一种双工位收线机的制作方法
1.本发明涉及一种双工位收线机,属于包装生产线领域。
背景技术:
2.为使钢丝绳于运输过程中不倒塌,并提升产品外观质量,需对产品进行z2回倒(所 述z2产品,即为相对于普通钢丝绳盘,截面呈规则矩形的钢丝绳盘,在外观及堆叠运 输上,z2产品有着规整美观、不易倒塌等优势),其中,收线机则是z2回倒生产线中 的设备之一,其主要用于卷绕产品。
3.现有的双工位收线机在工作过程中,频繁卸料时消耗大量的时间,降低了工作效率, 故为了降低工人劳动强度,提高生产效率,需设计一种双工位收线机。
技术实现要素:
4.本发明要解决的技术问题是:为了克服现有技术的不足,提供一种双工位收线机。
5.本发明解决上述问题所采用的技术方案为:一种双工位收线机,包括回转筒体和两 个收线组件,所述回转筒体竖向设置,所述回转筒体上水平穿设有连接轴,所述连接轴 的轴线与回转筒体的竖向轴线相交,所述连接轴上传动连接有驱动组件,所述回转筒体 的底部传动连接有转向电机,两个收线组件分别设置在连接轴的两端。
6.作为优选,两个收线组件关于回转筒体的竖向轴线对称。
7.作为优选,所述收线组件包括套管、离合器和固定盘,所述套管同轴活动套设在连 接轴上,所述固定盘同轴固定套设在套管上,所述离合器包括压盘和飞轮,所述飞轮安 装在连接轴上,所述飞轮位于套管的靠近回转筒体的一侧,所述压盘位于飞轮和套管之 间,所述压盘安装在套管的一端,所述压盘与飞轮之间设有间隙,所述连接轴的两端均 设置有与连接轴同轴的盲孔,所述盲孔内设置有弹簧和收线轴承,所述弹簧的一端通过 收线轴承与盲孔的内壁连接,所述弹簧的另一端与套管连接,所述固定盘的远离回转筒 体的一侧周向均匀设置有多个内圆板。
8.作为优选,所述双工位收线机上还设置有与连接轴同轴的挤压盘,所述挤压盘位于 内圆板的远离回转筒体的一侧,所述挤压盘的远离回转筒体的一侧设置有与连接轴同轴 的第一气缸,所述挤压盘通过转动轴承设置在第一气缸的伸缩端。
9.作为优选,所述挤压盘上设置有防滑纹。
10.作为优选,各连接轴上均设置有两个辅助组件,所述辅助组件与固定盘一一对应, 所述辅助组件位于固定盘的远离回转筒体的一侧,所述内圆板与固定盘固定盘铰接,所 述辅助组件与内圆板连接。
11.作为优选,所述辅助组件包括第二滑块和第四气缸,所述第二滑块套设在套管上, 所述第二滑块上设置有多个连杆,多个连杆与多个内圆板一一对应,所述内圆板与固定 盘铰接,所述内圆板通过连杆与第二滑块铰接,所述第四气缸的缸体与套管连接,所述 连接轴和第四气缸的缸体之间设置有连接块,所述连接块与连接轴之间设有间隙,所述 第四气
缸的活塞、第二滑块和弹簧的远离收线轴承的一端均与连接块连接。
12.作为优选,所述连接块与第四气缸的缸体抵靠。
13.作为优选,所述驱动组件包括收线驱动轮、收线从动轮和收线传动带,所述收线从 动轮安装在连接轴上,所述收线驱动轮通过收线电机驱动,所述收线驱动轮通过收线传 动带与收线从动轮连接。
14.作为优选,双工位收线机工作步骤为:将靠近回转筒体竖向轴线方向定义为内侧, 反之则定义为外侧,通过第一气缸推动挤压盘向内移动,从而使挤压盘与内圆板抵靠并 挤压,从而形成一工字轮结构,随着第一气缸继续推动挤压盘向内移动,则通过内圆板 带动固定盘向内移动,固定盘的移动带动套管同步移动,而套管的移动则可以带动飞轮 同步移动,当飞轮与压盘抵靠时,实现离合器的闭合,同时,套管的移动使弹簧产生形 变,而产品则绕着连接轴的轴线卷绕在与挤压盘抵靠的内圆板上,此时,通过收线电机 驱动收线驱动轮转动,且通过收线传动带带动收线从动轮,收线从动轮的转动则可以带 动连接轴转动,连接轴的转动通过压盘带动飞轮同步转动,飞轮的转动则使套管带动固 定盘转动,固定盘的转动带动内圆板转动并卷绕产品,而连接轴上另一个的固定盘,因 飞轮与压盘未闭合,则连接轴的转动无法带动固定盘转动,且通过收线轴承的特性防止 连接轴带动弹簧同步转动,从而实现同一连接轴上的两个固定盘中,一个固定盘带动内 圆板转动并卷绕产品,另一个固定盘上的内圆板处于静止状态,当内圆板上产品卷绕饱 和时,连接轴停止转动,且通过第一气缸带动挤压盘向外移动,使挤压盘与内圆板分离, 且通过弹簧的弹性作用,使套管带动固定盘向外移动,并使飞轮与压盘分离,之后,通 过转动组件使回转筒体转动度,从而可以使同一连接轴上的两个固定盘互换位置,接着, 则使未卷绕产品的固定盘通过内圆板继续卷绕产品,而此时静止状态的卷绕产品饱和的 固定盘实现卸料并将产品进入下一工序,节约了卸料时间,提高了工作效率,而且,双 工位收线机卸料时,向产品饱和处的第四气缸的缸体内充气,则可以使第四气缸的活塞 在气压的作用下带动连接块移动,并使弹簧产生形变,连接块的移动带动第二滑块同步 移动,第二滑块的移动通过连杆则带动内圆板在固定盘上向着靠近连接轴方向转动,从 而使固定盘上的内圆板形成锥度,以便于收卷完毕的产品卸下,卸料完毕后,第四气缸 缸体排气,此时,通过弹簧的弹性作用则使第四气缸的活塞反向移动实现复位,并通过 连接块带动第二滑块反向移动实现复位,第二滑块的复位通过连杆带动内圆板反向转动 实现复位。
15.与现有技术相比,本发明的优点在于:该双工位收线机采用双工位,可以在不停机 的状态下实现卸料,节约了卸料时间,进一步提高了工作效率,而且,通过內圆板形成 锥度,可以便于产品卸料;
附图说明
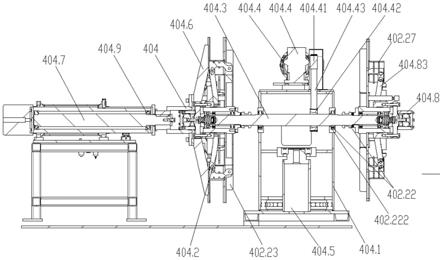
16.图1为本发明一种双工位收线机的的结构示意图;
17.图2为收线组件的结构示意图。
18.其中:双工位收线机404,回转筒体404.1,收线组件404.2,套管402.21,离合器 402.22,压盘402.221,飞轮402.222,固定盘402.23,盲孔402.24,弹簧402.25,收线 轴承402.26,内圆板402.27,连接轴404.3,驱动组件404.4,收线驱动轮404.41,收线 从动轮404.42,收线传动带404.43,收线电机404.44,转向电机404.5,挤压盘404.6, 第一气缸
404.7,辅助组件404.8,第二滑块404.81,第四气缸404.82,连杆404.83,连 接块404.84,转动轴承404.9,产品500。
具体实施方式
19.如图1—2所示,本实施例中的一种双工位收线机,包括回转筒体404.1和两个收线 组件404.2,所述回转筒体404.1竖向设置,所述回转筒体404.1上水平穿设有连接轴 404.3,所述连接轴404.3的轴线与回转筒体404.1的竖向轴线相交,所述连接轴404.3 上传动连接有驱动组件404.4,所述回转筒体404.1的底部传动连接有转向电机404.5, 两个收线组件404.2分别设置在连接轴404.3的两端。
20.将靠近回转筒体404.1竖向轴线方向定义为内侧,反之则定义为外侧,通过第一气 缸404.7推动挤压盘404.6向内移动,从而使挤压盘404.6与内圆板402.27抵靠并挤压, 从而形成一工字轮结构,随着第一气缸404.7继续推动挤压盘404.6向内移动,则通过 内圆板402.27带动固定盘402.23向内移动,固定盘402.23的移动带动套管404.21同步 移动,而套管404.21的移动则可以带动飞轮402.222同步移动,当飞轮402.222与压盘 402.221抵靠时,实现离合器402.22的闭合,同时,套管404.21的移动使弹簧402.25产 生形变,而产品500则绕着连接轴404.3的轴线卷绕在与挤压盘404.6抵靠的内圆板 402.27上,此时,通过收线电机404.44驱动收线驱动轮404.41转动,且通过收线传动 带404.43带动收线从动轮404.42,收线从动轮404.42的转动则可以带动连接轴404.3转 动,连接轴404.3的转动通过压盘402.221带动飞轮402.222同步转动,飞轮402.222的 转动则使套管404.21带动固定盘402.23转动,固定盘402.23的转动带动内圆板402.27 转动并卷绕产品500,而连接轴404.3上另一个的固定盘402.23,因飞轮402.222与压盘 402.221未闭合,则连接轴404.3的转动无法带动固定盘402.23转动,且通过收线轴承 402.26的特性防止连接轴404.3带动弹簧402.25同步转动,从而实现同一连接轴404.3 上的两个固定盘402.23中,一个固定盘402.23带动内圆板402.27转动并卷绕产品500, 另一个固定盘402.23上的内圆板402.27处于静止状态,当内圆板402.27上产品500卷 绕饱和时,连接轴404.3停止转动,且通过第一气缸404.7带动挤压盘404.6向外移动, 使挤压盘404.6与内圆板402.27分离,且通过弹簧402.25的弹性作用,使套管404.21 带动固定盘402.23向外移动,并使飞轮402.222与压盘402.221分离,之后,通过转动 组件404.5使回转筒体404.1转动180度,从而可以使同一连接轴404.3上的两个固定盘 402.23互换位置,接着,则使未卷绕产品500的固定盘402.23通过内圆板402.27继续 卷绕产品500,而此时静止状态的卷绕产品500饱和的固定盘402.23实现卸料并将产品 500进入下一工序,节约了卸料时间,提高了工作效率,而且,双工位收线机404卸料 时,向产品500饱和处的第四气缸404.82的缸体内充气,则可以使第四气缸404.82的 活塞在气压的作用下带动连接块404.84移动,并使弹簧402.25产生形变,连接块404.84 的移动带动第二滑块404.81同步移动,第二滑块404.81的移动通过连杆404.83则带动 内圆板402.27在固定盘402.23上向着靠近连接轴404.3方向转动,从而使固定盘402.23 上的内圆板402.27形成锥度,以便于收卷完毕的产品500卸下,卸料完毕后,第四气缸 404.82缸体排气,此时,通过弹簧402.25的弹性作用则使第四气缸404.82的活塞反向 移动实现复位,并通过连接块404.84带动第二滑块404.81反向移动实现复位,第二滑 块404.81的复位通过连杆404.83带动内圆板402.27反向转动实现复位。
21.作为优选,两个收线组件404.2关于回转筒体404.1的竖向轴线对称。
22.作为优选,所述收线组件404.2包括套管404.21、离合器402.22和固定盘402.23, 所述套管404.21同轴活动套设在连接轴404.3上,所述固定盘402.23同轴固定套设在套 管404.21上,所述离合器402.22包括压盘402.221和飞轮402.222,所述飞轮402.222 安装在连接轴404.3上,所述飞轮402.222位于套管404.21的靠近回转筒体404.1的一 侧,所述压盘402.221位于飞轮402.222和套管404.21之间,所述压盘402.221安装在 套管404.21的一端,所述压盘402.221与飞轮402.222之间设有间隙,所述连接轴404.3 的两端均设置有与连接轴404.3同轴的盲孔402.24,所述盲孔402.24内设置有弹簧 402.25和收线轴承402.26,所述弹簧402.25的一端通过收线轴承402.26与盲孔402.24 的内壁连接,所述弹簧402.25的另一端与套管404.21连接,所述固定盘402.23的远离 回转筒体404.1的一侧周向均匀设置有多个内圆板402.27。
23.作为优选,所述双工位收线机404上还设置有与连接轴404.3同轴的挤压盘404.6, 所述挤压盘404.6位于内圆板402.27的远离回转筒体404.1的一侧,所述挤压盘404.6 的远离回转筒体404.1的一侧设置有与连接轴404.3同轴的第一气缸404.7,所述挤压盘404.6通过转动轴承404.9设置在第一气缸404.7的伸缩端。
24.作为优选,所述挤压盘404.6上设置有防滑纹。
25.作为优选,各连接轴404.3上均设置有两个辅助组件404.8,所述辅助组件404.8与 固定盘402.23一一对应,所述辅助组件404.8位于固定盘402.23的远离回转筒体404.1 的一侧,所述内圆板402.27与固定盘固定盘402.23铰接,所述辅助组件404.8与内圆板 402.27连接。
26.作为优选,所述辅助组件404.8包括第二滑块404.81和第四气缸404.82,所述第二 滑块404.81套设在套管404.21上,所述第二滑块404.81上设置有多个连杆404.83,多 个连杆404.83与多个内圆板402.27一一对应,所述内圆板402.27与固定盘402.23铰接, 所述内圆板402.27通过连杆404.83与第二滑块404.81铰接,所述第四气缸404.82的缸 体与套管404.21连接,所述连接轴404.3和第四气缸404.82的缸体之间设置有连接块 404.84,所述连接块404.84与连接轴404.3之间设有间隙,所述第四气缸404.82的活塞、 第二滑块404.81和弹簧402.25的远离收线轴承402.26的一端均与连接块404.84连接。
27.作为优选,所述连接块404.84与第四气缸404.82的缸体抵靠。
28.作为优选,所述驱动组件404.4包括收线驱动轮404.41、收线从动轮404.42和收线 传动带404.43,所述收线从动轮404.42安装在连接轴404.3上,所述收线驱动轮404.41 通过收线电机404.44驱动,所述收线驱动轮404.41通过收线传动带404.43与收线从动 轮404.42连接。
29.作为优选,该双工位收线机工作步骤为:将靠近回转筒体404.1竖向轴线方向定义 为内侧,反之则定义为外侧,通过第一气缸404.7推动挤压盘404.6向内移动,从而使 挤压盘404.6与内圆板402.27抵靠并挤压,从而形成一工字轮结构,随着第一气缸404.7 继续推动挤压盘404.6向内移动,则通过内圆板402.27带动固定盘402.23向内移动,固 定盘402.23的移动带动套管404.21同步移动,而套管404.21的移动则可以带动飞轮 402.222同步移动,当飞轮402.222与压盘402.221抵靠时,实现离合器402.22的闭合, 同时,套管404.21的移动使弹簧402.25产生形变,而产品500则绕着连接轴404.3的轴 线卷绕在与挤
压盘404.6抵靠的内圆板402.27上,此时,通过收线电机404.44驱动收线 驱动轮404.41转动,且通过收线传动带404.43带动收线从动轮404.42,收线从动轮 404.42的转动则可以带动连接轴404.3转动,连接轴404.3的转动通过压盘402.221带动 飞轮402.222同步转动,飞轮402.222的转动则使套管404.21带动固定盘402.23转动, 固定盘402.23的转动带动内圆板402.27转动并卷绕产品500,而连接轴404.3上另一个 的固定盘402.23,因飞轮402.222与压盘402.221未闭合,则连接轴404.3的转动无法带 动固定盘402.23转动,且通过收线轴承402.26的特性防止连接轴404.3带动弹簧402.25 同步转动,从而实现同一连接轴404.3上的两个固定盘402.23中,一个固定盘402.23带 动内圆板402.27转动并卷绕产品500,另一个固定盘402.23上的内圆板402.27处于静 止状态,当内圆板402.27上产品500卷绕饱和时,连接轴404.3停止转动,且通过第一 气缸404.7带动挤压盘404.6向外移动,使挤压盘404.6与内圆板402.27分离,且通过 弹簧402.25的弹性作用,使套管404.21带动固定盘402.23向外移动,并使飞轮402.222 与压盘402.221分离,之后,通过转动组件404.5使回转筒体404.1转动180度,从而可 以使同一连接轴404.3上的两个固定盘402.23互换位置,接着,则使未卷绕产品500的 固定盘402.23通过内圆板402.27继续卷绕产品500,而此时静止状态的卷绕产品500饱 和的固定盘402.23实现卸料并将产品500进入下一工序,节约了卸料时间,提高了工作 效率,而且,双工位收线机404卸料时,向产品500饱和处的第四气缸404.82的缸体内 充气,则可以使第四气缸404.82的活塞在气压的作用下带动连接块404.84移动,并使 弹簧402.25产生形变,连接块404.84的移动带动第二滑块404.81同步移动,第二滑块 404.81的移动通过连杆404.83则带动内圆板402.27在固定盘402.23上向着靠近连接轴 404.3方向转动,从而使固定盘402.23上的内圆板402.27形成锥度,以便于收卷完毕的 产品500卸下,卸料完毕后,第四气缸404.82缸体排气,此时,通过弹簧402.25的弹 性作用则使第四气缸404.82的活塞反向移动实现复位,并通过连接块404.84带动第二 滑块404.81反向移动实现复位,第二滑块404.81的复位通过连杆404.83带动内圆板 402.27反向转动实现复位。
30.除上述实施例外,本发明还包括有其他实施方式,凡采用等同变换或者等效替换方 式形成的技术方案,均应落入本发明权利要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1