一种散料快速定量配料控制系统和方法与流程
1.本发明涉及一种散料快速定量配料控制系统和方法,是一种自动化运输的系统和方法,是一种用于散装物料自动装车的系统和工艺方法。
背景技术:
2.传统的物料装车系统智能化程度比较低,配料过程模式比较单一,并没有实现智能化配料,传统的配料模式是以8片配料闸板(四个配料闸门每个闸门两片闸板)为控制对象,使用固定的闸门开关组合方式将缓冲仓里的物料配到定量仓中,达到配料标载值,配料误差在0.1%左右。传统的缓冲仓需要将配料达到两倍以上的一个定量仓储料,才能够启动配料程序,这是由于缓冲仓设置四个配料闸门,尽管各个闸门上方的仓室没有分隔(有仓室底部设计为四个锥型体,有一定的分割,但大部分没有分割),但在放料过程中由于物料的本身的性质(如粒径大小、干湿程度等),以及堆放不均匀等复杂的原因,使各个闸门放料的速度并不完全相同,如果缓冲仓中的物料量不够充分,就会出现有闸门上方还堆积物料,而有的闸门已经放空了物料而空闲。
3.传统的四闸门八片闸板的装车站缓冲仓所采取的是固定配料模式,即开始开闸门为定量仓配料时,所有八片闸板全部开启,当达到一定装载阈值(装载阈值是事先确定的,这个阈值通常是配料快要达到完成的境地)后,即关闭部分闸板,例如先关闭四片闸板,减缓配料的速度,当达到第二个阈值(第二个阈值更加接近配料标载值)时再关闭部分闸板,如关闭三片闸板,之后当达到配料标载值时则关闭最后一片闸板。如前所述,由于种种原因,这种配料模式往往会导致配料过程中出现有的闸门虽然打开,但闸门上方物料不够,需等待补料的情况,而另外几个闸板上方还堆积大量物料,这一问题影响了配料的速度,进而影响了装车站的整体效率。而且,物料不足导致控制系统长期处于等待状态,也造成设备受损,寿命降低等问题。传统的解决方案是增加缓冲仓的储料量,无差别的提高所有闸板上方的物料储存量,以解决配料出现差距的问题。但这个解决方案却增加了缓冲仓的容量,在实际设计中增加了缓冲仓的高度,而缓冲仓高度的增加意味着钢结构总体的增加,包括高度和为稳定而增加副架的宽度,使装车站建造的总体成本明显增加,结果得不偿失。
4.另外,这种配料方式还存在一个问题,即由于闸门在开关过程中气压变化较大,造成定量仓物料实时检测值(主要是称重传感器输出值)出现波动,以及最后一片闸门关闭时只能预估配料值,这就使定量仓配料的精度不能达到很高的要求。
5.随着商业活动的精细化,对装车计量的要求越来越高,因此,如何解决配料不均,提高配料效率和配料精度是一个需要解决的问题。
技术实现要素:
6.为了克服现有技术的问题,本发明提出了一种散料快速定量配料控制系统和方法。所述的系统和方法通过在缓冲仓和定量仓中设置料位传感器,建立缓冲仓实时动态料位模型和自抗扰控制模型,对缓冲仓物料变化情况进行实时监控,并以此为依据控制闸板
的开闭,同时依据缓冲仓的料位和称重值对最后关闭的一片闸板进行精细化控制,提高了装车效率和精确度问题。
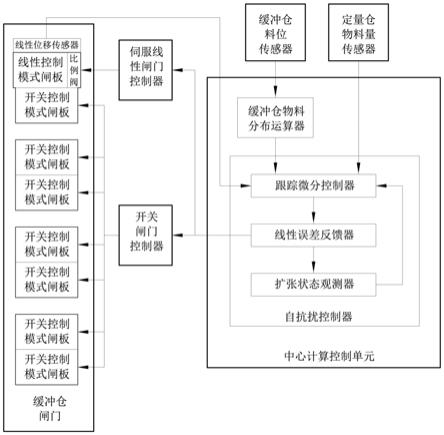
7.本发明的目的是这样实现的:一种散料快速定量配料控制系统,包括:安装在装车站缓冲仓的四个配料闸门,每个配料闸门设有两个对开的闸板,供八片闸板,所述的八片闸板中七片为开关控制模式闸板,一片为线性控制模式闸板,所述的线性控制模式闸板由比例阀带动油缸动作并设有线性位移传感器,所述的比例阀与伺服线性闸门控制器连接,所述的各个开关控制模式闸板与开关闸门控制器连接,所述的伺服线性闸门控制器和开关闸门控制器与中心计算控制单元连接,所述的中心控制计算单元中设有缓冲仓物料分布运算器和自抗扰控制器,所述的自抗扰控制器设有跟踪微分控制器、线性误差反馈器、扩张状态观测器,所述的缓冲仓物料分布运算器与设置在缓冲仓内的多个缓冲仓料位传感器连接。
8.进一步的,所述的缓冲仓中设有对应四个配料闸门的四个料位传感器。
9.进一步的,所述的定量仓物料量传感器是称重传感器或料位传感器,或者是称重传感器和料位传感器的结合。
10.一种使用上述系统的散落快速定量配料控制方法,所述方法的步骤如下:
11.所述方法包括:模型构建过程和配料过程;
12.模型构建过程:
13.步骤1,构建缓冲仓料位模型:以缓冲仓中的料位传感器所获取的实时缓冲仓料位值及料位高度作为工况参数,建立缓冲仓料位模型,以计算各个缓冲仓闸板上的物料量;
14.步骤2,构建自抗扰模型:以缓冲仓各个闸板上的物料量为输入参数,各个开关控制模式闸板为调节对象、以及定量仓需配重物料量为输入参数,线性控制模式闸板为调节对象,建立自抗扰控制器模型;
15.配料过程:
16.步骤3,监测缓冲仓中的物料量:皮带机向缓冲仓中输送物料,缓冲仓中的各个料位传感器实时监测缓冲仓中各个闸门上方的物料状态,当缓冲仓料位值达到设定值,满足配料条件后,开始配料,当缓冲仓料位值接近满仓值时,皮带机停止向缓冲仓输料;当缓冲仓向定量仓配料时,缓冲仓料位分布运算器发现缓冲仓中物料不足时,则开启皮带机继续向缓冲仓送料;
17.步骤4,开启快速配料流程:当缓冲仓料位值高于两倍配料标载值时,启动配料程序的第一阶段:快速配料流程;此时,除线性控制模式闸板外,其余闸板全部打开;
18.步骤5,进入慢速配料流程:以料位传感器实时获取缓冲仓料位值分布,根据缓冲仓料位模型的计算,应用自抗扰控制算法确定进入配料程序的第二阶段:慢速配料流程;此时,线性控制闸板打开,其余七片闸门根据闸板上方的物料量分布情况,应用自抗扰控制算法,确定关闭闸板的数量以及哪片闸板需要关闭;
19.步骤6,进入精确配料流程:以缓冲仓料位传感器获取的缓冲仓实时料位值,根据缓冲仓料位模型的计算,应用自抗扰控制算法确定进入配料程序的第三阶段:精确配料流程;此时,所有开关控制模式的闸板全部关闭,只有线性控制闸板处于打开状态,这时利用线性位移传感器监测线性模式闸板的精确位置,同时定量仓料位传感器检测定量仓中的物料量,并计算当前的配料实时值与配料标载值的差值;应用自抗扰控制算法,通过比例阀调控线性控制模式闸板的开度,直至定量仓中物料量达到配料计划标载值,结束定量仓配料。
20.本发明的优点和有益效果是:本发明利用缓冲仓料位传感器对各个闸板上方的物料进行监测,并根据缓冲仓料位模型,使用自抗扰控制方法,以确定配料过程中的各个闸板的开关状态,即在配料过程中,闸门上方物料多的打开,物料少的关闭。同时设计一片线性控制模式闸板,当配料达到最后阶段时,在其他闸板均关闭的情况下,以线性位移传感器监测,使用自抗扰控制方法通过伺服控制器控制比例阀进而对线性控制模式闸板进行无级控制,以精确的达到配料量。这一方式相比传统的单一配料模式可以增加配料的速度以及减少气压对配料精度的影响,有效的提高整个装车站的配料速度,减少了配料误差,能够提高一倍以上的配料精度。
附图说明
21.下面结合附图和实施例对本发明作进一步说明。
22.图1是本发明实施例一所述散料快速定量配料控制系统的结构框图;
23.图2是本发明实施例一所述自抗扰控制器结构框图;
24.图3是本发明实施例四所述方法的流程图。
具体实施方式
25.实施例一:
26.本实施例是一种散料快速定量配料控制系统,如图1所示。本实施例包括:安装在装车站缓冲仓的四个配料闸门,每个配料闸门设有两个对开的闸板,供八片闸板,所述的八片闸板中七片为开关控制模式闸板,一片为线性控制模式闸板,所述的线性控制模式闸板由比例阀带动油缸动作并设有线性位移传感器,所述的比例阀与伺服线性闸门控制器连接,所述的各个开关控制模式闸板与开关闸门控制器连接,所述的伺服线性闸门控制器和开关闸门控制器与中心计算控制单元连接,所述的中心控制计算单元中设有缓冲仓物料分布运算器和自抗扰控制器,所述的自抗扰控制器设有跟踪微分控制器、线性误差反馈器、扩张状态观测器,所述的缓冲仓物料分布运算器与设置在缓冲仓内的多个缓冲仓料位传感器连接。
27.本实施例所述的装车站一种基本结构为常规类型的装车站,即在装车车辆(包括列车车厢或汽车车厢)上方设置的皮带机、缓冲仓、定量仓、溜槽等设施。本实施例所述的系统主要安装在缓冲仓和定量仓中。
28.本实施例主要针对的是具有四个闸门的缓冲仓,这四个闸门每个闸门设有两片闸板,共八片闸板。
29.开关控制控制闸板是指,闸板的控制只有两种状态:开、关,即或者全部打开,或者全部关闭,没有半开半闭的中间状态,也就是说控制十分简单。开关控制控制闸板使用传统的油缸推动,只能有全部打开、完全关闭两种工作状态,闸板在运动中间不能停留,开闭的运动速度只能通过手动调节油压来调整。
30.线性控制模式闸板是指,开度在行程内可以随意调节的闸板,这种闸板利用伺服控制器控制比例阀调节油缸的运动,在线性位移传感器的精确监测下,能够十分精确的实现实时调控闸板的运行速度以及运行位置,藉以实现精确调控物料的流量。
31.所述的计算控制单元是具有计算和存储功能的电子设施,可以是工业pc或其他类
似的设备。所述的缓冲仓物料分布运算器和自抗扰控制器可以是安装在计算机中的软件,或专门设计能够实现同样功能的硬件设施。
32.自抗扰控制器(adrc),结构框图如图2所示,主要包括三大主要部分:跟踪微分控制器(td),非线性误差反馈控制律(nlsef),扩张状态观测器(eso)。adrc(自抗扰控制器)不依赖于系统的精确模型,将模型内扰(模型及参数的摄动)和不可测外扰的作用归结为系统的总扰动,利用误差反馈的方法对其进行实时估计,并给予补偿,具有较强的鲁棒性。扩张状态观测器是自抗扰控制理论的核心,采用扩张状态观测器的双通道补偿结构,对原系统模型加以改造,使得非线性、不确定的系统近似线性化和确定性化。在此基础上设计控制器,充分利用特殊的非线性效应,可有效加快收敛速度,提高控制系统的动态性能,为提高配料速度和精度提供了可能。
33.应用于配料控制方法中的跟踪微分控制器模型如下式所示:
[0034][0035]
v(t)为输入信号,v1(t)跟踪ν(t),v2(t)是v1(t)的微分,是v(t)的广义微分,h是步长,r0是决定跟踪速度的“速度因子”,h1是决定滤波效果的“滤波因子”。r0越大,td跟踪输入越快;h1越大,td的滤波效果越好。
[0036]
非线性误差反馈控制律模型如下式所示:
[0037][0038]
扩张状态观测器模型如下式所示:
[0039][0040]
其中,θ》0,β1》0,β1》0,β1》0,设α1=α,α2=2α-1,α3=3α-2,。以及
[0041]
使用上述自抗扰控制模型可以根据缓冲仓料位实时模型估算出每个闸门上方的物料实时重量,进而可以调节每个闸门的开关状态,达到优化闸门控制的目的。
[0042]
所述的缓冲仓料位传感器可以安装多个,一般为一个闸门对应一个料位传感器,四个闸门四个料位传感器,为更加精确还可以在中心部位专门设置一个料位传感器,共五个料位传感器,或者更多个。
[0043]
定量仓物料量传感器可以直接使用常规的称重传感器的输出值,作为反馈参数。也可以在定量仓中专门设置料位传感器,与称重传感器结合,使反馈控制量更加精确。
[0044]
实施例二:
[0045]
本实施例是上述实施例的改进,是上述实施例关于缓冲仓料位传感器的细化,本实施例所述的缓冲仓中设有对应四个配料闸门的四个料位传感器。
[0046]
每个料位传感器对于一个闸门,也就是说料位传感器监测的是一个闸门的落料情况,而闸门的控制确是两片闸板。一个闸门的两片闸板通过时间差,即一个闸板开一个闸板关能够实现调节一个闸门流量的作用。
[0047]
实施例三:
[0048]
本实施例是上述实施例的改进,是上述实施例关于定量仓物料量传感器的细化,本实施例所述的定量仓物料量传感器是称重传感器或料位传感器,或者是称重传感器和料位传感器的结合。
[0049]
常规的装车站的定量仓通常都要安装称重传感器,以测量最终装车物料的重量,本实施例在定量仓中设置料位传感器的目的是更加精确的计算定量仓中的物料。由于物料的湿度等因素,相同重量的物料体积并不完全一致,为控制缓冲仓的配料闸门,可以单独使用料位传感器,对定量仓中的物料进行监测,也可以直接将称重传感器的监测值反馈给中心计算控制器单元,以反馈定量仓接受物料的状态。
[0050]
实施例四:
[0051]
本实施例是一种使用上述实施例所述系统的散落快速定量配料控制方法。
[0052]
传统的以8片配料闸门为配料模式的控制对象,使用固定的闸门开关组合方式将缓冲仓里的物料配到定量仓中,闸板只有全部打开和全部关闭两种状态。这种物料装车系统配料过程模式比较单一,配料误差精度较低,在0.1%左右。
[0053]
由于没有监测缓冲仓闸门上方的物料变化状态,这种固定配料模式往往会导致配料过程中出现闸门打开,但闸门上方物料不够,需等待补料的情况,以及闸门在开关过程中气压太大造成定量仓物料实时检测值出现波动的情况。
[0054]
为解决上述问题,本实施例以传统固定式配料模式为基础,实时监控缓冲仓的料位变化,并根据料位变化调整缓冲仓闸门的开闭,实现缓冲仓对定量仓的智能化配料,为提高配料精度,将最后的精确配料闸门使用伺服线性控制器来控制。
[0055]
本实施例利用缓冲仓料位传感器监测各个闸门上方的料位高度分布,以缓冲仓中物料分布模型,计算缓冲仓每一部分的截面积,并进一步计算每个闸门上方的物料体积,进而得到每片闸门上方的物料重量。再使用智能化自抗扰控制方法,以解决配煤模式单一的问题,具体解决方法是:缓冲仓中物料分布模型,作为自抗扰控制器的输入参考,根据物料分布模型计算配料闸门的开关顺序,将开关顺序指令发送到闸门控制器,由闸门控制器控制配料闸门的开关状态,自抗扰控制器优势在于,在闸门配料的过程中,可以根据每片闸板上方的物料模型,实时改变每片闸板的开关状态。简单来说就是在配料过程中,闸板上方物料多的打开,物料少的关闭,这样对比单一配料模式可以增加配料的速度以及气压对配料精度的影响。
[0056]
为精确配料本实例使用能够在线性行程内随意停止的闸板,所述的线性控制模式闸板。线性控制模式闸板利用比例阀驱动油缸,无级调节油缸的运动速度及位置,闸板能够以快速或慢速打开或关闭,又能够停留在某个位置,调节开闭具有很大自由度。线性控制模式闸板也在自抗扰控制器控制范围内,使得最终的配料量比较精确,对比传统单一配料模式的可以使得配料误差减少一倍以上。
[0057]
本实施例所述方法的具体步骤如下,所述方法的流程如图3所示:
[0058]
所述散落快速定量配料控制方法包括:模型构建过程和配料过程;构建的模型主
要是缓冲仓料位模型和自抗扰模型。这一过程针对的是一个装车站的具体条件,包括缓冲仓的几何形状、各个传感器的安装,经常装载的物料特性等约束条件而进行模型构建。模型建立之后即能够长期使用,不是每次装料时都要进行构建,但构建过程是必不可少的。而配料过程则是在装车过程中针对一个装满定量仓的装载周期。
[0059]
模型构建过程:
[0060]
步骤1,构建缓冲仓料位模型:以缓冲仓中的料位传感器所获取的实时缓冲仓料位值及料位高度作为工况参数,建立缓冲仓料位模型,以计算各个缓冲仓闸板上的物料量。
[0061]
缓冲仓料位模型的建立:根据料位传感器确定每个落料口上方的料位高度,结合缓冲仓结构图,建立缓冲仓实时动态料位模型。有些四闸门缓冲仓底部设计为四个锥型,也就是说在物料接近缓冲仓底部时会被分割为四份,这种情况特别需要进行闸板上方的物料变化状态的监测计算,以使四个分割中维持比较均匀的物料量。
[0062]
步骤2,构建自抗扰模型:以缓冲仓各个闸板上的物料量为输入参数,各个开关控制模式闸板为调节对象、以及定量仓需配重物料量为输入参数,线性控制模式闸板为调节对象,建立自抗扰控制器模型。
[0063]
自抗扰模型实际有两种工况,一个是快速和慢速控制工况,另一个是精确控制工况。在快速和慢速配料过程中,根据缓冲仓料位模型,结合配料实际工况,建立自抗扰控制器模型,用于调整配料过程中开关控制模式闸板的开关状态及各个闸板的开关顺序,根据闸门上方料位模型,使用自抗扰控制器优化配料流程中闸板的动态变化过程,优化配料速度,以最快速度装满定量仓。第二种工况则是自抗扰控制模型以定量仓中的物料量及线性位移传感器输出的线性控制模式闸板的位置信息为输入参数,对线性控制模式闸板进行精确调整,包括开闭的速度、开闭的位置等,以精确控制定量仓中的配料物料量,使装车精度得以提高。
[0064]
配料过程:
[0065]
步骤3,监测缓冲仓中的物料量:皮带机向缓冲仓中输送物料,缓冲仓中的各个料位传感器实时监测缓冲仓中各个闸门上方的物料状态,当缓冲仓料位值达到设定值,满足配料条件后,开始配料,当缓冲仓料位接近满仓值时皮带机停止向缓冲仓输料;当缓冲仓向定量仓配料时,缓冲仓料位分布运算器发现如果缓冲仓中物料不足时,则开启皮带机继续向缓冲仓送料。
[0066]
皮带机是一种连续供料的输送设备,连续输送的物料必须赶上定量仓这种短时间快速输料的模式,因此,皮带通常要不断的向缓冲仓中输料,当缓冲仓中物料充足时需停止输送。对缓冲仓中的物料堆积,多个料位传感器会给出不同的高度数值,因此需要缓冲仓料位模型给出缓冲仓料位的分布情况。
[0067]
以下步骤为进入三种配料流程。进入三种配料流程的条件是由配料标载与定量仓实时重量的差值决定,三种配料流程的工作状态是由缓冲仓料位模型及自抗扰控制算法决定的。
[0068]
步骤4,开启快速配料流程:当缓冲仓料位值高于两倍配料标载值时,启动配料程序的第一阶段:快速配料流程;此时,除线性控制模式闸板外,其余闸板全部打开。
[0069]
开始配料时,除线性控制闸板外,其余闸板全部打开,当定量仓实时料位值达到慢速配料流程临界值时,快速配料流程结束。本步骤将大部分物料倾泻进入定量仓,以最快的
速度接近物料的计划标载量,本步骤的要点是:快速配料。
[0070]
步骤5,进入慢速配料流程:以料位传感器实时获取缓冲仓料位值分布,根据缓冲仓料位模型的计算,应用自抗扰控制算法确定进入配料程序的第二阶段:慢速配料流程;此时,线性控制闸板打开,其余七片闸门根据闸板上方的物料量分布情况,应用自抗扰控制算法,确定关闭闸板的数量以及哪片闸板需要关闭。
[0071]
进入慢速配料流程后,线性控制闸门打开,根据缓冲仓料位模型及自抗扰控制器模型计算出需要关闭的几片闸门,配料过程中可实时调整每个闸门的开关状态,当定量仓实时料位值达到精确配料流程临界值时,慢速配料流程结束。
[0072]
物料的流动有一定的惯性,当接近装满时需要减缓物料流动的速度,本步骤的要点是:减缓配料。
[0073]
步骤6,进入精确配料流程:以缓冲仓料位传感器获取的缓冲仓实时料位值,根据缓冲仓料位模型的计算,应用自抗扰控制算法确定进入配料程序的第三阶段:精确配料流程;此时,所有开关控制模式的闸板全部关闭,只有线性控制闸板处于打开状态,这时利用线性位移传感器监测线性模式闸板的精确位置,同时定量仓料位传感器检测定量仓中的物料量,并计算当前的配料实时值与配料标载值的差值;应用自抗扰控制算法,通过比例阀调控线性控制模式闸板的开度,直至定量仓中物料量达到配料计划标载值,结束定量仓配料。
[0074]
进入精确配料流程后,只有线性控制闸门处于打开状态,其余闸门全部处于关闭状态,配料过程中,线性控制闸门打开幅度随着定量仓实时料位值逼近配料标载值逐渐减少,其减少幅值通过自抗扰控制算法得出,直至定量仓实时料位值达到标载值,所有闸门全部关闭,配料结束。
[0075]
最后应说明的是,以上仅用以说明本发明的技术方案而非限制,尽管参照较佳布置方案对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案(比如装车站的形式、控制系统的形式、步骤的先后顺序等)进行修改或者等同替换,而不脱离本发明技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1