一种覆膜桶的制作方法
1.本实用新型涉及桶体覆膜技术领域,特别涉及一种覆膜桶。
背景技术:
2.在金属制桶行业中,桶体一般采用薄钢板制成,为了保证钢板表面不受腐蚀,通常在桶体内外表面进行喷涂,钢桶在喷涂前需要进行清洗、磷化、烘干等操作;按1kg油漆喷涂7个钢桶的量为准,每个钢桶喷涂油漆约142g,其中20%左右的是内涂环氧酚醛的内涂桶,在加热烘烤的过程中,60%的环氧酚醛会发生挥发,对环境产生严重的影响,且排放严重超标;同时,油漆喷涂耗费成本过高,一般包括油漆费、电费、天然气费用等等;因此,为了解决环保及生产成本的问题,市面上不断出现覆膜桶,通过在钢桶内外表面贴附薄膜进行表面处理,但是该处理方法又引发了新的问题:钢桶是通过钢板收卷而成,在收卷之前需进行贴膜,贴膜牢固后钢板卷成柱形结构,两端需焊接固定,此时焊接位置处覆膜效果差,严重影响钢桶的使用效果及使用寿命,因此本实用新型研制了一种覆膜桶,以解决现有技术中存在的问题,经检索,未发现与本实用新型相同或相似的技术方案。
技术实现要素:
3.本实用新型目的是:提供一种覆膜桶,以解决现有技术中采用覆膜技术制备的桶体在焊接位置处覆膜效果差及使用寿命低的问题。
4.本实用新型的技术方案是:一种覆膜桶,包括由金属板绕卷并焊接而成的桶体、用于实现桶体两端密封的端盖、贴附在桶体及端盖内外表面的覆膜层、以及贴附在桶体焊接位置处内外表面的补膜层;所述桶体呈两端开口的中空柱形结构,侧壁沿平行于中轴线方向具有一条焊缝;所述端盖分别盖设在桶体呈开口状的两端。
5.优选的,所述焊缝两侧的内外表面处均通过铣削形成补膜面,所述覆膜层贴附在桶体内外表面除去补膜面的区域,所述补膜层贴附在补膜面上,沿桶体周向设置的两端均延伸至覆膜层上端。
6.优选的,所述覆膜层及补膜层分别采用pet薄膜与eva胶膜的组合、pet薄膜、pe薄膜或pp薄膜中的一种;所述pet薄膜与eva胶膜的组合中,eva胶膜与桶体及端盖内外表面粘附,并通过加热熔化固定;所述pet薄膜、pe薄膜或pp薄膜直接与桶体及端盖内外表面粘附,并通过加热自熔固定。
7.优选的,所述pet薄膜采用三层结构复合而成,所述pet薄膜具有横向拉伸方向及纵向拉伸方向,处在外端部的两层pet薄膜的横向拉伸方向及纵向拉伸方向均同向设置,处在中间层的pet薄膜的横向拉伸方向及纵向拉伸方向分别与外端部两层pet薄膜的横向拉伸方向及纵向拉伸方向垂直设置。
8.优选的,所述端盖沿周向的端部与同侧的桶体端部之间通过同步向外侧卷边实现固定连接;一侧所述端盖端面上设置有料口。
9.与现有技术相比,本实用新型的优点是:
10.(1)本实用新型采用在桶体内外表面覆膜的方式实现桶体的表面处理,解决了喷涂产生的环境污染严重超标及投入成本过大的问题;在覆膜过程中由于桶体具有焊缝,因此还通过补膜的方式实现焊缝处的表面覆膜处理,有效保证桶体的使用效果及使用寿命。
11.(2)桶体焊接前需对端部进行铣边或磨边,便于焊接固定,焊接完成后需对焊接位置处进行压平,方便补膜操作;同时补膜层贴附时,沿桶体周向设置的两端均延伸至覆膜层上端,有效保证桶体覆膜效果。
12.(3)覆膜层及补膜层的材料可进行多种不同的选择,可采用双层pet薄膜与eva胶膜的组合,贴附时通过高温状态下eva胶膜的融化实现固定;同时还可采用单层设置的pet薄膜、pe薄膜或pp薄膜,通过其自熔的方式实现固定。
13.(4)pet薄膜采用三层结构复合而成,并实现其横向拉伸方向及纵向拉伸方向依次错开分布,有效提高pet薄膜的性能,进而实现桶体表面覆膜的可靠性。
附图说明
14.下面结合附图及实施例对本实用新型作进一步描述:
15.图1为本实用新型所述的一种覆膜桶的爆炸图;
16.图2为本实用新型所述桶体的剖面图;
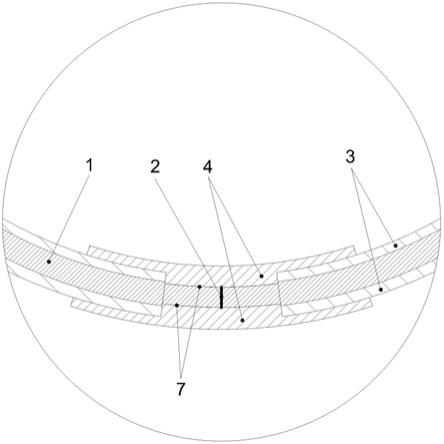
17.图3为本实用新型所述补膜层的设置剖面放大图;
18.图4为本实用新型所述端盖与桶体卷边固定的剖视图。
19.其中:1、桶体,2、焊缝,3、覆膜层,4、补膜层,5、端盖,6、料口,7、补膜面。
具体实施方式
20.下面结合具体实施例,对本实用新型的内容做进一步的详细说明:
21.如图1
‑
3所示,一种覆膜桶,包括由金属板绕卷并焊接而成的桶体1、用于实现桶体1两端密封的端盖5、贴附在桶体1及端盖5内外表面的覆膜层3、以及贴附在桶体1焊接位置处内外表面的补膜层4。
22.桶体1呈两端开口的中空柱形结构,侧壁沿平行于中轴线方向具有一条焊缝2;焊缝2两侧的内外表面处均通过铣削形成补膜面7,覆膜层3贴附在桶体内外表面除去补膜面7的区域,补膜层4贴附在补膜面7上,沿桶体1周向设置的两端均延伸至覆膜层3上端。
23.覆膜层3及补膜层4分别采用pet薄膜与eva胶膜的组合、pet薄膜、pe薄膜或pp薄膜中的一种;pet薄膜与eva胶膜的组合中,eva胶膜与桶体1及端盖5内外表面粘附,并通过加热熔化固定;pet薄膜、pe薄膜或pp薄膜直接与桶体及端盖内外表面粘附,并通过加热自熔固定;作为本实施例的进一步优化,pet薄膜采用三层结构复合而成,pet薄膜具有横向拉伸方向及纵向拉伸方向,处在外端部的两层pet薄膜的横向拉伸方向及纵向拉伸方向均同向设置,处在中间层的pet薄膜的横向拉伸方向及纵向拉伸方向分别与外端部两层pet薄膜的横向拉伸方向及纵向拉伸方向垂直设置。
24.如图4所示,端盖5分别盖设在桶体1呈开口状的两端,端盖5沿周向的端部与同侧的桶体1端部之间通过同步向外侧卷边实现固定连接,一侧端盖5端面上设置有料口6。
25.关于本实用新型涉及的一种覆膜桶,其制备方法具体如下:
26.(1)准备金属板并贴膜:在呈平板状的金属板正反两侧端面均贴附覆膜层;该覆膜
层可选用pet薄膜与eva胶膜的组合、pet薄膜、pe薄膜或pp薄膜中的一种;所述pet薄膜与eva胶膜的组合固定方法为:将其加热至170~190℃,实现eva胶膜的融化并固定至金属板上;所述pet薄膜、pe薄膜或pp薄膜的固定方法为:通过加热到对应熔点温度实现自熔固定,并通过橡胶轮滚压贴附;其中所述pet薄膜的熔点为225~260℃,所述pe薄膜的熔点为120~136℃,所述pp薄膜的熔点为150~176℃;
27.(2)裁剪金属板并进行铣边或磨边:根据所需制作覆膜桶的内径大小,裁剪相应长度尺寸的金属板,以及相应直径尺寸的一对端盖,同时对金属板正反两端面的两侧端部分别进行铣边或磨边,将贴附在端部的覆膜层破坏,便于后续的焊接;金属板单侧铣边宽度为5~20mm,内外表面铣掉0.02mm;
28.(3)焊接金属板:将金属板卷成柱形结构,两侧铣边完成的端部贴合并焊接固定,制作形成桶体;焊接时,金属板两端部可采用普通上下搭焊或激光焊接中的一种,采用普通上下搭焊完成后,需通过压平机将焊缝位置处压平;
29.(4)焊缝处补膜:对桶体焊缝位置处进行电磁加热,并贴附补膜层,该补膜层沿垂直于焊缝方向的宽度为20~50mm,然后采用橡胶轮沿着补膜层进行滚压;该补膜层也可选用pet薄膜与eva胶膜的组合、pet薄膜、pe薄膜或pp薄膜中的一种,贴附方法与步骤(1)中的方法相同;
30.(5)固定端盖:将端盖与桶体呈开口状的端部对齐,并同步向外侧卷边,实现端盖与桶体的固定,进而实现桶体两端部的密封。
31.本实用新型通过覆膜的方法对桶体内外表面进行处理,桶体焊接前需对端部进行铣边或磨边,便于焊接固定,焊接完成后需对焊接位置处进行压平,方便补膜操作;同时补膜层贴附时,沿桶体周向设置的两端均延伸至覆膜层上端,有效保证桶体覆膜效果;该方法解决了喷涂产生的环境污染严重超标及投入成本过大的问题,有效保证桶体的使用效果及使用寿命。
32.上述实施例只为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技术的人能够了解本实用新型的内容并据以实施,并不能以此限制本实用新型的保护范围。对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型,因此无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1