防揭起镶标机的制作方法
1.本实用新型实施例涉及机电技术领域,更具体地,涉及一种防揭起镶标机。
背景技术:
2.随着企业对自身品牌保护意识的加强,企业要求对能标志自身品牌的标签标识、防伪标签等标志物具有防揭起和防转移功能。
3.现有贴标方式总体分为两大类,一类是人工贴标,将标识标签、防伪标签粘贴至包装物上;第二类是通过自动贴标机设备,自动将标签粘贴至包装物上。
4.无论是哪种方式,均具有以下缺点:
5.1、贴标后的标识标签、防伪标签处于包装物平面之上,突出于包装物,容易被刮蹭。
6.2、贴于包装物表面的标识标签、防伪标签容易被人通过热风吹、刀具刮等方式揭起和转移,被揭起和转移的包装物完好无损,而揭起和转移的标识标签、防伪标签等还能够二次使用,有再次被使用在仿冒伪劣产品上的风险,从而不能真正起到防伪作用。
技术实现要素:
7.本实用新型实施例提供了一种防揭起镶标机,能够将标签镶嵌于产品上,使得标签不易取出并且标签设置方式不易被仿制,从而为避免标签被刮蹭,避免标签被二次利用提供了技术基础。
8.本实用新型实施例还提供了一种防揭起镶标机,可以包括:固定装置、运行装置、模压模切装置、镶标装置和自动供标装置;
9.所述固定装置,可以设置为固定待镶标的产品;
10.所述运行装置,可以与所述固定装置相连,可以设置为带动所述固定装置进行移动;
11.所述模压模切装置,可以设置于所述运行装置的运行轨道一侧或两侧,可以设置为在所述产品上冲压出凹陷模痕;
12.所述镶标装置,可以设置于所述运行装置的运行轨道一侧或两侧,可以设置为从所述自动供标装置获取待粘贴的标签,并将所述标签下压并镶嵌至所述凹陷模痕内;
13.所述自动供标装置,可以与所述镶标装置相邻,可以设置为提供所述待粘贴的标签。
14.在本技术的示例性实施例中,所述防揭起镶标机还可以包括:上料装置;
15.所述上料装置,可以设置于所述固定装置的起始位置处,可以设置为向所述固定装置输送产品。
16.在本技术的示例性实施例中,所述防揭起镶标机还可以包括:主体箱;所述主体箱内包含控制装置;
17.所述控制装置,可以分别与所述固定装置、所述运行装置、所述模压模切装置、所
述镶标装置、所述自动供标装置和所述上料装置电连接,可以设置为对所述固定装置、所述运行装置、所述模压模切装置、所述镶标装置、所述自动供标装置和所述上料装置进行控制。
18.在本技术的示例性实施例中,所述主体箱还可以包含人机交互装置;
19.所述人机交互装置,可以设置为向所述控制装置传输人工操作指令。
20.在本技术的示例性实施例中,所述运行装置、所述模压模切装置、所述镶标装置和所述自动供标装置可以均设置于所述主体箱的上表面上;
21.所述固定装置或所述固定装置的部分组件可以设置于所述运行装置上。
22.在本技术的示例性实施例中,所述防揭起镶标机还可以包括:上料平台;
23.所述上料装置设置于所述主体箱的上表面上,或者设置于上料平台上。
24.在本技术的示例性实施例中,所述固定装置可以为夹持工具和/或吸持工具;
25.所述加持工具,可以设置为通过夹紧或锁紧固定所述产品;
26.所述吸持工具,可以设置为通过吸力固定所述产品。
27.在本技术的示例性实施例中,所述吸持工具可以包括真空吸持组件;所述真空吸持组件可以包括:真空吸嘴以及与所述真空吸嘴相连的真空泵;
28.所述真空泵,可以设置为对所述真空吸嘴进行抽真空,使得所述真空吸嘴具有吸力;
29.所述真空吸嘴,可以设置于所述运行装置上,可以设置为吸附所述产品,以对所述产品进行固定。
30.在本技术的示例性实施例中,所述模压模切装置可以包括冲压机头;所述冲压机头的冲压端上可以设置有冲压模型;
31.所述冲压模型的形状可以与待粘贴的标签的形状相同。
32.在本技术的示例性实施例中,所述防揭起镶标机还可以包括:收集箱;
33.所述收集箱,可以设置于所述固定装置的起始端或终止端,可以设置为收集镶嵌上标签后的产品。
34.与相关技术相比,本技术实施例可以包括固定装置、运行装置、模压模切装置、镶标装置和自动供标装置;所述固定装置可以设置为固定待镶标的产品;所述运行装置可以与所述固定装置相连,可以设置为带动所述固定装置进行移动;所述模压模切装置可以设置于所述运行装置的运行轨道一侧或两侧,可以设置为在所述产品上冲压出凹陷模痕;所述镶标装置可以设置于所述运行装置的运行轨道一侧或两侧,可以设置为从所述自动供标装置获取待粘贴的标签,并将所述标签下压并镶嵌至所述凹陷模痕内;所述自动供标装置可以与所述镶标装置相邻,可以设置为提供所述待粘贴的标签。通过该实施例方案,实现了将标签镶嵌于产品上,使得标签不易取出并且标签设置方式不易被仿制,从而为避免标签被刮蹭,避免标签被二次利用提供了技术基础。
35.本技术的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本技术而了解。本技术的其他优点可通过在说明书以及附图中所描述的方案来实现和获得。
36.本实用新型的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本实用新型而了解。本实用新型的目的和其他优点可通过
在说明书以及附图中所特别指出的结构来实现和获得。
附图说明
37.附图用来提供对本实用新型技术方案的进一步理解,并且构成说明书的一部分,与本技术的实施例一起用于解释本实用新型的技术方案,并不构成对本实用新型技术方案的限制。
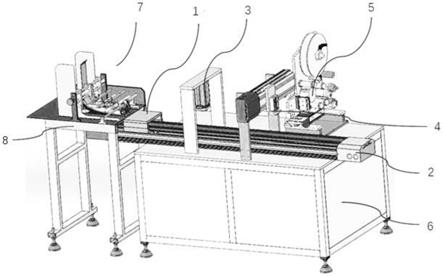
38.图1为本实用新型实施例的防揭起镶标机结构示意图。
具体实施方式
39.为使本实用新型的目的、技术方案和优点更加清楚明白,下文中将结合附图对本实用新型的实施例进行详细说明。需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互任意组合。
40.本技术实施例提供了一种防揭起镶标机,如图1所示,可以包括:固定装置1、运行装置2、模压模切装置3、镶标装置4和自动供标装置5;
41.所述固定装置1,可以设置为固定待镶标的产品;
42.所述运行装置2,可以与所述固定装置1相连,可以设置为带动所述固定装置1进行移动,以带动所述产品移动;
43.所述模压模切装置3,可以设置于所述产品的移动线路一侧或两侧,可以设置为在所述产品上冲压出凹陷模痕;
44.所述镶标装置4,可以设置于运行装置的运行轨道(即所述产品的移动线路)一侧或两侧,可以设置为从所述自动供标装置5获取待粘贴的标签,并将所述标签下压并镶嵌至所述凹陷模痕内;
45.所述自动供标装置5,可以与所述镶标装置4相邻,可以设置为提供所述待粘贴的标签。
46.在本技术的示例性实施例中,获取待标镶的产品以后,可以首先通过固定装置1对所述产品进行固定;并通过运行装置2将固定好的产品运输到模压模切装置3下方,以通过模压模切装置3在固定好的产品上冲压出凹陷模痕;并通过运行装置2将冲压出凹陷模痕的产品运输到镶标装置4下方,以通过镶标装置4将获得的标签镶嵌至所述凹陷模痕内。
47.在本技术的示例性实施例中,所述固定装置1可以为夹持工具和/或吸持工具;
48.所述加持工具,可以设置为通过夹紧或锁紧固定所述产品;例如,夹具;
49.所述吸持工具,可以设置为通过吸力固定所述产品。
50.在本技术的示例性实施例中,由于待镶嵌标签的产品一般为物体的外包装或贴于外包装上的用于提供产品说明的薄层,其中外包装包含软质包装和硬质包装,其中软质包装例如:软质烟盒,硬质包装例如:纸箱、金属管体等,该薄层可以是粘贴于瓶体或罐体表面的纸质或薄膜质说明书等。
51.在本技术的示例性实施例中,针对不同质感(软质或硬质)的待镶标的产品,可以采用不同的固定方式,以保证对产品起到良好的固定作用。
52.在本技术的示例性实施例中,例如,对于硬质产品可以采用夹持方式即可,便于实施,也容易实现。对于软质产品可以采用吸力进行固定,例如,可以采用真空吸盘或真空吸
嘴对纸张、薄膜等进行吸附固定,以避免通过夹持等固定方式对该纸张、薄膜等造成破坏。
53.在本技术的示例性实施例中,所述吸持工具可以包括真空吸持组件;所述真空吸持组件可以包括:真空吸嘴以及与所述真空吸嘴相连的真空泵;
54.所述真空泵,可以设置为对所述真空吸嘴进行抽真空,使得所述真空吸嘴具有吸力;
55.所述真空吸嘴,可以设置于所述运行装置上,可以设置为吸附所述产品,以对所述产品进行固定。
56.在本技术的示例性实施例中,当获得的待镶标的产品为平张的纸张或薄膜时,可以在纸张被输送到设定位置时,启动真空泵,对位于该设定位置的真空吸嘴抽真空,从而使得真空吸嘴具有吸力,将该平张的纸张或薄膜等吸附住,达到固定作用。该预设位置处设置的真空吸嘴可以为一个或多个,对于真空吸嘴的具体数量、形状、尺寸、设置位置、分布方式等均不做限定,可以根据不同的需求自行定义。
57.在本技术的示例性实施例中,该设定位置处可以设置有一个或多个物体检测装置,例如,可以为红外检测装置,通过该物体检测装置可以确定设定位置处是否放置了物体(产品),当检测到已经放置物体时,可以控制真空泵启动,以实现对产品的自动固定。
58.在本技术的示例性实施例中,所述固定装置1或所述固定装置1的部分组件可以设置于所述运行装置上。
59.在本技术的示例性实施例中,该运行装置可以包括运行轨道,具体地,可以将固定装置1或所述固定装置1的部分组件设置于所述运行轨道上。
60.在本技术的示例性实施例中,当固定装置1为加持工具时,可以直接将该加持工具(夹具,如夹子)设置于运行轨道上,以便运行装置启动后,通过该运行轨道带动夹持有产品(如包装盒)的夹具运行。当固定装置1为吸持工具时,例如,真空吸持组件,可以仅将真空吸持组件中的真空吸嘴设置于运行轨道上,以便运行装置启动后,通过该运行轨道带动吸持有产品(如平张的纸张或薄膜等)的真空吸嘴运行。
61.在本技术的示例性实施例中,在通过固定装置1将产品固定好以后,可以控制运行装置启动,以带动固定好的产品运行到下一处工序处。
62.在本技术的示例性实施例中,在对所述产品进行固定之后,可以将固定好的产品运输到第一预设位置处,以在所述第一预设位置处在所述产品上冲压出凹陷模痕。
63.在本技术的示例性实施例中,所述第一预设位置处可以设置有:模压模切装置3。
64.在本技术的示例性实施例中,模压模切装置3可以设置于所述产品的移动线路一侧或两侧,例如,可以横跨于运行轨道上。
65.在本技术的示例性实施例中,模压模切装置3可以包括第一支架和冲压机头,冲压机头可以设置于第一支架上,该第一支架可以横跨于运行轨道上。
66.在本技术的示例性实施例中,第一支架可以为n字形,其中,第一支架包含两个第一纵向支架,分别纵向立于运行轨道的两侧,第一支架还包含一个第一横向支架,第一横向支架连接两个第一纵向支架的顶端,第一横向支架横跨于运行轨道上。
67.在本技术的示例性实施例中,第一横向支架上可以设置有第一轨道,冲压机头可以设置于第一轨道上,以使得冲压机头可以沿第一轨道运行,从而使得冲压机头可以灵活调整冲压位置。
68.在本技术的示例性实施例中,冲压机头的冲压端上具有可拆卸的冲压模型,该冲压模型的形状与不同的标签的形状一一对应。即,可以根据待镶嵌的标签的形状更换冲压模型。
69.在本技术的示例性实施例中,所述将固定好的产品运输到第一预设位置处,可以包括:
70.控制预设的运行装置运行第一预设时长,以带动所述产品移动第一距离,到达位于所述模压模切装置3的下方。
71.在本技术的示例性实施例中,具体地是到达冲压机头的下方,可以预先调整好冲压机头的位置,以使得产品运行到第一预设位置后,可以使得冲压机头正好冲准产品上待镶标的位置。
72.在本技术的示例性实施例中,该第一预设位置处可以设置有一个或多个物体检测装置,例如,可以为红外检测装置,通过该物体检测装置可以确定第一预设位置产品是否刚好运行到位,当检测到产品刚好运行到位时,可以控制模压模切装置3启动,以实现在固定好的产品上冲压出凹陷模痕。
73.在本技术的示例性实施例中,所述在固定好的产品上冲压出凹陷模痕,包括:
74.以第一预设功率控制所述模压模切装置进行冲压操作,以使得所述模压模切装置以第一预设冲压力对所述产品表面进行冲压,在所述产品上冲压出所述凹陷模痕。
75.在本技术的示例性实施例中,为了避免冲压机头用力过大对产品冲压时造成产品损坏,以及冲压机头用力过小不能在产品上冲压出合格的凹陷模痕,可以预先对冲压力进行研究,以找到合适的冲压力,并根据该合适的冲压力计算冲压机头的冲压速度和/或加速度,并根据该冲压速度和/或加速度计算出对所述模压模切装置的相应的控制功率,例如上述的第一预设功率。
76.在本技术的示例性实施例中,在对所述产品冲压出凹陷模痕之后,可以将冲压有凹陷模痕的产品运输到第二预设位置处,以在所述第二预设位置处将待镶嵌的标签镶嵌至所述凹陷模痕内。
77.在本技术的示例性实施例中,所述第二预设位置处可以设置有:镶标装置4。
78.在本技术的示例性实施例中,镶标装置4可以运行装置设置于所述产品的移动线路一侧或两侧,例如,可以横跨于运行轨道上。
79.在本技术的示例性实施例中,镶标装置4可以包括第二支架和镶标机头,镶标机头可以设置于第二支架上,该第二支架可以横跨于运行轨道上。
80.在本技术的示例性实施例中,第二支架可以为n字形,其中,第二支架可以包含两个第二纵向支架,分别纵向立于运行轨道的两侧,第二支架还可以包含一个第二横向支架,第二横向支架连接两个第二纵向支架的顶端,第二横向支架横跨于运行轨道上。
81.在本技术的示例性实施例中,第二横向支架上可以设置有第二轨道,镶标机头可以设置于第二轨道上,以使得镶标机头可以沿第二轨道运行,从而使得镶标机头可以灵活调整镶标位置。
82.在本技术的示例性实施例中,所述模压模切装置可以包括冲压机头;所述冲压机头的冲压端上可以设置有冲压模型;
83.所述冲压模型的形状可以与待粘贴的标签的形状相同。
84.在本技术的示例性实施例中,镶标机头的镶标端上可以具有可拆卸的镶标模型,该镶标模型的形状可以与不同的标签的形状一一对应。即,可以根据待镶嵌的标签的形状更换镶标模型。
85.在本技术的示例性实施例中,镶标机头的镶标端可以设置有以下任意一种或多种:吸附材料、夹持部件等,以便于能够将待镶嵌的标签吸附或夹持住。例如,可以设置有磁铁,标签可以设置为磁性材料,通过磁铁吸附该磁性材料,其中该磁铁的磁性是可控的,在获取标签时,可以使得该磁铁具有磁性,当将标签镶嵌在凹陷模痕内以后可以使磁铁的磁性消失,以便于镶标机头释放标签,避免在标签镶嵌完成以后再次将标签从凹陷模痕内带出。相似地,当镶标端具有夹持部件时,该夹持部件的夹持能力是可控的,在获取标签时,可以使得该坚持部件具有夹持能力,当将标签镶嵌在凹陷模痕内以后可以使坚持部件松开,失去夹持能力,以便于镶标机头释放标签,同样避免在标签镶嵌完成以后再次将标签从凹陷模痕内带出。
86.在本技术的示例性实施例中,为了防止标签脱落,还可以在标签上设置粘合剂,以使得标签被墙嵌入凹陷模痕内以后,标签同时与凹陷模痕粘合在一起。
87.在本技术的示例性实施例中,所述将冲压有所述凹陷模痕的产品运输到第二预设位置处,包括:
88.控制预设的运行装置运行第二预设时长,以带动所述产品移动第二距离,到达位于所述镶标装置的下方。
89.在本技术的示例性实施例中,具体地是到达镶标机头的下方,可以预先调整好镶标机头的位置,以使得产品运行到第二预设位置后,可以使得镶标机头正好冲准产品上的凹陷模痕。
90.在本技术的示例性实施例中,该第二预设位置处可以设置有一个或多个物体检测装置,例如,可以为红外检测装置,通过该物体检测装置可以确定第一预设位置产品是否刚好运行到位,当检测到产品刚好运行到位时,可以控制镶标装置4启动,以实现将所述标签下压并镶嵌至所述凹陷模痕内。
91.在本技术的示例性实施例中,所述将获得的标签镶嵌至所述凹陷模痕内,可以包括:
92.以第二预设功率控制所述镶标装置4进行下压操作,以使得所述模压模切装置以第二预设冲压力将所述标签下压并镶嵌至所述凹陷模痕内。
93.在本技术的示例性实施例中,为了避免镶标机头用力过大对产品冲压时造成产品损坏,以及镶标机头用力过小不能将标签镶嵌至凹陷模痕内,可以预先对冲压力进行研究,以找到合适的冲压力,并根据该合适的冲压力计算镶标的冲压速度和/或加速度,并根据该冲压速度和/或加速度计算出对所述镶标装置4的相应的控制功率,例如上述的第二预设功率。
94.在本技术的示例性实施例中,在将获得的标签镶嵌至所述凹陷模痕内之前,所述方法还包括:
95.控制所述镶标装置4从预设的自动供标装置5处获取待粘贴的标签。
96.在本技术的示例性实施例中,在镶标装置4的旁边可以设置有自动供标装置5,通过自动供标装置5向镶标装置4提供所述待粘贴的标签。
97.在本技术的示例性实施例中,自动供标装置5可以通过传送带将标签依次传送至镶标装置4的取标位置(获取标签的位置)处,镶标装置4可以通过镶标机头的镶标端的吸附材料和/或夹持部件获取标签,镶标机头获取标签后再次返回第二预设位置上方,以将该标签镶嵌至产品的凹陷模痕内。
98.在本技术的示例性实施例中,所述防揭起镶标机还可以包括:收集箱;
99.所述收集箱,可以设置于所述固定装置1的起始端或终止端,可以设置为收集镶嵌上标签后的产品。
100.在本技术的示例性实施例中,在将获得的标签镶嵌至所述凹陷模痕内以后,可以解除对产品的固定,以将镶嵌有标签的产品放置入预设收集箱内。
101.在本技术的示例性实施例中,防揭起镶标机上还可以设置有用于收集镶嵌有标签的产品的收集箱,该收集箱可以设置为固定于一个位置处,也可以设置为可移动的。在此对于收集箱的具体设置位置不做限定。
102.在本技术的示例性实施例中,例如,该收集箱可以设置于运行轨道的起始位置处,即,固定装置的起始位置处,例如,真空吸嘴的起始位置处(复位处)。
103.在本技术的示例性实施例中,在完成镶嵌操作后,固定装置1,具体地,例如真空吸嘴,可以带着包装物产品沿着运行轨道运行至复位处,关闭真空泵使得真空吸嘴释放产品,产品可以自动落至收集箱内,完成整个自动镶标过程。
104.在本技术的示例性实施例中,在完成镶嵌操作后,固定装置(如真空吸嘴)还可以沿运行轨道运行至收集箱所在位置,释放镶嵌有变迁的产品后,再沿运行轨道返回起始位置处(复位处),以吸附下一个产品。或者,运行轨道可以设置为闭环形的,固定装置(如真空吸嘴)可以沿运行轨道一直向前运行,从而回到复位处。
105.在本技术的示例性实施例中,本技术实施例的上料过程可以为人工上料也可以为自动上料。当通过人工上料时,可以由人工将包装物放置到固定装置1上,由所述固定装置1的真空吸嘴或夹具本身将包装物固定住后,沿着所述运行轨道运行至所述模压模切装置下方进行模压模切,获取凹陷模痕。
106.在本技术的示例性实施例中,当通过人工上料时,可以设置人机交互装置,例如,实体按键和/或人机交互界面等,在人工上料完成后,可以启动人机交互装置,对产品进行固定、模压模切、镶标等一系列操作。
107.在本技术的示例性实施例中,当进行自动上料时,所述防揭起镶标机还可以包括:上料装置7;
108.所述上料装置7,可以设置于所述固定装置1的起始位置处,可以设置为向所述固定装置1输送产品。
109.在本技术的示例性实施例中,该上料装置可以包含传送带,通过传送带将产品依次传送至用于固定产品的设定位置处,从而通过固定装置1对产品进行固定。
110.在本技术的示例性实施例中,所述防揭起镶标机还可以包括:主体箱6;所述主体箱6内可以包含控制装置;
111.所述控制装置,可以分别与所述固定装置1、所述运行装置2、所述模压模切装置3、所述镶标装置4、所述自动供标装置5和所述上料装置7电连接,可以设置为对所述固定装置1、所述运行装置2、所述模压模切装置3、所述镶标装置4、所述自动供标装置5和所述上料装
置进行控制。
112.在本技术的示例性实施例中,所述运行装置2、所述模压模切装置3、所述镶标装置4和所述自动供标装置5可以均设置于所述主体箱6的上表面上。
113.在本技术的示例性实施例中,对于主体箱6的具体尺寸、形状、内部结构等不做限制,可以根据需求自行定义。
114.在本技术的示例性实施例中,所述主体箱6还可以包含人机交互装置;
115.所述人机交互装置,可以设置为向所述控制装置传输人工操作指令。
116.在本技术的示例性实施例中,控制装置和人机交互装置可以均设置于控制箱处,以便于缩短线路,集中进行结构布局。
117.在本技术的示例性实施例中,所述防揭起镶标机还可以包括:上料平台8;
118.所述上料装置7可以设置于所述主体箱的上表面上,或者可以设置于上料平台8上。
119.在本技术的示例性实施例中,对于上料装置的具体设置位置不作详细限定。
120.在本实用新型中的描述中,需要说明的是,术语“上”、“下”、“一侧”、“另一侧”、“一端”、“另一端”、“边”、“相对”、“四角”、“周边”、
““
口”字结构”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的结构具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
121.在本实用新型实施例的描述中,除非另有明确的规定和限定,术语“连接”、“直接连接”、“间接连接”、“固定连接”、“安装”、“装配”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;术语“安装”、“连接”、“固定连接”可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
122.虽然本实用新型所揭露的实施方式如上,但所述的内容仅为便于理解本实用新型而采用的实施方式,并非用以限定本实用新型。任何本实用新型所属领域内的技术人员,在不脱离本实用新型所揭露的精神和范围的前提下,可以在实施的形式及细节上进行任何的修改与变化,但本实用新型的专利保护范围,仍须以所附的权利要求书所界定为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1