一种充电器生产用取后壳机构的制作方法
1.本实用新型涉及输送设备领域,特别涉及一种充电器生产用取后壳机构。
背景技术:
2.3c产品是近几年来伴随着电子产业的发展而新兴起的,主要是指计算机类(computer)、通信类(communication)、消费类(consumer)电子产品,在这一行业中,科技的发展日新月异,升级换代频繁,几乎每个月都要推出大量新产品,这也就成为产品设计的热点领域。
3.3c电子行业,产品很多都是金属件。对于很多小家电或者其他电子产品来说,与外界电源连接的充电插头是比不可少的零部件之一。
4.在插头的生产过程中,需要对充电插头的后盖进行贴覆绝缘胶片,以起到隔离和保护电子元器件等的作用。在贴覆过程中,需要将待贴的后壳运输至贴胶工位,现有技术中,对于这一工序一般采用人工进行,具有以下缺点:1、人工成本高、效率低;2、人工进行上料,受人力因素影响,容易出现误差,易产生次品,良品率低;3、无法满足大批量生产。
技术实现要素:
5.本实用新型的目的是提供一种充电器生产用取后壳机构,至少能够解决上述问题之一。
6.根据本实用新型的一个方面,提供了一种充电器生产用取后壳机构,包括第一安装板以及安装于第一安装板上的输送机构和取后壳机构,输送机构用于输送后壳,取后壳机构用于抓取输送机构上的后壳,取后壳机构包括前后进给驱动组件、高度调节驱动组件、旋转驱动组件和吸料组件,前后进给驱动组件安装于第一安装板,高度调节驱动组件安装于前后进给驱动组件,旋转驱动组件安装于高度调节驱动组件,吸料组件安装于旋转驱动组件,吸料组件用于吸取后壳,旋转驱动组件用于驱动吸料组件旋转,高度调节驱动组件用于调节吸料组件的高度,前后进给驱动组件用于驱动吸料组件前后运动。
7.由此,本实用新型公开了一种全新结构的充电器生产用取后壳机构,该取后壳机构的工作原理为:前后进给驱动组件、高度调节驱动组件共同配合能够实现对吸料组件的两轴方向的移动,旋转驱动组件能够驱动整个吸料组件旋转,吸料组件能够吸取后壳,实现对后壳的定位,便于后续的贴胶纸工作。本实用新型的充电器生产用取后壳机构能够实现自动吸取后壳,相对于人工手动操具有:减少人力、提升效率和精度、提高产品质量和良率、满足大批量生产需求、降低产品生产成本、使产品更具市场竞争力等诸多优点。
8.在一些实施方式中,前后进给驱动组件包括直线驱动模组、第一导轨、第一滑块和第二安装板,直线驱动模组、第一导轨均安装于第一安装板,高度调节驱动组件安装于第二安装板,第二安装板的一端可滑动地安装于直线驱动模组,另一端通过第一滑块可滑动地安装于第一导轨,直线驱动模组与第二安装板动力连接,用于驱动第二安装板前后滑动。由此,直线驱动模组驱动第二安装板沿着第一导轨滑动,进而实现对吸料组件在前后位置的
进给。
9.在一些实施方式中,直线驱动模组包括第一驱动件、丝杆、螺母、第二导轨和第二滑块,第一驱动件和第二导轨安装于第一安装板,第一驱动件的驱动端与丝杆动力连接,螺母的上端与第二滑块固定连接,下端套装于丝杆且能沿着丝杆滑动,第二滑块的上端与第二安装板固定连接,下端与第二滑块滑动配合。由此,直线驱动模组的工作原理为:第一驱动件驱动丝杆旋转,带动螺母沿着丝杆移动,同时带动与螺母固定连接的第二滑块沿着第二导轨滑动,配合第一滑块的滑动,完成对第二安装板的位置调节,实现对吸料组件在前后位置的进给。
10.在一些实施方式中,吸料组件包括第三安装板以及安装于第三安装板上的至少一个与后壳相配合的吸料头,第三安装板可转动地安装于高度调节驱动组件且其中一端与旋转驱动组件动力连接。由此,吸料头可以实现对后壳的吸附。
11.在一些实施方式中,吸料头的端部设有至少一个与后壳相配合的吸盘。由此,吸盘结构简单且吸取快捷。
12.在一些实施方式中,充电器生产用取后壳机构还包括料盘,料盘用于放置后壳,输送机构包括第二驱动件和输送轨道,第二驱动件和输送轨道均设置于第一安装板,输送轨道与料盘相配合,第二驱动件与输送轨道动力连接,用于驱动输送轨道运行,带动料盘移动。由此,第二驱动件驱动输送轨道运行,带动料盘以及放置于料盘移动,完成放置于料盘内后壳或者贴胶完成后的产品的运输。
13.在一些实施方式中,充电器生产用取后壳机构还包括限位机构,限位机构安装于第一安装板且位于输送机构的两条输送轨道之间,限位机构与料盘限位配合。由此,限位机构能够实现对料盘的限位,避免行程超出范围,同时便于定位。
14.在一些实施方式中,限位机构包括第三驱动件和限位板,第三驱动件安装于第一安装板,限位板的底端与第三驱动件的驱动端连接,顶端与料盘相配合。由此,第三驱动件用于驱动限位板升降:限位板上升时可对料盘进行限位,下降后料盘可正常运输。
15.在一些实施方式中,高度调节驱动组件包括安装架和第四驱动件,第四驱动件安装于第二安装板,安装架与第四驱动件的驱动端连接,吸料组件和旋转驱动组件均安装于安装架。
16.本实用新型的有益效果:
17.本实用新型公开了一种全新结构的充电器生产用取后壳机构,该贴胶纸机的充电器生产用取后壳机构包括自动拨胶纸的胶纸进料机构、吸料贴敷机构和取后壳机构,具体工作原理为:胶纸进料机构将绝缘胶纸与离型纸自动分离,吸料贴敷机构将绝缘胶纸吸附并移动到贴敷位置,取后壳机构将后壳从输送机构中取出旋转并自行定位好,吸料贴敷机构将绝缘胶纸贴覆在充电器后壳上。本实用新型的充电器生产用取后壳机构能够实现自动贴胶纸,相对于人工手动操具有:减少人力、提升效率和精度、提高产品质量和良率、满足大批量生产需求、降低产品生产成本、使产品更具市场竞争力等诸多优点。
附图说明
18.图1为本实用新型一实施方式的充电器生产用取后壳机构的立体结构示意图;
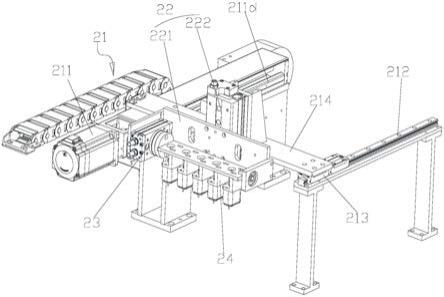
19.图2为图1所示的充电器生产用取后壳机构的取后壳机构的立体结构示意图之一;
20.图3为图1所示的充电器生产用取后壳机构的取后壳机构的立体结构示意图之二;
21.图4为图1所示的充电器生产用取后壳机构的取后壳机构的立体结构示意图之三;
22.图5为图4所示的取后壳机构的a处的放大结构示意图;
23.图6为图1所示的充电器生产用取后壳机构的输送机构和限位机构的立体结构示意图;
24.图7为本实用新型一实施方式的充电器生产用取后壳机构的后壳的立体结构示意图。
25.图1~7中的附图标记:1
‑
第一安装板;2
‑
取后壳机构;3
‑
输送机构;4
‑
限位机构;5
‑
料盘;6
‑
后壳;21
‑
前后进给驱动组件;22
‑
高度调节驱动组件;23
‑
旋转驱动组件;24
‑
吸料组件;31
‑
第二驱动件;32
‑
输送轨道;41
‑
限位板;42
‑
第三驱动件;211
‑
直线驱动模组;212
‑
第一导轨;213
‑
第一滑块;214
‑
第二安装板;221
‑
安装架;222
‑
第四驱动件;241
‑
第三安装板;242
‑
吸料头;211a
‑
第一驱动件;211b
‑
丝杆;211c
‑
螺母;211d
‑
第二导轨;211e
‑
第二滑块;242a
‑
吸盘。
具体实施方式
26.下面结合附图对本实用新型作进一步详细的说明。
27.图1~7示意性地显示了根据本实用新型的一种实施方式的充电器生产用取后壳机构。
28.如图1~7所示,该充电器生产用取后壳机构包括第一安装板1以及安装于第一安装板1上的输送机构3和取后壳机构2,输送机构3用于输送后壳6,取后壳机构2用于抓取输送机构3上的后壳6。
29.本实施方式的取后壳机构2包括前后进给驱动组件21、高度调节驱动组件22、旋转驱动组件23和吸料组件24。前后进给驱动组件21安装于第一安装板1,高度调节驱动组件22安装于前后进给驱动组件21,旋转驱动组件23安装于高度调节驱动组件22,吸料组件24安装于旋转驱动组件23,吸料组件24用于吸取后壳6,旋转驱动组件23用于驱动吸料组件24旋转,高度调节驱动组件22用于调节吸料组件24的高度,前后进给驱动组件21用于驱动吸料组件24前后运动。
30.如图1~4所示,前后进给驱动组件21包括直线驱动模组211、第一导轨212、第一滑块213和第二安装板214,直线驱动模组211、第一导轨212均安装于第一安装板1,高度调节驱动组件22安装于第二安装板214,第二安装板214的一端可滑动地安装于直线驱动模组211,另一端通过第一滑块213可滑动地安装于第一导轨212,直线驱动模组211与第二安装板214动力连接,用于驱动第二安装板214前后滑动。由此,直线驱动模组211驱动第二安装板214沿着第一导轨212滑动,进而实现对吸料组件24在前后位置的进给。
31.如图3所示,直线驱动模组211包括第一驱动件211a、丝杆211b、螺母211c、第二导轨211d和第二滑块211e。第一驱动件211a和第二导轨211d安装于第一安装板1,第一驱动件211a的驱动端与丝杆211b动力连接,螺母211c的上端与第二滑块211e固定连接,下端套装于丝杆211b且能沿着丝杆211b滑动,第二滑块211e的上端与第二安装板214固定连接,下端与第二滑块211e滑动配合。本实施方式的第一驱动件211a可以为伺服电机。由此,直线驱动模组211的工作原理为:第一驱动件211a驱动丝杆211b旋转,带动螺母211c沿着丝杆211b移
动,同时带动与螺母211c固定连接的第二滑块211e沿着第二导轨211d滑动,配合第一滑块213的滑动,完成对第二安装板214的位置调节,实现对吸料组件24在前后位置的进给。
32.如图4~5所示,吸料组件24包括第三安装板241以及安装于第三安装板241上的至少一个与后壳6相配合的吸料头242。本实施方式的吸料头242为5个,5个吸料头242呈直线排列设置且每个吸料头242均设置有一个与后壳6相配合的吸盘242a。第三安装板241的一端可转动地安装于高度调节驱动组件22的安装架221且另一端与旋转驱动组件23动力连接。由此,吸料头242可以实现对后壳6的吸附。
33.本实施方式的高度调节驱动组件22包括安装架221和第四驱动件222。第四驱动件222安装于第二安装板214,安装架221与第四驱动件222的驱动端连接,吸料组件24和旋转驱动组件23均安装于安装架221,第四驱动件222可以伸缩气缸。本实施方式的旋转驱动组件23为旋转气缸。
34.充电器生产用取后壳机构还包括料盘5。料盘5用于放置后壳6或者贴胶完成后的产品。输送机构3包括第二驱动件31和输送轨道32。第二驱动件31和输送轨道32均设置于第一安装板1,输送轨道32与料盘5相配合。第二驱动件31与输送轨道32动力连接,用于驱动输送轨道32运行,带动料盘5移动。本实施方式的第二驱动件31为电机,输送轨道32为皮带。第二驱动件31与输送轨道32通过皮带传动连接,实现动力连接。由此,第二驱动件31驱动输送轨道32运行,带动料盘5以及放置于料盘5移动,完成放置于料盘5内后壳6或者贴胶完成后的产品的运输。
35.本实施方式的充电器生产用取后壳机构还包括限位机构4,限位机构4安装于第一安装板1且位于输送机构3的两条输送轨道32之间,限位机构4与料盘5限位配合。本实施方式的限位机构4包括第三驱动件42和限位板41,第三驱动件42安装于第一安装板1,限位板41的底端与第三驱动件42的驱动端连接,顶断与料盘5相配合;本实施方式的第三驱动件42可以为伸缩气缸,用于驱动限位板41升降:限位板41上升时可对料盘5进行限位,下降后料盘5可正常运输。由此,限位机构4能够实现对料盘5的限位,避免行程超出范围,同时便于定位。
36.本实用新型的充电器生产用取后壳机构的工作原理为:
37.输送机构3启动,将料盘5运输至取后壳机构2的下方,取后壳机构2工作,第一吸料组件24在第一前后进给驱动组件21、第一高度调节驱动组件22共同作用下移动到位,对后壳6进行吸取,复位,然后再在第一旋转驱动组件23的驱动下旋转180度,使得后壳6底面朝上,呈待贴胶状态;贴交完成后,第一吸料组件24将贴胶完成后的产品放回原料盘5的原位置,以此循环操作,直到料盘5内的全部后壳6贴胶完成;输送机构3将装有贴胶完成后的产品的料盘5输送至输送轨道32的端部。
38.本实用新型公开了一种全新结构的充电器生产用取后壳机构,该取后壳机构2的工作原理为:前后进给驱动组件21、高度调节驱动组件22共同配合能够实现对吸料组件24的两轴方向的移动,旋转驱动组件23能够驱动整个吸料组件24旋转,吸料组件24能够吸取后壳6,实现对后壳6的定位,便于后续的贴胶纸工作。本实用新型的充电器生产用取后壳机构能够实现自动吸取后壳6,相对于人工手动操具有:减少人力、提升效率和精度、提高产品质量和良率、满足大批量生产需求、降低产品生产成本、使产品更具市场竞争力等诸多优点。
39.以上所述的仅是本实用新型的一些实施方式。对于本领域的普通技术人员来说,在不脱离本实用新型创造构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1