自动化分板上料机构的制作方法
1.本实用新型涉及上料技术领域,尤其涉及一种自动化分板上料机构。
背景技术:
2.pcb(printed circuit board),中文名称为印制电路板,又称印刷线路板,是重要的电子部件,是电子元器件的支撑体,是电子元器件电气相互连接的载体。在pcb的生产加工中,通常需要用到pcb分板机进行分板。pcb分板机作为现代社会的一种机械化的设备,在生产当中,有很高的工作效率,在pcb 分板机的帮助,可以大大的提高企业的发展。目前,市场上的pcb板分板机上料机构仍然存在以下问题:结构复杂,而且不能做到自动进行上料,而且大多数的pcb板分板机上料机构安装和移动都很麻烦,给人们的使用带来很大的不便。
技术实现要素:
3.本实用新型的目的在于提供一种可自动化分板并可切换不同上料方式的自动化分板上料机构。
4.为实现上述目的,本实用新型提供了一种自动化分板上料机构,包括机架、第一输送机构、第二输送机构、升降机构、第三输送机构、第四输送机构及钩料机构,所述第一输送机构设置于所述机架上,所述第一输送机构用于输送呈单个放置的工件;所述第二输送机构设置于所述机架上,所述第二输送机构与所述第一输送机构呈间隔设置,所述第二输送机构用于输送呈单个放置的工件;所述升降机构设置于所述机架上并位于所述第一输送机构和所述第二输送机构之间;所述第三输送机构设置于所述升降机构上;借由所述升降机构驱动所述第三输送机构上升,以使所述第三输送机构对接与所述第一输送机构与所述第二输送机构之间,使得所述第一输送机构可将单个的所述工件逐个地经所述第三输送机构输送至所述第二输送机构上;所述第四输送机构设置于所述机架上并位于所述第一输送机构的下方,所述第四输送机构用于输送供若干个工件上下放置的料架;所述钩料机构设置于所述机架上;借由所述升降机构驱动所述第三输送机构移动,以使所述第三输送机构与所述第四输送机构对接,使得所述第四输送机构将所述料架输送至所述第三输送机构上;借由所述升降机构驱动所述第三输送机构连同所述料架移动,以使所述钩料机构逐一将所述料架上的工件钩住并拉动至所述第二输送机构上。
5.较佳地,所述第一输送机构与所述第二输送机构位于同一水平方向上。
6.较佳地,所述升降机构包括升降驱动机构及升降托板,所述升降驱动机构设置于所述机架上,所述升降驱动机构与所述升降托板连接,所述升降驱动机构可驱动所述升降托板升降,所述第三输送机构设置于所述升降托板上。
7.较佳地,所述自动化分板上料机构还包括料架,所述料架内具有供若干个工件沿上下方向放置的容置空间,所述料架可放置于所述第四输送机构上。
8.较佳地,所述钩料机构包括钩料驱动机构及钩料件,所述钩料驱动机构设置于所述机架上,所述钩料驱动机构的输出端与所述钩料件连接;所述钩料驱动机构可驱动所述
钩料件移动,以将所述料架上的工件钩住并拉动至所述第二输送机构上。
9.较佳地,所述钩料驱动机构包括安装支座及气缸,所述安装支座设置于所述机架上,所述气缸安装于所述安装支座上,所述气缸的输出端与所述钩料件连接。
10.较佳地,所述钩料驱动机构还包括固定滑块及滑轨,所述固定滑块固定于所述机架上,所述滑轨与所述固定滑块滑动配合,所述滑轨与所述钩料件连接。
11.较佳地,所述第一输送机构、所述第二输送机构、所述第三输送机构和所述第四输送机构四者中的至少一者包括第一皮带传送组件、第二皮带传送组件及宽度调节组件,所述第一皮带传送组件固定于所述机架上,所述第二皮带传送组件可滑动地设置于所述机架上,所述宽度调节组件与所述第二皮带传送组件连接,所述宽度调节组件可驱动所述第二皮带传送组件靠近或远离所述第一皮带传送组件。
12.较佳地,所述宽度调节组件包括旋转电机、螺杆及滑套,所述旋转电机安装于所述第一皮带传送组件上,所述旋转电机的输出端与所述螺杆连接,所述滑套套设于所述螺杆上,所述滑套与所述第二皮带传送组件连接,借由所述旋转电机驱动所述螺杆转动,以带动所述滑套连同所述第二皮带传送组件一起移动。
13.较佳地,所述机架上设有导轨,所述第二皮带传送组件连接有导块,所述导块可滑动地设置于所述导轨上。
14.与现有技术相比,本实用新型的自动化分板上料机构具有单个自动化上料和料架多个自动化上料两种自动化上料模式。通过所述升降机构驱动所述第三输送机构上升,以使所述第三输送机构对接与所述第一输送机构与所述第二输送机构之间,使得所述第一输送机构可将单个的所述工件逐个地经所述第三输送机构输送至所述第二输送机构上,此为单个自动化上料;借由所述升降机构驱动所述第三输送机构移动,以使所述第三输送机构与所述第四输送机构对接,使得所述第四输送机构将所述料架输送至所述第三输送机构上,再借由所述升降机构驱动所述第三输送机构连同所述料架移动,以使所述钩料机构逐一将所述料架上的工件钩住并拉动至所述第二输送机构上,此为料架多个自动化上料模式,实现了自动化分板和上料。本实用新型的自动化分板上料机构可在单个自动化上料和料架多个自动化上料两种不同上料方式之间进行切换,以便于适应客户不同的生产需求。
附图说明
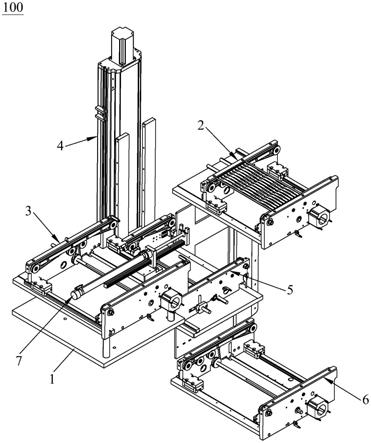
15.图1是本实用新型的自动化分板上料机构的结构示意图。
16.图2是本实用新型的自动化分板上料机构的料架位于第三输送机构上的结构示意图。
17.图3是本实用新型的升降机构的结构示意图。
18.图4是本实用新型的钩料机构的结构示意图。
19.图5是本实用新型的第一输送机构、第二输送机构、第三输送机构和第四输送机构的结构示意图。
具体实施方式
20.为了详细说明本实用新型的技术内容、构造特征,以下结合实施方式并配合附图作进一步说明。
21.请参阅图1及图2,本实用新型的自动化分板上料机构100包括机架1、第一输送机构2、第二输送机构3、升降机构4、第三输送机构5、第四输送机构6 及钩料机构7。第一输送机构2设置于机架1上,第一输送机构2用于输送呈单个放置的工件;第二输送机构3设置于机架1上,第二输送机构3与第一输送机构2呈间隔设置,第二输送机构3用于输送呈单个放置的工件;升降机构4 设置于机架1上并位于第一输送机构2和第二输送机构3之间;第三输送机构5 设置于升降机构4上;借由升降机构4驱动第三输送机构5上升,以使第三输送机构5对接与第一输送机构2与第二输送机构3之间,使得第一输送机构2 可将单个的工件逐个地经第三输送机构5输送至第二输送机构3上;第四输送机构6设置于机架1上并位于第一输送机构2的下方,第四输送机构6用于输送供若干个工件上下放置的料架8;钩料机构7设置于机架1上;借由升降机构 4驱动第三输送机构5移动,以使第三输送机构5与第四输送机构6对接,使得第四输送机构6将料架8输送至第三输送机构5上;借由升降机构4驱动第三输送机构5连同料架8移动,以使钩料机构7逐一将料架8上的工件钩住并拉动至第二输送机构3上。为便于展示其他机构,图中展示的机架1为机架1的部分结构。其中,在本实施中,工件为装载有pcb板的载具,但不以此为限,工件也可为其他的部件。具体地,第一输送机构2与第二输送机构3位于同一水平方向上,但不以此为限。
22.请参阅图3,升降机构4包括升降驱动机构41及升降托板42,升降驱动机构41设置于机架1上,升降驱动机构41与升降托板42连接,升降驱动机构41 可驱动升降托板42升降,第三输送机构5设置于升降托板42上。
23.请参阅图2,本实用新型的自动化分板上料机构100还包括料架8,料架8 内具有供若干个工件沿上下方向放置的容置空间81,料架8可放置于第四输送机构6上。具体地,该料架8可在容置空间81内沿上下方向设置供工件放置的卡位,但不以此为限,举例而言,该料架8也可供工件沿上下方向叠放,在钩料机构7需要钩料时,利用现有的承托机构承托第二层及第二层以上的工件,使得钩料机构7可钩取料架8上最底层的工件。
24.请参阅图1及图4,在本实施例中,钩料机构7设置于第二输送机构3的下方,但不以此为限,钩料机构7也可设置在机架1的其他位置。钩料机构7包括钩料驱动机构71及钩料件72,钩料驱动机构71设置于机架上,钩料驱动机构71的输出端与钩料件72连接;钩料驱动机构71可驱动钩料件72移动,以将料架上的工件钩住并拉动至第二输送机构上。具体地,钩料驱动机构71包括安装支座711及气缸712,安装支座711设置于机架1上,气缸712安装于安装支座711上,气缸712的输出端与钩料件72连接。更具体地,钩料驱动机构71 还包括固定滑块713及滑轨714,固定滑块713固定于机架1上,滑轨714与固定滑块713滑动配合,滑轨714与钩料件72连接,安装支座711上设有供滑轨714穿过的槽口。钩料机构7的结构不以此为限,举例而言,钩料机构7也可采用现有的直线电机、三轴机械手等等机构来驱动钩爪抓取或吸附工件。
25.请参阅图1及图5,第一输送机构2、第二输送机构3、第三输送机构5和第四输送机构6四者中的至少一者包括第一皮带传送组件21、第二皮带传送组件22及宽度调节组件23,第一皮带传送组件21固定于机架1上,第二皮带传送组件22可滑动地设置于机架1上,宽度调节组件23与第二皮带传送组件22 连接,宽度调节组件23可驱动第二皮带传送组件22靠近或远离第一皮带传送组件21。在本实施例中,第一输送机构2、第二输送机构3、第三输送机构5和第四输送机构6均包括第一皮带传送组件21、第二皮带传送组件22及宽度调节组件
23,但不以此为限。第一皮带传送组件21和第二皮带传送组件22的具体结构和原理为本领域技术人员所熟知,故在此不赘述。通过宽度调节组件23可驱动第二皮带传送组件22靠近或远离第一皮带传送组件21,从而调节第一皮带传送组件21与第二皮带传送组件22之间的间距,从而可适应不同尺寸的工件。具体地,宽度调节组件23包括旋转电机231、螺杆232及滑套233,旋转电机 231安装于第一皮带传送组件21上,旋转电机231的输出端与螺杆232连接,滑套233套设于螺杆232上,滑套233与第二皮带传送组件22连接,借由旋转电机231驱动螺杆232转动,以带动滑套233连同第二皮带传送组件22一起移动。宽度调节组件23的结构不以此为限,举例而言,宽度调节组件23也可直接采用现有的气缸712顶推第二皮带传送组件22移动。更具体地,机架1上设有导轨11,第二皮带传送组件22连接有导块221,导块221可滑动地设置于导轨11上。
26.综上,本实用新型的自动化分板上料机构100具有单个自动化上料和料架多个工件自动化上料两种自动化上料模式。通过升降机构4驱动第三输送机构5 上升,以使第三输送机构5对接与第一输送机构2与第二输送机构3之间,使得第一输送机构2可将单个的工件逐个地经第三输送机构5输送至第二输送机构3上,此为单个自动化上料;借由升降机构4驱动第三输送机构5移动,以使第三输送机构5与第四输送机构6对接,使得第四输送机构6将料架8输送至第三输送机构5上,再借由升降机构4驱动第三输送机构5连同料架8移动,以使钩料机构7逐一将料架8上的工件钩住并拉动至第二输送机构3上,此为料架多个自动化上料模式,实现了自动化分板和上料。本实用新型的自动化分板上料机构100可在单个自动化上料和料架多个自动化上料两种不同上料方式之间进行切换,以便于适应客户不同的生产需求。
27.以上所揭露的仅为本实用新型的较佳实例而已,不能以此来限定本实用新型之权利范围,因此依本实用新型权利要求所作的等同变化,均属于本实用新型所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1