一种溜槽式的自动堆包装置的制作方法
1.本实用新型属于袋装物料的堆包机械自动化技术领域,具体是一种溜槽式的自动堆包装置。
背景技术:
2.许多企业都涉及袋装物料的码包或堆包问题,如肥料、白糖、水泥、面粉、大米等等。目前,对大部分企业来说仍是以人工的方式,劳动力成本高、效率低。少数企业采用自动码包或堆包装置,比如机械手,以其高效率、整齐美观而逐渐得到推广应用。但自动码包或堆包装置因价格昂贵(甚至超过100万),还有维护成本等问题,致使许多企业用不起。现有的自动码包或堆包装置如机械手因涉及的动作复杂,比如如抓物、摆臂、转弯、松夹等,需要编制许多程序和配置许多机械部件,这对设备的维护带来困难;动作复杂,意味着效率仍存在问题。
技术实现要素:
3.本实用新型针对上述现有技术的不足,提出一种能自动快速堆包和装车,高效率、结构简单、造价低,装车整齐、美观、安全的溜槽式的自动堆包装置。
4.本实用新型采用如下的技术方案:
5.一种溜槽式自动堆包装置,包括输送带、支架、活动改向溜槽、溜槽、物料箱、物料托架、物料箱架和plc控制器;活动改向溜槽和溜槽以相同斜度安装在支架上;所述活动改向溜槽呈上大下小的喇叭形,上端可转动地贴近输送带出口,下端可转动地贴近所述溜槽的上端,所述活动改向溜槽的下部连接分段式气缸;所述溜槽内分隔为数个溜道,每个溜道的宽度与所述活动改向溜槽的下端的宽度相同,所述溜槽的中部和下端分别设有闸板,每块闸板各自连接有闸板气缸,所述溜槽的下端置于所述物料箱的上方;所述物料箱置于物料箱架上,箱体为上下敞开,箱体底部可活动地连接多根栓插件,所述物料箱架固定连接箱架油缸;所述物料托架包括托架油缸、托架主梁、支撑杆和托杆,托架油缸的活塞杆顶端连接托架主梁的底部,托架主梁的顶部分别固定连接多根支撑杆的底端,每个支撑杆的顶端各连接一根托杆,托杆与托架主梁呈立体交叉形式,当托架油缸的活塞杆伸缩时,所述托杆能穿过所述栓插件之间的间隙进出所述物料箱;所述分段式气缸、闸板气缸、箱架油缸和托架油缸分别连接plc控制器。
6.所述活动改向溜槽上端两侧壁分别固定连接第一固定件,第一固定件呈“п”状,第一固定件顶部固定有活动支点,活动支点通过滚动轴承连接所述支架。
7.所述活动改向溜槽的下端的上方固定轮子运动面板,轮子置于轮子运动面板上,轮子通过中心轴固定连接所述活动改向溜槽。
8.所述数个溜道各自设有计数器,计数器连接plc控制器。
9.所述活动改向溜槽的下端和所述溜槽的上端为相互适配的圆弧形。
10.所述物料箱内设有一块竖直隔板,竖直隔板与栓插件同向,竖直隔板两侧边分别
固定连接箱体内侧面。
11.所述支撑杆底端到托杆顶部的高度大于或等于物料箱的高度。
12.所述物料箱架的底部分别设有箱架轮,箱架轮置于轮轨上。
13.所述轮轨两端分别设有限位器,限位器分别连接plc控制器。
14.与现有的技术对比,本实用新型装置具有以下的有益效果:
15.1、本实用新型装置能实现袋装物料的自动堆包、装车,结构简单,能根据物料装车高度选择不同高度的物料箱,实现快速装车,袋装物料以50公斤/包计,本装置堆包装箱能力达90吨/小时,效率高。
16.2、本实用新型装置无需过多地切换动作,如活动改向溜槽每当溜道的装箱区或预留区装满预设包数才切换一次;装箱是逐层堆包,每当装满一层,中间闸板气缸、末端闸板气缸、托架油缸、箱架油缸相应地各动作一次;plc控制器的控制运作简单,效率高,设备的维护成本低。
17.3、造价低,耗能少。本实用新型装置只需用输送带提升袋装物料到活动改向溜槽入口的高度,其余的都是直线运动,不需转弯,袋装物料依靠自身重力下滑,并在下滑过程自动调节自身状态,省去复杂的设备和能源投入。
18.4、本实用新型采用物料箱装车,为堆包、装车一条龙,装车整齐、美观、安全。
附图说明
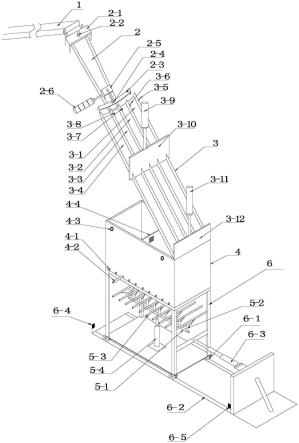
19.图1是本实用新型装置的结构示意图,图中省略支架和plc控制器。
20.图中,1:输送带,2:活动改向溜槽,3:溜槽,4:物料箱,6:箱架;
21.2-1:第一固定件,2-2:活动支点,2-3:轮子运动面板,2-4:轮子,2-5:第二固定件,2-6分段式气缸;
22.3-1:第一溜道,3-2:第二溜道,3-3:第三溜道,3-4:第四溜道,3-5:第一计数器,3-6:第二计数器,3-7:第三计数器,3-8:第四计数器,3-9:中部闸板气缸,3-10:中部闸板,3-11:末端闸板气缸,3-12:末端闸板;
23.4-1:插孔,4-2:栓插件,4-3:起吊孔,4-4:隔板;
24.5-1:托架主梁,5-2:支撑杆,5-3:托杆,5-4:托架油缸;
25.6-1:箱架轮,6-2:轮轨,6-3:箱架油缸,6-4:后退限位器,6-5:前进限位器。
具体实施方式
26.下面结合附图和具体的实施例对本实用新型的技术方案做详细的说明,但不构成对本实用新型要求保护范围的限制。
27.本实施例以袋装膨润土粉为例,包装规格为50kg/包。一种溜槽式自动堆包装置,如图1所示,包括输送带1、支架、活动改向溜槽2、溜槽3、物料箱4、物料托架5、物料箱架6和plc控制器,具体的结构如下:
28.1、输送带1,输送带1安装在支架上。
29.2、活动改向溜槽2:活动改向溜槽2斜装在支架上,活动改向溜槽2用钢板制作成上大下小的喇叭状,便于调节滑入活动改向溜槽2内的袋装物料为统一形态。活动改向溜槽2上端贴近输送带1的出口,在活动改向溜槽2上端两侧壁固定连接第一固定件2-1,第一固定
件2-1呈“п”状,第一固定件2-1顶部固定有活动支点2-2,活动支点2-2通过滚动轴承连接所述支架,使活动改向溜槽2上端可转动。活动改向溜槽2的下端贴近所述溜槽3的上端,在活动改向溜槽2下端的上方设有“п”状的轮子运动面板2-3,运动面板2-3两侧分别固定连接所述支架,轮子2-4于轮子运动面板2-3顶面运动;在活动改向溜槽2的下部上方设有“п”状的第二固定件2-5,第二固定件2-5两侧分别对应固定连接活动改向溜槽2的两侧壁,第二固定件2-5的顶部固定连接轮子2-4的中心轴;活动改向溜槽2的下部外侧壁连接分段式气缸2-6的活塞杆,分段式气缸2-6安装在支架上。
30.3、溜槽3:溜槽3是采用钢板制成的槽,溜槽3和活动改向溜槽2以相同斜度安装在所述支架上;溜槽3内用钢板分隔成四个溜道,分别为第一溜道3-1、第二溜道3-2,第三溜道3-3和第四溜道3-4,第一计数器3-5、第二计数器3-6、第三计数器3-7、第四计数器3-8一一对应安装在四个溜道的入口上方,第一计数器3-5、第二计数器3-6、第三计数器3-7、第四计数器3-8分别与plc控制器连接;每个溜道的宽度均与所述活动改向溜槽2的下端的宽度相同。溜槽3的中部设有中部闸板3-10,中部闸板3-10的顶部连接中部闸板气缸3-9的活塞杆,中部闸板气缸3-9安装地支架上。溜槽3的下端设有末端闸板3-12,末端闸板3-12的顶部连接末端闸板气缸3-11的活塞杆,末端闸板气缸3-11安装地支架上。各溜道从溜槽3的上端即溜道入口到中部闸板3-10的区域称为预留区,从中部闸板3-10到末端闸板3-12的区域称为装箱区。溜槽3分隔为预留区和装箱区的目的是让袋装物料的下落、物料箱的运动包括物料箱的起吊有充足的时间。
31.本实施例装箱区略长于物料箱4的长度,宽度和物料箱4的宽度一致。
32.为了袋装物料下滑过程更流畅,所述活动改向溜槽2的下端为向外凸的圆弧形,所述溜槽3的上端为向内凹的圆弧形,两者相互适配。
33.4、物料箱4:物料箱4置于物料箱架6上,所述物料箱4为上下敞开的方形箱,箱体底部分别设有多个插孔4-1,当要装货入箱前,多根栓插件4-2一一对应地插入插孔4-1中,栓插件4-2一端设有把手或拉环,方便拉出栓插件4-2;物料箱4箱体顶部的四个角各开设起吊孔4-3。为了使物料箱4受力后不变形,物料箱4内部设有一块竖直隔板4-4,竖直隔板4-4与栓插件4-2同向,竖直隔板4-4两侧边分别固定连接箱体内侧面。
34.5、物料托架:物料托架置于物料箱4的下面,包括托架油缸5-4、托架主梁5-1、支撑杆5-2和托杆5-3,托架油缸5-4的活塞杆顶端连接托架主梁5-1的底部,托架主梁5-1的顶部分别固定连接多根支撑杆5-2的底端,每个支撑杆5-2的顶端各连接一根托杆5-3,托杆5-3与托架主梁5-1呈立体交叉形式,当托架油缸5-4的活塞杆伸缩时,所述托杆5-3能穿过所述栓插件4-2之间的间隙进出所述物料箱4。
35.所述支撑杆5-2底端到托杆5-3顶部的高度大于或等于物料箱4的高度。
36.6、物料箱架6:所述物料箱架6两侧的底部分别设有箱架轮6-1,箱架轮6-1分别对应在两根轮轨6-2上运动;物料箱架6连接箱架油缸6-3的活塞杆,箱架油缸6-3安装在轮轨6-2端头外的固定挡板上。轮轨6-2两端分别设有后退限位器6-4和前进限位器6-5,保证物料箱架6的运动在规定的范围内。托架油缸5-4安装在物料箱架6的底板上。
37.前进限位器6-5、后退限位器6-4、分段式气缸2-6、中部闸板气缸3-9、末端闸板气缸3-11、托架油缸5-4和箱架油缸6-3分别连接plc控制器。
38.本实施例物料箱4箱体骨架采用方通管,箱侧板3-4用瓦楞钢板;托架主梁5-1、托
杆5-3均用方通管制成,栓插件4-2采用钢管。
39.利用本装置进行堆包的操作步骤如下:
40.1、将多根栓插件4-2一一对应地插入插孔4-1中,将物料箱4起吊于物料箱架6上;启动本装置,plc控制器控制箱架油缸6-3运动将物料箱架6推至后退限位器6-4的限位处,plc控制器控制托架油缸5-4运动将托杆5-3上升至平齐物料箱4的顶部。
41.2、plc控制器控制末端闸板气缸3-11的活塞杆向下运动,末端闸板3-12关闭,plc控制器控制中间闸板气缸3-9活塞杆向上运动,中间闸板3-10打开;plc控制器控制分段式气缸2-6运动使活动改向溜槽2的下端对齐第一溜道3-1的入口。
42.3、袋装物料从输送带1出口出来,在重力作用下落入活动改向溜槽2,再顺滑入第一溜道3-1的装箱区,袋装物料经过第一计数器3-5时,第一计数器3-5进行计数。
43.4、当落入第一溜道3-1的装箱区的包数等于预设包数时,第一计数器3-5输出信号至plc控制器,plc控制器控制分段式气缸2-6运动使活动改向溜槽2的下端对齐第二溜道3-2的入口,从输送带1出口出来的袋装物料再顺滑入第二溜道3-2的装箱区,依此类推,直到四个溜道的装箱区的包数均等于预设包数。
44.5、plc控制器控制中间闸板气缸3-9活塞杆向下运动,中间闸板3-10关闭,各溜道的预留区关断,从输送带1出口再继续落下的袋装物料不受影响,继续依照步骤3至步骤4的方法存放于四个溜道的预留区。在预留区关断的同时,plc控制器控制末端闸板气缸3-11的活塞杆向上运动,末端闸板3-12打开。
45.6、plc控制器控制箱架油缸6-3的活塞杆收缩,将物料箱架6拉至前进限位器6-5的限位处,在物料箱架6被拉动的过程中从装箱区落下的袋装物料被铺装到托杆5-3上,然后plc控制器控制托杆油缸5-4向下运动,使托杆5-3下降一层物料的高度,使物料箱4内的物料顶面与物料箱4顶部平齐。
46.7、plc控制器控制箱架油缸6-3将物料箱架6推至后退限位器6-4处,中间闸板3-10打开的同时末端闸板3-12关闭,已经存放于四个溜道的预留区的袋装物料分别对应滑入装箱区;循环执行步骤5至步骤7,直至物料箱4铺装层数符合预设层数即装满,托杆5-3退出物料箱4。
47.8、当物料箱4装满且物料箱架6处于前进限位器6-5的限位处时,用行吊将物料箱4起吊到车板上,同时,另一电动葫芦将下一空物料箱4吊至物料箱架6上,换箱时停留时间设定为25秒,即停留25秒后重复下一个箱步骤1至步骤8的工作循环。
48.9、当按照车板装载能力把所有装满的物料箱4起吊铺装到车板上后,抽出全部栓插件4-2,再统一起吊全部物料箱4脱离车板,袋装膨润土粉就整整齐齐地码堆在车板上。
49.以50公斤/包计,本实施例装置选用的物料箱每层铺装4
×
4包,共装5层,堆包装箱能力达90吨/小时,大大缩短了堆包时间,提高了工作效率。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1