一种料盘式集成电路板元器件自动供收料机构的制作方法
一种料盘式集成电路板元器件自动供收料机构
【技术领域】
1.本实用新型属于自动设备技术领域,特别是涉及一种料盘式集成电路板元器件自动供收料机构。
背景技术:
2.在集成电路板制作过程中,随着功能越多则集成在电路板上的元器件越多,有的需要在电路板上贴装上百个甚至上千个电子元器件,smt表面贴装工艺为集成电路板的制备提供了支撑,大大提高了制程效率。而电子元器件则一般是采用料盘式上料,配合吸嘴结构将电子元器件吸附至电路板待焊接位置,然后完成贴装,最后进行回流焊实现焊接固定。料盘式物料的自动供料直接影响了供料效率以及后续的贴装效率,而现有技术中的料盘式自动供收料装置结构复杂,空间占用高。
3.目前,本公司研发了一种5g毫米波天线与射频集成技术的项目,其将天线电路模块与射频模块集成在一个电路板上,其设计的天线电路与射频电路中包含有非常多的元器件,因此,为了提高集成电路板的生产效率,本公司研发了一种新的料盘式集成电路板元器件自动供收料机构来解决上述技术问题。
技术实现要素:
4.本实用新型的主要目的在于提供一种料盘式集成电路板元器件自动供收料机构,可实现料盘式物料的自动供料、空料盘的自动收料,整体结构简单,空间占用小。
5.本实用新型通过如下技术方案实现上述目的:一种料盘式集成电路板元器件自动供收料机构,其包括并排设置的收料仓、工作位与供料仓、从所述供料仓底部取出一个料盘移动至所述工作位或将所述工作位上的料盘移动至所述收料仓下方并将其从底部装入所述收料仓的料盘移载单元。
6.进一步的,所述供料仓包括对堆叠状的料盘四周进行限位的第一围挡件、由所述第一围挡件围绕形成的第一料仓、设置在所述第一料仓的相对两侧且托住堆叠状料盘底部的一对托料单元、以及检测所述第一料仓内的料盘高度的第一传感器。
7.进一步的,所述托料单元包括第一气缸、受所述第一气缸驱动进行水平运动的第一支撑板、固定在所述第一支撑板上的一对托料板。
8.进一步的,所述工作位的相对两侧设置有一对料盘夹持定位单元;所述料盘夹持定位单元包括第二气缸、受所述第二气缸驱动进行水平运动的第二支撑板、固定在所述第二支撑板上的一对定位块。
9.进一步的,所述定位块面朝料盘的一侧表面上设置有与料盘边框配合的限位卡槽。
10.进一步的,所述收料仓包括对堆叠状的料盘四周进行限位的第二围挡件、由所述第二围挡件围绕形成的第二料仓、设置在所述第二料仓相对两侧且托住堆叠状料盘底部的若干托料组件、以及检测所述第二料仓内的料盘高度的第二传感器。
11.进一步的,所述托料组件设置有四个呈两对设置在所述第二料仓的两侧,所述托料组件包括固定安装块、通过一销轴可旋转的安装在所述固定安装块上的托料块。
12.进一步的,所述托料块上设置有支撑料盘的支撑板面、与所述固定安装块配合实现角度限位的限位阻挡面、以及在受到向上的作用力时使得所述托料块整体向上翻转的翻转驱动受力面。
13.进一步的,所述料盘移载单元包括第一驱动件、受所述第一驱动件驱动进行水平直线运动的支撑架、并排设置在所述支撑架上的升降托料模组;所述升降托料模组包括固定在所述支撑架上的第二驱动件、受所述第二驱动件驱动进行上下运动的料盘托板。
14.进一步的,所述支撑架上设置有两个所述升降托料模组。
15.与现有技术相比,本实用新型料盘式集成电路板元器件自动供收料机构的有益效果在于:可实现堆叠满料盘的自动供应与分盘、物料的自动供应、以及空料盘的自动回收;也可实现堆叠空料盘的自动供应与分盘、物料的自动回收、以及满料盘的堆叠收料,实现了全自动料盘式物料的自动供料或收料;整体结构简单,空间占用小,更加有利于现场布控,节约用地。
【附图说明】
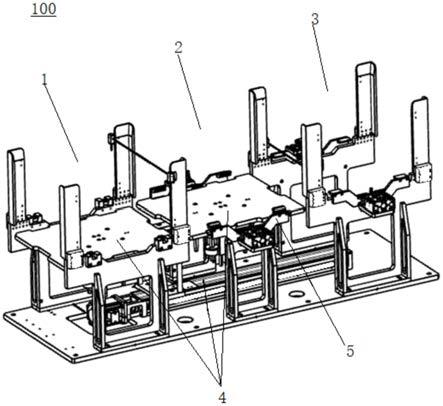
16.图1为本实用新型实施例的结构示意图;
17.图2为本实用新型实施例中供料仓的结构示意图;
18.图3为本实用新型实施例中料盘夹持定位单元的结构示意图;
19.图4为本实用新型实施例中收料仓的结构示意图;
20.图5为本实用新型实施例中托料组件的结构示意图;
21.图6为本实用新型实施例中料盘移载单元的结构示意图;
22.图中数字表示:
23.100料盘式集成电路板元器件自动供收料机构;
24.1收料仓,11第二围挡件,12第二料仓,13托料组件,131固定安装块,132销轴,133托料块,1331支撑板面,1332限位阻挡面,1333翻转驱动受力面,14第二传感器;
25.2工作位;
26.3供料仓,31第一围挡件,32第一料仓,33托料单元,331第一气缸,332第一支撑板,333托料板,34第一传感器;
27.4料盘移载单元,41第一驱动件,42支撑架,43升降托料模组,431第二驱动件,432料盘托板;
28.5料盘夹持定位单元,51第二气缸,52第二支撑板,53定位块;
【具体实施方式】
29.实施例一:
30.请参照图1
‑
图6,本实施例为一种料盘式集成电路板元器件自动供收料机构100,其包括并排设置的收料仓1、工作位2与供料仓3、以及从供料仓3底部取出一个料盘移动至工作位2或将工作位2上的料盘移动至收料仓1下方并将其从底部装入收料仓1的料盘移载单元4。
31.供料仓3包括对堆叠的空料盘四周进行限位的第一围挡件31、由第一围挡件31围绕形成的第一料仓32、设置在第一料仓32的相对两侧且托住堆叠料盘底部的一对托料单元33、以及检测第一料仓32内的空料盘的堆叠高度的第一传感器34。第一围挡件31由四个l型挡板构成。托料单元33包括第一气缸331、受第一气缸331驱动进行水平运动的第一支撑板332、固定在第一支撑板332上的一对托料板333。第一传感器34固定在第一围挡板31上以检测第一料仓32中空料盘堆叠的高度,当第一料仓32中的料盘堆叠高度低于第一传感器34的检测高度时,发出提示需要补充空料盘的信号。
32.工作位2的相对两侧设置有一对料盘夹持定位单元5。料盘夹持定位单元5包括第二气缸51、受第二气缸51驱动进行水平运动的第二支撑板52、固定在第二支撑板52上的一对定位块53。定位块53面朝料盘的一侧表面上设置有与料盘边框配合的限位卡槽(图中未标示)。料盘夹持定位单元5通过将料盘夹持固定住,保障物料供应或收取的位置精度。
33.收料仓1包括对堆叠的满料盘四周进行限位的第二围挡件11、由第二围挡件11围绕形成的第二料仓12、设置在第二料仓12相对两侧且托住堆叠的满料盘底部的若干托料组件13、以及检测第二料仓12内的满料盘堆叠高度的第二传感器14。本实施例中,托料组件13设置有四个呈两对设置在第二料仓12的两侧,托料组件13包括固定安装块131、通过一销轴132可旋转的安装在固定安装块131上的托料块133,托料块133上设置有支撑料盘的支撑板面1331、与固定安装块131配合实现角度限位的限位阻挡面1332、以及在受到向上的作用力时使得托料块133整体向上翻转的翻转驱动受力面1333。支撑板面1331与限位阻挡面1332垂直分布。在其他实施例中,托料组件13也可以和供料仓3中的托料单元33结构一样。第二传感器14设置在第二围挡件11上,检测满料盘的堆叠高度,当第二料仓12中的满料盘堆叠高度高于第二传感器14的检测高度时,发出提示需要移走满料盘的信号,防止满料盘堆积过高超出第二料仓12的高度。
34.料盘移载单元4包括第一驱动件41、受第一驱动件41驱动进行水平直线运动的支撑架42、并排设置在支撑架42上的两个升降托料模组43。升降托料模组43包括固定在支撑架42上的第二驱动件431、受第二驱动件431驱动进行上下运动的料盘托板432。两个升降托料模组43同步协作,其中一个承接供料仓3底部的空料盘然后移动至工作位2,另一个同步的承接工作位2上的满料盘然后移动至收料仓1下方,并将其顶入收料仓1内,从而实现了料盘在供料仓3、工作位2以及收料仓1之间的连续流转,保障了工作位2可以无间断连续的进行物料的收取作业。在其他实施例中,可在供料仓3中放置满料盘,收料仓1收集空料盘,从而实现工作2的供料作业。在其他实施例中,升降托料模组43也可以只设置一个,同样可以实现料盘在三个工位之间的流转,但无法实现不间断连续供料或收料。
35.在供料仓3位置时,首先通过升降托料模组43将堆叠的空料盘整体向上托起,托料单元33中的托料板333退回,升降托料模组43下降设定高度,托料板333伸出,将倒数第二层的空料盘托住,升降托料模组43继续下降,将最底层的空料盘从第一料仓32中取出,实现分盘。
36.在工作位2位置时,升降托料模组43支撑空料盘向上顶升设定高度,料盘夹持定位单元5中的定位块53伸出,从两侧夹持住空料盘,升降托料模组43下降,实现空料盘的转移,然后该升降托料模组43再返回至供料仓3下方,承接下一个空料盘。
37.在收料仓1位置时,原来位于工作位2下方的升降托料模组43承接一个满料盘,然
后移动至收料仓1下方位置,升降托料模组43支撑满料盘向上顶起,使得满料盘的边缘高度高于托料块133,进而将新进入的满料盘作为原堆叠满料盘的最底层,通过新进入的满料盘边缘的棱边作用于翻转驱动受力面1333,使得托料块133绕着销轴132向上翻转,从而可以使得满料盘通过托料组件13移动至其上方,当满料盘棱边的上顶作用力消失后,托料块133在其自身重力作用下恢复至原始状态,支撑板面1331趋于水平,限位阻挡面1332与固定安装块131对应表面抵持相贴,升降托料模组43再下降,将堆叠的满料盘再次回落至托料块133上,完成满料盘的收料。
38.本实施例一种料盘式集成电路板元器件自动供收料机构100,可实现堆叠的满料盘的自动供应与分盘、物料的自动供应、以及空料盘的自动回收;也可实现堆叠空料盘的自动供应与分盘、物料的自动回收、以及满料盘的堆叠收料,实现了全自动料盘式物料的自动供料或收料;整体结构简单,空间占用小,更加有利于现场布控,节约用地。
39.以上所述的仅是本实用新型的一些实施方式。对于本领域的普通技术人员来说,在不脱离本实用新型创造构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1