一种速溶膜剂包装机的制作方法
1.本发明涉及速溶膜剂包装设备领域,具体涉及一种速溶膜剂包装机。
背景技术:
2.口腔速溶膜(oral dissolving film,odf)药物制剂是当今世界最新一代的口腔药物制剂产品,一片药膜的大小厚薄与一张普通邮票相似。服药时将药膜置于舌头表面或舌下,10秒至60秒内整片药膜完全溶解于唾液,无需饮水即可迅速完成服药过程,口腔速溶膜完美地结合了传统的固体制剂药片/胶囊(准确的剂量)和液体制剂糖浆/口腔液(易服用,吸收迅速)各自的优点,解决了儿童,老人及特殊的人群服药困难,剂量不准确问题。
3.大多数药品被制作成口腔速溶膜实际上是通过制膜机将物料烘干成膜后粘附在底膜上,在需要进行包装时需要分开底膜及物料膜,随后将物料膜通过包装纸将其包装起来,一般都采用两层薄膜通过热封方式将口腔速溶膜热封住后再分切成一片片的包装成品;在通过口腔速溶膜包装机对口腔速溶膜进行包装时需要将整条的口腔速溶膜进行切片然后分距以供后续的包装工位进行热封包装,现有技术中,口腔速溶膜的分距都是通过变距模组实现对分切成片后的口腔速溶膜相互之间的左右间距进行调节,但变距模组不仅成本较高且通过变距模组一个个分距的方式效率较低,有必要对此进行改进;另外,在生产时具有物料膜的底膜即原材料膜以及包装膜在进行包装时由于料卷并不是无限长度的,存在耗尽的问题,当上一卷薄膜耗尽后就需要将另一卷薄膜卷料拼接在上一卷薄膜的料卷尾部,一般都是用胶带纸进行拼接,然后对拼接处进行手工剪裁,但手工剪裁难免存在将料卷剪的不平整的情况,容易导致后续在包装时出现包装不平整的问题,影响包装效果及外观,有必要对此进行改进。
技术实现要素:
4.本发明所要解决的技术问题在于针对上述现有技术的不足,提供一种速溶膜剂包装机。
5.为实现上述目的,本发明提供了如下技术方案:一种速溶膜剂包装机,包括机架,所述机架上设有对带物料膜的底膜进行放卷的底膜放卷机构、对带物料膜的底膜进行纠偏的纠偏机构、将带物料膜的底膜上物料膜进行分条切断的分切机构、对完成分距后的物料膜进行牵引的物料膜牵引机构、对用于包装物料膜的上包装膜进行放卷的上包装膜放卷机构、将经物物料膜牵引机构牵引的物料膜进行等长裁切的裁切机构、对经剥离物料膜的底膜进行收卷的底膜收卷机构、对用于包装物料膜的下包装膜进行放卷的下包装膜放卷机构、将上包装膜与下包装膜进行热封的热封机构、收废装置、包装牵引机构、冲裁机构及出料剔废装置,其特征在于:所述机架上还设有对经过分切机构分条切断后的物料膜进行分距的分距机构,分距机构包括引导辊及机架上设置于引导辊后方的至少一个分距板,所述分距板上设有多组等距分布的分距结构,经引导辊引导后的口腔速溶膜均扭转后进入分距
结构进行分距后再穿入牵引辊组中,机架在带物料膜的底膜放卷机构与带物料膜的底膜纠偏机构之间、在上包装膜放卷机构放卷方向前端、在下包装膜放卷机构放卷方向前端均设置有拼接平台,所述拼接平台包括平台板,所述平台板两侧设有相对设立的侧板,侧板之间设有间隔且可转动设置的压辊,两压辊之间为拼接区域,所述侧板之间在压辊上方架设有相对设立的导杆,所述导杆上连接有可沿导杆往复滑移并对位于拼接区域中的薄膜实施切断的切割组件。
6.采用上述技术方案,现有技术中口腔速溶膜包装机的工作原理为:首先通过底膜放卷机构对带物料膜的底膜进行放卷,带物料膜的底膜通过纠偏机构后进入分切机构,分切机构上设有多个等距间隔设置的分切刀将带物料膜的底膜上的物料膜进行等宽分条分切,底膜则通过底膜收卷机构进行收卷以便将底膜进行重复利用,随后物料膜通过物料膜牵引机构牵引进入裁切机构进行等长裁切,裁切后的一片片物料膜再通过变距模组改变相邻物料膜之间间距,机架上的上包装膜放卷机构放卷上包装膜,上包装膜位于物料膜上方,下包装膜放卷机构放卷下包装膜,下包装膜位于物料膜下方,三者通过导辊进入热封机构进行热封,再通过包装牵引机构进入冲裁工位中冲裁成一个个独立的小包装,也就是说现有技术中的口腔速溶膜包装机在将口腔速溶膜切条后并不进行分距,而是在将口腔速溶膜切条并通过横切机(裁切机构)切片后再通过变距模组将一片片的口腔速溶膜依次进行分距再包装,但是这种方式不仅效率较低,且变距模组的设置将使生产成本上升,本发明采用分距板及分距板上预先设置的分距结构提前将切条后的口腔速溶膜进行分距,将口腔速溶膜扭转后穿过分距结构再进入物料膜牵引机构的牵引辊组中,各分距结构之间的间距与牵引辊组中设置的口腔速溶膜容置槽间距适配,使扭转后的口腔速溶膜再从分距结构中出去时能平直的进入口腔速溶膜的容置槽中,保证牵引效果,如果口腔速溶膜条没有先经过分距结构而是直接进入牵引辊组中,由于各条口腔速溶膜并不是平直进入牵引辊组的口腔速溶膜容置槽中,每条口腔速溶膜的两侧并不是正好位于口腔速溶膜容置槽中,经牵引辊组牵引后出去的口腔速溶膜在进行等长裁切后的虽然长度一致,但是其各片面积难以得到保证,影响产品质量及美观度,而本发明采用分距结构提前将分切成条的口腔速溶膜进行分距,保证其进入牵引辊组中时始终位于牵引辊组的口腔速溶膜容置槽中,保证牵引效果以及后续等长裁切后的各片口腔速溶膜的面积一致,保证产品质量且无需采用变距模具进行变距,在裁切后可以直接通过热封机构将口腔速溶膜热封在两片包装膜中,由于底膜放卷机构、上包装膜放卷机构、下包装膜放卷机构上的膜料卷并不是无限长的,因此在放置于底膜放卷机构上的待物料膜的底膜膜料卷、放置于上包装膜放卷机构上的上包装膜,放置于下包装膜放卷机构上的下包装膜在放卷完毕后需要及时进行补充,而传统的方式是将料卷补充在放卷机构上后人工将上一料卷的末端与待放卷料卷的首端通过胶带纸进行粘合然后进行剪裁,但手工剪裁难免存在将料卷剪的不整齐的情况,容易导致后续在包装时出现包装不平整的问题,影响包装效果及外观,本发明通过设置拼接平台,拼接平台的操作方法为通过间隔设置的压辊,一端压辊将待拼接薄膜首端压住,另一端压辊将即将耗尽的薄膜尾端压住,两卷薄膜的首端及尾端重合在拼接区域中,然后操作导杆上的切割组件将位于拼接区域中重叠的两卷薄膜同时切断,使得两卷薄膜待拼接处形成相同的切断痕迹,从而在使用胶带进行拼接后拼接处更加平整,且由于切割组件通过相对设置的导杆连接在两侧板之间,在切割组件沿导杆移动时直线度得到保证,薄膜上的切断痕迹直线度更好,拼接后
更加美观。
7.上述的一种速溶膜剂包装机可进一步设置为:所述分距结构包括分距板上等距分布的安装板,各安装板上均设有可转动设置的第一导柱,安装板在第一导柱一侧设有与第一导柱间隔设置的至少两个限位柱,第一导柱与限位柱之间形成可供口腔速溶膜通过的间隙,所述切割组件包括有两端分别穿设在导杆中的滑动件,所述滑动件中部安装有切断刀具,所述切断刀具朝向拼接区域的一端设有切断刀。
8.采用上述技术方案,在分距板上设置多个等距分布的安装板,各安装板上设置可转动的第一导柱以及与第一导柱之间形成供口腔速溶膜通过间隙的限位柱,口腔速溶膜条在被扭转后穿过该间隙之间然后在沿反方向扭转回来进入牵引辊组中对应的口腔速溶膜容置槽中,由于第一导柱是可转动设置的,因此口腔速溶膜条不会被卡在该间隙中,而是在牵引辊组的作用下沿该间隙穿过分距板,保证牵引效果以及后续等长裁切后的各片口腔速溶膜的面积一致,操作滑动件沿导杆滑动,位于拼接区域中的两张薄膜的重叠处同时被切断刀切断,不仅切断快速且切断后的断面平整。
9.上述的一种速溶膜剂包装机可进一步设置为:所述分距板中设有开口设置的滑槽,各安装板均安装于滑槽中可滑动设置,所述切断刀具包括有相对设置的安装块,所述安装块一端安装于滑动件,所述切断刀安装于两安装块之间。
10.采用上述技术方案,通过在分距板中设置开口的滑槽,将各安装板滑动安装在滑槽中,使各安装板之间的间距可以根据实际需要进行调节,提升分距机构的通用性,满足不同产品不同包装所需间距,将切断刀安装在相对设置的安装块之间,可以起到对切断刀两端的保护作用,提升切断刀的使用寿命及在运输过程中的安全性。
11.上述的一种速溶膜剂包装机可进一步设置为:所述第一导柱包括有固定安装于安装板中的第一中心轴,所述第一中心轴外套设有套筒,套筒两端均通过轴承安装于第一中心轴,所述拼接区域为平台板中部设置的凹槽,所述凹槽中安装有导向板,所述导向板中部开设有导槽,所述切断刀与导槽相对设置。
12.采用上述技术方案,通过轴承将套筒安装在第一中心轴上,套筒在有口腔速溶膜条经过时将沿第一中心轴转动,可在套筒两端装上卡箍保证套筒在转动时始终处于第一中心轴上,防止脱落,通过将拼接区域设置为凹槽,凹槽中安装导向板,在导向板中部开设与切断刀相对设置的导槽,切断刀在切割时沿导槽移动,将薄膜的切断痕迹限制在导槽中,且由于设有导槽,切断刀不会直接与平台板硬性接触,从而提升切断刀与平台板的使用寿命。
13.本发明的有益效果为:使用分距机构在口腔速溶膜条裁切之前就完成分距,无需设置变距模组,提升包装机的生产效率且降低包装机的制作成本,在口腔速溶膜包装机上设置多个拼接平台,方便对带物料膜的底膜、上包装膜、下包装进行拼接,且使用拼接平台的半机械化取代纯手工拼接剪裁,大大提升薄膜拼接断面平整度,使口腔速溶膜的薄膜包装更加美观。
14.下面结合附图和实施例对本发明作进一步详细说明。
附图说明
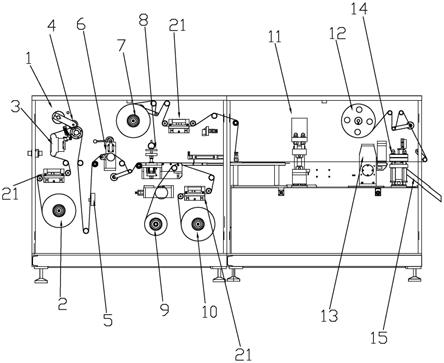
15.图1为本发明实施例的结构示意图。
16.图2为本具有本发明实施例的口腔速溶膜包装机立体示意图。
17.图3为图2中a部放大示意图。
18.图4为本发明实施例的拼接平台立体结构示意图1。
19.图5为本发明实施例的拼接平台立体结构示意图2。
20.图6为本发明实施例的拼接平台立体结构示意图3。
具体实施方式
21.参见图1-图6所示:一种速溶膜剂包装机,包括机架1,机架1上设有对带物料膜的底膜进行放卷的底膜放卷机构2、对带物料膜的底膜进行纠偏的纠偏机构3、将带物料膜的底膜上物料膜进行分条切断的分切机构4、对完成分距后的物料膜进行牵引的物料膜牵引机构6、对用于包装物料膜的上包装膜进行放卷的上包装膜放卷机构7、将经物物料膜牵引机构牵引的物料膜进行等长裁切的裁切机构8、对经剥离物料膜的底膜进行收卷的底膜收卷机构9、对用于包装物料膜的下包装膜进行放卷的下包装膜放卷机构10、将上包装膜与下包装膜进行热封的热封机构11、收废装置12、包装牵引机构13、冲裁机构14及出料剔废装置15,机架1上还设有对经过分切机构4分条切断后的物料膜进行分距的分距机构5,分距机构5包括引导辊52及机架1上设置于引导辊52后方的两个分距板53,分距板53上设有多组等距分布的分距结构54,经引导辊52引导后的口腔速溶膜均扭转后进入分距结构54进行分距后再穿入牵引辊组55中,分距结构54包括分距板53上等距分布的安装板541,各安装板541上均设有可转动设置的第一导柱542,安装板541在第一导柱542一侧设有与第一导柱542间隔设置的两个限位柱543,第一导柱542与限位柱543之间形成可供口腔速溶膜通过的间隙544,分距板53中设有开口设置的滑槽531,各安装板541均安装于滑槽531中可滑动设置,第一导柱542包括有固定安装于安装板541中的第一中心轴5411,第一中心轴5411外套设有套筒5412,套筒5412两端均通过轴承(图中未示出)安装于第一中心轴5411;机架1在带物料膜的底膜放卷机构2与带物料膜的底膜纠偏机构3之间、在上包装膜放卷机构7放卷方向前端、在下包装膜放卷机构10放卷方向前端均设置有拼接平台21,拼接平台包括平台板211,平台板211两侧设有相对设立的侧板212,侧板212之间设有间隔且可转动设置的压辊213,压辊213两端均穿设于侧板212中且与侧板212连接处设置有直线轴承2131,使得压辊213可以转动设置,两压辊213之间为拼接区域214,侧板212之间在压辊213上方架设有相对设立的导杆215,导杆215上连接有可沿导杆215往复滑移并对位于拼接区域214中的薄膜实施切断的切割组件216,切割组件216包括有两端分别穿设在导杆215中的滑动件2161,滑动件2161与导杆215连接处也安装有轴承2163,轴承2163两端通过卡箍2164卡紧,滑动件2161中部安装有切断刀具2162,切断刀具2162朝向拼接区域214的一端设有切断刀2165,切断刀具2162包括有相对设置的安装块21621,安装块21621一端安装于滑动件2161,其中一安装块21621中部设置有螺纹孔,切断刀2165中部设置有与螺纹孔适配的通孔,切断刀2165通过螺栓2166安装于螺纹孔处,(另一安装块21621中部在螺栓对应位置设置有与螺纹头部形状适配的容置槽,螺栓的螺纹头部位于容置槽中,图中未示出),拼接区域214为平台板中部设置的凹槽,凹槽中通过安装螺栓安装有导向板217,导向板217中部开设有导槽2171,切断刀2165与导槽2171相对设置。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1