一种膜料对贴装置的制作方法
1.本实用新型涉及组装设备领域,特别涉及一种膜料对贴装置。
背景技术:
2.传统模切说的是印刷品后期加工的一种裁切工艺,模切工艺可以把印刷品或者其他纸制品按照事先设计好的图形进行制作成模切刀版进行裁切,从而使印刷品的形状不再局限于直边直角。传统模切生产用模切刀根据产品设计要求的图样组合成模切版,在压力的作用下,将印刷品或其他板状坯料轧切成所需形状或切痕的成型工艺。
3.模切产品的生产制造往往在平板模切机、贴合机和圆刀机这样的设备上完成,这类设备在制造产品时,往往需要多达几十种辅助卷材。
4.模切后的半成品需要组装才能得到成品。目前,对于模切后的半成品的组装一般是通过人工手动或者人工使用常规组装治具手工将每张膜料进行组装,效率低下、人工成本高。
技术实现要素:
5.本实用新型的目的是提供一种产品良率高、生产效率高的膜料对贴装置,至少能够解决上述问题之一。
6.根据本实用新型的一个方面,提供了一种膜料对贴装置,至少包括以下组件:
7.工作台;
8.膜料对贴机构,安装于工作台;
9.膜料对贴机构包括第一驱动件、第一安装架和对贴治具,第一安装架安装于工作台,第一驱动件安装于第一安装架且驱动端与对贴治具连接;
10.工作台上设有供带有半成品的膜料走料的导向部;
11.对贴治具包括上模和下模,上模与下模相配合,下模安装于工作台,上模可活动地安装于第一安装架,上模的顶部与第一驱动件连接,上模的底部设有若干根与带有半成品的膜料相配合的定位销。
12.由此,本实用新型提供了一种膜料对贴装置,可实现机上对贴,具体原理为:带有第一半成品的第一膜料和带有第二半成品的第二膜料可以通过同一套五金模具或同一条线体进行生产,生产完成后分开收卷,利用带有第二半成品的第二膜料作为底料走料,走正后加带有第一半成品的第一膜料套入定位销单冲找正贴合,找正后可连续生产。本实用新型的膜料对贴装置可代替手动操作,自动实现两条料带的连接,便于实现连续生产。
13.本实用新型提供了一种自动化程度高的膜料对贴装置,能够实现自动拉料、自动组装对贴等,大大提高了生产效率,由传统的手工组装0.2k/h的产能提高为机器组装的2.5k/h的产能,极大的提高了产品的良率与生产效率。
14.在一些实施方式中,第一安装架包括固定板和支撑柱,固定板通过支撑柱安装于工作台,第一驱动件安装于固定板,膜料对贴机构还包括第一安装板、第二安装板、第一导
柱和第二导柱,第一驱动件的驱动端穿过固定板与第一安装板连接,固定板通过第一导柱与第一安装板连接,第一安装板通过第二导柱与第二安装板连接,上模安装于第二安装板。由此,整个膜料对贴机构结构稳固,运行平稳。
15.在一些实施方式中,膜料对贴机构还包括隔板,隔板设置于上模与第二安装板之间。由此,隔板具有良好的隔开作用,避免上模与其他部件直接接触。
16.在一些实施方式中,膜料对贴装置还包括拉料机构,拉料机构安装于工作台且与膜料对贴机构相配合,配置为将膜料输送至膜料对贴机构。
17.在一些实施方式中,拉料机构包括第二安装架、第一胶辊、第二胶辊、第二驱动件和调节机构,第二安装架安装于机台,第一胶辊和第二胶辊可转动地安装于第二安装架,第二驱动件与第一胶辊、第二胶辊的其中一个连接,第一胶辊、第二胶辊的另一个通过调节机构可滑动地安装于第二安装架。由此,本实用新型采用微型驱动,节省大量空间;伺服电机的使用可以达到精准控制,可快速对膜料进行精准拉料,且设置有调节机构,可对多款膜料进行拉料使用,兼容性好。
18.在一些实施方式中,调节机构包括第一调节件、滑块和导轨,导轨安装于第二安装架,滑块套装于导轨且与导轨滑动配合,第一胶辊、第二胶辊的其中之一安装于滑块,第一调节件安装于第二安装架且一端与滑块连接,用于驱动滑块升降。由此,调节机构的工作原理为:调节第一调节件,能给使得滑块沿着导轨滑动,进而实现第一胶辊和第二胶辊之间的距离调整,适用于多种规格的膜料。
19.在一些实施方式中,膜料对贴装置还包括压料机构,拉料机构和压料机构分别设置于膜料对贴机构的前后两端,压料机构包括支撑座、第三胶辊、第二调节件、弹簧,支撑座安装于工作台,第三胶辊可转动地安装于支撑座,第三胶辊的两端与第二调节件连接,弹簧安装于支撑座且其一端与支撑座相抵,另一端与第二调节件相抵。由此,弹簧的采用,可以在压膜料时自由调节压力大小,不会存在过压;第三胶辊为硅胶胶辊,采用硅胶胶辊压合时存在一定缓冲,使压料更紧凑,可以快速精准的达到理想的效果,极大的提高了使用效率。
20.在一些实施方式中,膜料对贴装置还包括感应机构,感应机构包括感应器和第三安装架,第三安装架安装于工作台,感应器安装于第三安装架且位于压料机构的后端,感应器与膜料相配合。由此,本实用新型的感应器可以为senser检测组件,采用高精度的检测系统,可以对膜料进行精确定位,拉料、压合位置更加精准。
21.本实用新型的有益效果:
22.本实用新型提供了一种膜料对贴装置,可实现机上对贴,具体原理为:带有第一半成品的第一膜料和带有第二半成品的第二膜料可以通过同一套五金模具或同一条线体进行生产,生产完成后分开收卷,利用带有第二半成品的第二膜料作为底料走料,走正后加带有第一半成品的第一膜料套入定位销单冲找正贴合,找正后可连续生产。本实用新型的膜料对贴装置可代替手动操作,自动实现两条料带的连接,便于实现连续生产。本实用新型提供了一种自动化程度高的膜料对贴装置,能够实现自动拉料、自动组装对贴等,大大提高了生产效率,由传统的手工组装0.2k/h的产能提高为机器组装的2.5k/h的产能,极大的提高了产品的良率与生产效率。
附图说明
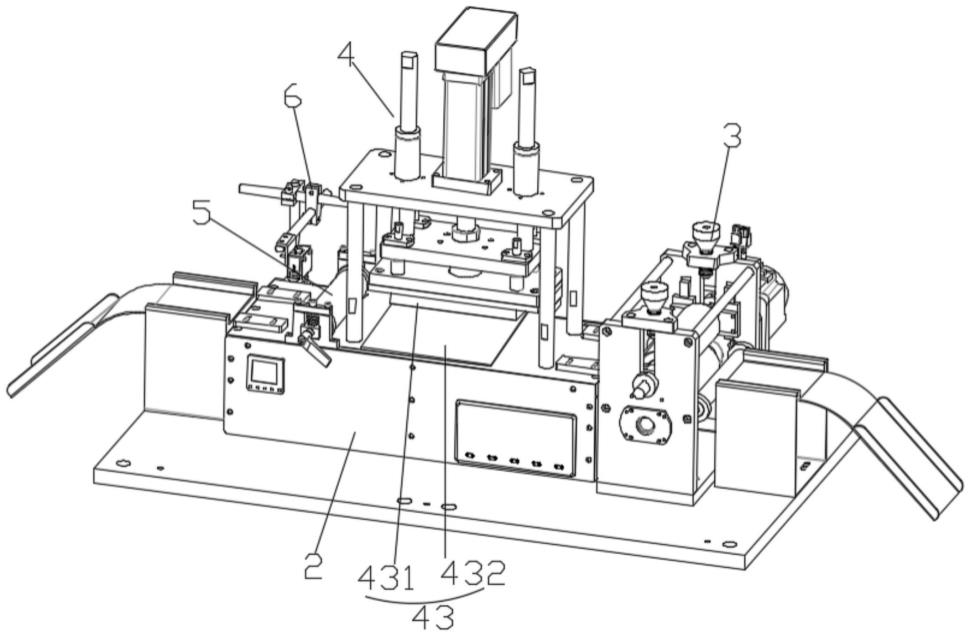
23.图1为本实用新型一实施方式的膜料对贴装置的立体结构示意图;
24.图2为图1所示的膜料对贴装置的膜料对贴机构的结构示意图;
25.图3为图2所示的膜料对贴机构的上模的侧视结构示意图;
26.图4为图3所示的上模的仰视结构示意图;
27.图5为图1所示的膜料对贴装置的拉料机构的立体结构示意图;
28.图6为图1所示的膜料对贴装置的压料机构的立体结构示意图;
29.图7为图1所示的膜料对贴装置的感应机构的立体结构示意图。
30.图1~7中的附图标记:2-工作台;3-拉料机构;4-膜料对贴机构;5-压料机构;6-感应机构;21-导向部;31-第二安装架;32-第一胶辊;33-第二胶辊;34-第二驱动件;35-调节机构;41-第一驱动件;42-第一安装架;43-对贴治具;44-第一安装板;45-第二安装板;46-第一导柱;47-第二导柱;48-隔板;51-支撑座;52-第三胶辊;53-第二调节件;54-弹簧;61-感应器;62-第三安装架;351-第一调节件;352-滑块;353-导轨;421-固定板;422-支撑柱;431-上模;432-下模;432a-定位销。
具体实施方式
31.下面结合附图对本实用新型作进一步详细的说明。
32.图1~7示意性地显示了根据本实用新型的一种实施方式的膜料对贴装置。
33.如图1~7所示,该膜料对贴装置至少包括以下组件:
34.工作台2;
35.膜料对贴机构4,安装于工作台2;
36.膜料对贴机构4包括第一驱动件41、第一安装架42和对贴治具43,第一安装架42安装于工作台2,第一驱动件41安装于第一安装架42且驱动端与对贴治具43连接;
37.工作台2上设有供带有半成品的膜料走料的导向部21;本实施方式的导向部21由至少一组对立设置的导向板组成,每组导向板之间的距离可以根据实际膜料的宽度进行调整和更换。
38.如图1-图4所示,本实施方式的对贴治具43包括上模431和下模432,上模431与下模432相配合。下模432安装于工作台2,上模431可活动地安装于第一安装架42,上模431的顶部与第一驱动件41连接,上模431的底部设有若干根与带有半成品的膜料相配合的定位销432a。本实施方式的定位销432a为三根:其中两根定位销432a位于同一直线上且沿走料方向依次设置,另一根定位销432a与这两根定位销432a之间的距离相同,形成等腰三角形。本实施方式的上模431的长度延伸方向与膜料的走料方向垂直。
39.如图2所示,第一安装架42包括固定板421和支撑柱422,固定板421通过支撑柱422安装于工作台2,第一驱动件41安装于固定板421,膜料对贴机构4还包括第一安装板44、第二安装板45、第一导柱46和第二导柱47,第一驱动件41的驱动端穿过固定板421与第一安装板44连接,固定板421通过第一导柱46与第一安装板44连接,第一安装板44通过第二导柱47与第二安装板45连接,上模431安装于第二安装板45。由此,整个膜料对贴机构4结构稳固,运行平稳。
40.膜料对贴机构4还包括隔板48,隔板48设置于上模431与第二安装板45之间。由此,
隔板48具有良好的隔开作用,避免上模431与其他部件直接接触。
41.如图5所示,本实施方式的膜料对贴装置还包括拉料机构3,拉料机构3安装于工作台2且与膜料对贴机构4相配合,配置为将膜料输送至膜料对贴机构4。
42.拉料机构3包括第二安装架31、第一胶辊32、第二胶辊33、第二驱动件34和调节机构35,第二安装架31安装于机台,第一胶辊32和第二胶辊33可转动地安装于第二安装架31,第二驱动件34与第一胶辊32、第二胶辊33的其中一个连接,第一胶辊32、第二胶辊33的另一个通过调节机构35可滑动地安装于第二安装架31。本实施方式的第二驱动件34可以为伺服电机,第二驱动件34的驱动端通过联轴器等与第二胶辊33动力连接。由此,本实用新型采用微型驱动,节省大量空间;伺服电机的使用可以达到精准控制,可快速对膜料进行精准拉料,且设置有调节机构35,可对多款膜料进行拉料使用,兼容性好。
43.调节机构35包括第一调节件351、滑块352和导轨353,导轨353安装于第二安装架31,滑块352套装于导轨353且与导轨353滑动配合,第一胶辊32、第二胶辊33的其中之一安装于滑块352,第一调节件351安装于第二安装架31且一端与滑块352连接,用于驱动滑块352升降。第一调节件351可以为直线电机或者手动螺杆。本实施方式的第一调节件351为手动调节的旋转螺杆,其底部与滑块352螺纹配合。由此,调节机构35的工作原理为:调节第一调节件351,能给使得滑块352沿着导轨353滑动,进而实现第一胶辊32和第二胶辊33之间的距离调整,适用于多种规格的膜料。
44.如图6所示,本实施方式的膜料对贴装置还包括压料机构5,拉料机构3和压料机构5分别设置于膜料对贴机构4的前后两端,压料机构5包括支撑座51、第三胶辊52、第二调节件53、弹簧54,支撑座51安装于工作台2,第三胶辊52可转动地安装于支撑座51,第三胶辊52的两端与第二调节件53连接,弹簧54安装于支撑座51且其一端与支撑座51相抵,另一端与第二调节件53相抵。由此,弹簧54的采用,可以在压膜料时自由调节压力大小,不会存在过压;第三胶辊52为硅胶胶辊,采用硅胶胶辊压合时存在一定缓冲,使压料更紧凑,可以快速精准的达到理想的效果,极大的提高了使用效率。
45.如图7所示,本实施方式的膜料对贴装置还包括感应机构6,感应机构6包括感应器61和第三安装架62,第三安装架62安装于工作台2,感应器61安装于第三安装架62且位于压料机构5的后端,感应器61与膜料相配合。由此,本实用新型的感应器61可以为senser检测组件,采用高精度的检测系统,可以对膜料进行精确定位,拉料、压合位置更加精准。
46.本实用新型提供了一种膜料对贴装置,可实现机上对贴,具体原理为:可以实现两条膜料的对接,膜料上开设有与定位销432a相匹配的定位孔,具体过程可以为:带有第一半成品的第一膜料和带有第二半成品的第二膜料可以通过同一套五金模具或同一条线体进行生产,生产完成后分开收卷,利用带有第二半成品的第二膜料作为底料走料,走正后加带有第一半成品的第一膜料套入定位销432a单冲找正贴合,找正后可连续生产。本实用新型的膜料对贴装置可代替手动操作,自动实现两条料带的连接,便于实现连续生产。
47.本实用新型提供了一种自动化程度高的膜料对贴装置,能够实现自动拉料、自动组装对贴等,大大提高了生产效率,由传统的手工组装0.2k/h的产能提高为机器组装的2.5k/h的产能,极大的提高了产品的良率与生产效率。
48.以上所述的仅是本实用新型的一些实施方式。对于本领域的普通技术人员来说,在不脱离本实用新型创造构思的前提下,还可以做出若干变形和改进,这些都属于本实用
新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1