本发明采用如下之技术方案:一种用于人机协作保险杠智能生产线的胎膜移动工装,其设置在人机协作保险杠智能生产线对应的导轨上,包括有底座、水平旋转座、上下翻转座以及与保险杠相适配的胎膜本体;该底座的底部设置有多个与导轨相适配的滚轮,底座上设置有带动滚轮转动的第一驱动机构;该水平旋转座可水平来回旋转地设置于底座上并位于底座的上方,底座上设置有带动水平旋转座来回旋转的第二驱动机构;该上下翻转座可上下来回翻转地设置于水平旋转座上,水平旋转座上设置有带动上下翻转座上下来回翻转的第三驱动机构;该胎膜本体设置于上下翻转座上。
7.作为一种优选方案,所述水平旋转座为一体式u形结构,其具有一第一容置空间,该上下翻转座位于第一容置空间中,水平旋转座的底部中心与第二驱动机构安装连接。
8.作为一种优选方案,所述上下翻转座为组合式u形结构,其具有一第二容置空间,该胎膜本体位于第二容置空间中,上下翻转座的两端与水平旋转座的两端铰接,该第三驱动机构设置于水平旋转座的一端。
9.作为一种优选方案,所述底座上设置有电源控制器,该电源控制器连接胎膜本体、
第一驱动机构、第二驱动机构和第三驱动机构。
10.本发明与现有技术相比具有明显的优点和有益效果,具体而言,由上述技术方案可知:通过利用第一驱动机构带动滚轮转动,使得本工装可自主移动,同时利用第二驱动机构带动水平旋转座在水平方向来回转动,利用第三驱动机构带动上下翻转座上下来回翻转,使得胎膜本体可根据需要进行旋转和翻转,以配合机器人完成全方位的生产组装,从而有效提高生产效率,为生产作业带来便利。
11.为更清楚地阐述本发明的结构特征和功效,下面结合附图与具体实施例来对本发明进行详细说明。
附图说明
12.图1是本发明之较佳实施例的立体示意图;图2是本发明之较佳实施例另一角度的立体示意图;图3是本发明之较佳实施例的主视图;图4是本发明之较佳实施例的俯视图;图5是本发明之较佳实施例的侧视图;图6是本发明之较佳实施例中胎膜移动工装的放大示意图。
13.附图标识说明:10、机架
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11、下导轨12、上导轨
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
101、放件工位102、取件工位
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
103、第一工位104、第二工位
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
105、第三工位20、第一机器人
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
30、第二机器人40、第三机器人
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
50、胎膜移动工装51、底座
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
52、水平旋转座53、上下翻转座
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
54、胎膜本体55、滚轮
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
56、第一驱动机构57、第二驱动机构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
58、第三驱动机构59、电源控制器
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
501、第一容置空间502、第二容置空间
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
60、第一升降台61、第一导轨
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
70、第二升降台71、第二导轨
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
80、保险杠90、人机控制界面。
具体实施方式
14.请参照图1至图6所示,其显示出了本发明之较佳实施例一种人机协作保险杠智能生产线的具体结构,包括有机架10、第一机器人20、第二机器人30、第三机器人40以及多个胎膜移动工装50。
15.该机架10上设置有下导轨11和上导轨12,该上导轨12位于下导轨11的正上方,该
机架10上具有放件工位101、取件工位102、第一工位103、第二工位104和第三工位105;该放件工位101和取件工位102分别位于机架10的两端,该放件工位101中设置有第一升降台60,第一升降台60上具有可与下导轨11的一端和上导轨12的一端彼此分离或对接的第一导轨61,该取件工位102中设置有第二升降台70,第二升降台70上具有可与下导轨11的另一端和上导轨12的另一端彼此分离或对接的第二导轨71,该第一工位103、第二工位104和第三工位105依次排布在下导轨11的前侧并位于放件工位101和取件工位102之间的前侧;在本实施例中,该机架10为钢架焊接结构。
16.该第一机器人20、第二机器人30和第三机器人40分别设置于第一工位103、第二工位104和第三工位105中。
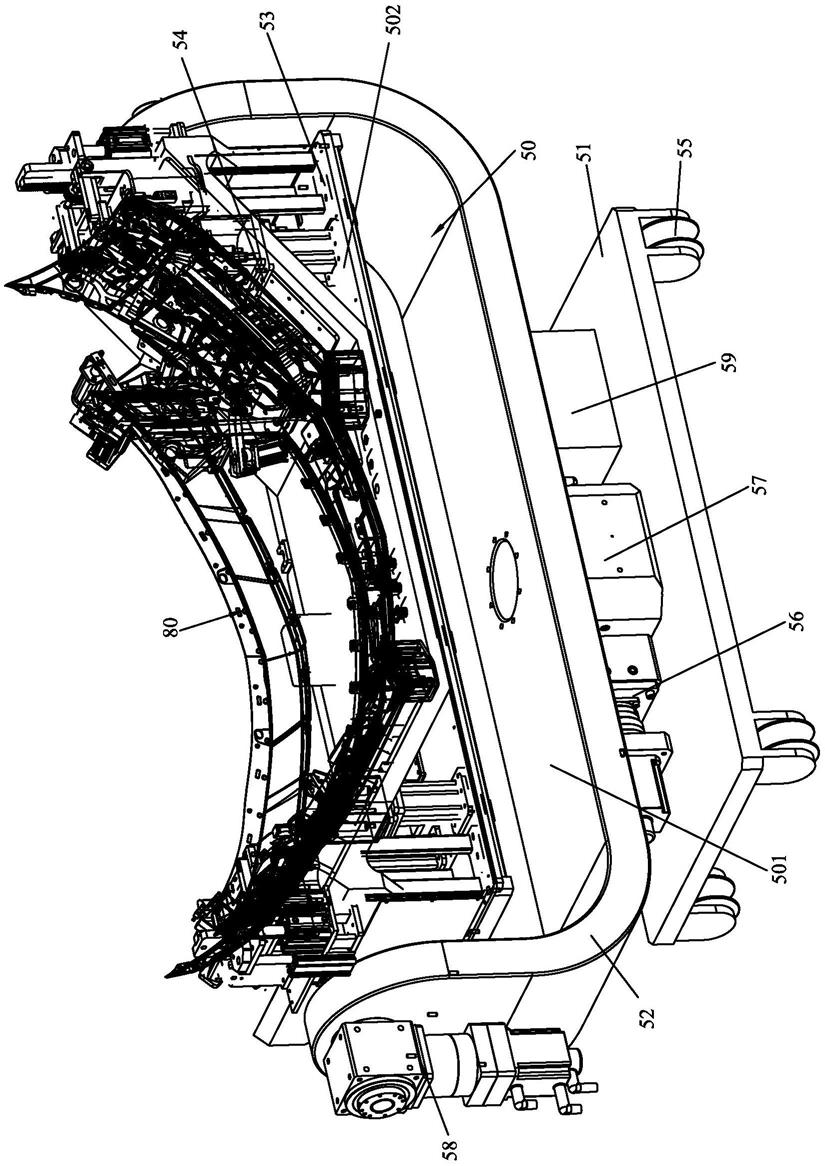
17.该多个胎膜移动工装50设置在对应的导轨并均沿第一导轨61、下导轨11、第二导轨71和上导轨12依次循环活动。具体而言,所述胎膜移动工装50包括有底座51、水平旋转座52、上下翻转座53以及与保险杠80相适配的胎膜本体54;该底座51的底部设置有多个与各导轨相适配的滚轮55,底座51上设置有带动滚轮55转动的第一驱动机构56;该水平旋转座52可水平来回旋转地设置于底座51上并位于底座51的上方,底座51上设置有带动水平旋转座52来回旋转的第二驱动机构57;该上下翻转座53可上下来回翻转地设置于水平旋转座52上,水平旋转座52上设置有带动上下翻转座53上下来回翻转的第三驱动机构58;该胎膜本体54设置于上下翻转座53上。
18.在本实施例中,该底座51为方形板状,该滚轮55为四个,其分别位于底座51各个边角处的下方;该第一驱动机构56为电机驱动机构;所述水平旋转座52为一体式u形结构,其具有一第一容置空间501,该上下翻转座53位于第一容置空间501中,水平旋转座52的底部中心与第二驱动机构57安装连接,该第二驱动机构57为电机驱动机构。所述上下翻转座53为组合式u形结构,其具有一第二容置空间502,该胎膜本体54位于第二容置空间502中,上下翻转座53的两端与水平旋转座52的两端铰接,该第三驱动机构58设置于水平旋转座52的一端,第三驱动机构58为电机驱动机构。
19.以及,所述底座51上设置有电源控制器59,该电源控制器59连接胎膜本体54、第一驱动机构56、第二驱动机构57和第三驱动机构58;所述放件工位101的侧旁设置有人机控制界面90,该人机控制界面90与电源控制器59无线通讯连接并与第一机器人20、第二机器人30和第三机器人40连接。
20.本发明还公开了一种人机协作保险杠智能生产方法,采用前述人机协作保险杠智能生产线,包括有以下步骤:(1)启动生产线,其中一胎膜移动工装50移动至第一升降台60上,且第一升降台60下降到位,接着,人工将保险杠本体放置在胎膜移动工装50的胎膜本体54上。
21.(2)胎膜移动工装50从第一导轨61移动至下导轨11上,然后胎膜移动工装50沿下导轨11移动并靠近第一机器人20。
22.(3)第一机器人20自动抓取前导流板并将前导流板放置在保险杠本体上,接着人工放置蒙皮在前导流板上,然后,由第一机器人20压紧安装前导流板。
23.(4)胎膜移动工装50沿下导轨11移动并靠近第二机器人30,该第二机器人30自动抓取左右雾灯并放置于蒙皮对应的位置上,然后,第二机器人30自动安装螺钉。
24.(5)胎膜移动工装50沿下导轨11移动并靠近第三机器人40,该第三机器40人自动
安装拉铆螺母,从而形成保险杠成品。
25.(6)胎膜移动工装50沿下导轨11移动至第二升降台70的第二导轨71上,接着,由人工将保险杠成品取下。
26.(7)第二升降台70上升至最高位置,然后胎膜移动工装50移至上导轨12上,胎膜移动工装50沿上导轨12移动至第一升降台60的第一导轨61上,此时,即可重复前述动作进行下一个保险杠80的生产组装。
27.本发明的设计重点在于:通过利用第一驱动机构带动滚轮转动,使得本工装可自主移动,同时利用第二驱动机构带动水平旋转座在水平方向来回转动,利用第三驱动机构带动上下翻转座上下来回翻转,使得胎膜本体可根据需要进行旋转和翻转,以配合机器人完成全方位的生产组装,从而有效提高生产效率,为生产作业带来便利。
28.以上所述,仅是本发明的较佳实施例而已,并非对本发明的技术范围作任何限制,故凡是依据本发明的技术实质对以上实施例所作的任何细微修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1