一种自动夹取工字轮的装置的制作方法
1.本实用新型属于自动化运输技术领域,具体涉及一种自动夹取工字轮的装置。
背景技术:
2.工字轮是用来缠绕金属丝或钢丝绳的一种重要工具,在钢丝生产、焊丝生产、电缆生产等领域有着广泛的应用。因工字轮上往往缠绕有钢丝、焊丝等产品,导致工字轮重量较重,很多工厂工字轮重量基本上都达到了2000kg左右,在工厂各工位的转运过程十分困难。企业在搬运工字轮工作中,现有大多采用人工操控行车搬运或用运输小车,运输速度慢、工作效率低且不能实现自动化和数字化。
技术实现要素:
3.为实现上述功能和目的,实现工字轮夹取运输的自动化和数字化,提高工作效率及安全性,本实用新型提供一种自动夹取工字轮的装置,其技术方案是:所述自动夹取工字轮的装置包括抱夹安装板组件1、第一直线导轨和滑块组件2、第二直线导轨和滑块组件8、液压驱动装置3、齿轮齿条机构4、右抱夹手臂5、左抱夹手臂6和油缸伸缩到位检测装置 7;
4.所述抱夹安装板组件1包括安装背板11、支撑滚轮组件12、油缸安装座13,所述支撑滚轮组件12和油缸安装座13设置在安装背板11的正面;所述安装背板11的正面还设置有油缸伸缩到位检测装置7;所述抱夹安装板组件1还包括用于将安装背板11安装和固定在其它装置上的抱夹固定体14以及垫板和夹板组件15,所述抱夹固定体14以及垫板和夹板组件15均设置在安装背板11的背面;
5.所述第一直线导轨和滑块组件2包括导轨21和能在导轨21上滑动的滑块22,所述第一直线导轨和滑块组件2设置在抱夹安装板组件1上侧;
6.所述第二直线导轨和滑块组件8结构与第一直线导轨和滑块组件2相同,所述第二直线导轨和滑块组件8设置在抱夹安装板组件1下侧;
7.所述右抱夹手臂5包括右臂安装板51和右臂夹取板52,所述右臂安装板51和右臂夹取板52垂直设置,在右臂夹取板52上设置有本体呈圆柱形的右臂轮支撑53,所述右臂轮支撑53与右臂夹取板52安装角度为90
°
,并朝向左抱夹手臂6;所述右臂安装板51的上侧与第一直线导轨和滑块组件2的滑块连接,右臂安装板51的下侧与第二直线导轨和滑块组件8的滑块连接;
8.所述左抱夹手臂6包括左臂安装板61和左臂夹取板62,所述左臂安装板61和左臂夹取板62垂直设置,在左臂夹取板62上设置有本体呈圆柱形的左臂轮支撑63,所述左臂轮支撑63与左臂夹取板62安装角度为90
°
,并朝向右抱夹手臂5;所述左臂安装板61的上侧与第一直线导轨和滑块组件2的滑块连接,左臂安装板61的下侧与第二直线导轨和滑块组件8的滑块连接;
9.所述液压驱动装置3包括油缸本体31和油缸接头32,所述油缸本体31设置在抱夹安装板组件1上,所述油缸接头32与齿轮齿条机构4连接;
10.所述齿轮齿条机构4包括齿轮41、转轴42、左齿条43、左齿条连接座44、右齿条45、右齿条连接座46和油缸接头安装座47;所述齿轮41和转轴42设置在抱夹安装板组件1 上,所述油缸接头安装座47设置在左齿条43或右齿条45上;所述左齿条连接座44与左抱夹手臂6连接,所述右齿条连接座46与右抱夹手臂5连接。
11.在一种具体的实施方式中,在所述右臂夹取板52或左臂夹取板62上设置有用于读取该自动夹取工字轮的装置夹取的工字轮编码和进行计数的读码器66。
12.在一种具体的实施方式中,在所述右臂夹取板52上设置有右夹紧到位检测装置55。
13.在一种具体的实施方式中,在所述左臂夹取板62上设置有左夹紧到位检测装置65。
14.在一种具体的实施方式中,所述第一直线导轨和滑块组件2和第二直线导轨和滑块组件8上的滑块数量相同。
15.在一种具体的实施方式中,所述抱夹安装板组件1背面用于与agv叉车门架连接。
16.在一种具体的实施方式中,所述油缸伸缩到位检测装置7具有多档位调节功能,用于调节右抱夹手臂5和左抱夹手臂6打开和关闭范围。
17.在一种具体的实施方式中,在右臂安装板51上设置有用于避障的右侧光电传感器54。
18.在一种具体的实施方式中,在左臂安装板61设置有用于避障的左侧光电传感器64。
19.与现有技术相比,本实用新型有益效果包括:
20.本实用新型提供的自动夹取工字轮的装置可以调节开度,适用于不同规格工字轮的搬运;可实现快速、精准操控,可提高工作效率和避免夹取装置对工字轮的损坏;具有识别和计数功能,可实现物流设备的自动化和数字化,完全用智能装备取代了人工劳动,提高工作效率及安全性能,节约人工和生产成本。本实用新型还适用安装在agv叉车上,把 agv叉车上的货叉取消,装上本实用新型的装置,实现对数字化制造车间的物流转运。
附图说明
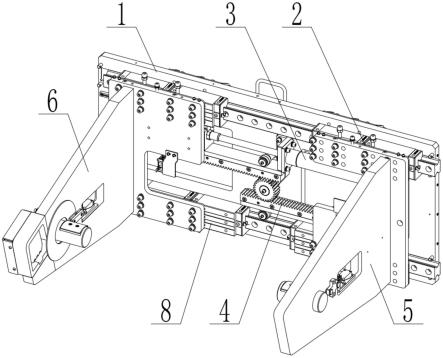
21.图1为本实用新型的一种具体实施例的结构示意图。
22.图2为本实用新型的一种具体实施例的直线导轨和滑块组件的结构示意图。
23.图3为本实用新型的一种具体实施例抱夹安装板组件的结构示意图,其中图a为抱夹安装板组件主视图,图b为抱夹安装板组件后视图,图c为抱夹安装板组件侧视图。
24.图4为本实用新型的一种具体实施例的液压驱动装置的结构示意图。
25.图5为本实用新型的一种具体实施例的齿轮齿条机构的结构示意图。
26.图6为本实用新型的一种具体实施例的右抱夹手臂的结构示意图。
27.图7为本实用新型的一种具体实施例的左抱夹手臂的结构示意图。
28.图中各标号对应部件名称如下:
29.1-抱夹安装板组件;2-第一直线导轨和滑块组件;3、液压驱动装置;4、齿轮齿条机构;5、右抱夹手臂;6、左抱夹手臂;7、油缸伸缩到位检测装置;8、第二直线导轨和滑块组件;11-安装背板;12-撑滚轮组件;13-油缸安装座;14-抱夹固定体;15-垫板和夹板组件;21-导
轨;22-滑块;31-油缸本体;32-油缸接头;41-齿轮;42-转轴;43-左齿条;44
‑ꢀ
左齿条连接座;45-右齿条;46-右齿条连接座;47-油缸接头安装座;51-右臂安装板;52
‑ꢀ
右臂夹取板;53-右臂轮支撑;54-右侧光电传感器;55-右夹紧到位检测装置;61-左臂安装板;62-左臂夹取板;63-左臂轮支撑;64-左侧光电传感器;65-左夹紧到位检测装置;66
‑ꢀ
读码器;
具体实施方式
30.下面结合附图和具体实施例对本实用新型的技术方案进行详细说明,应当理解的是,此处所描述的具体实施方式仅用于说明和解释本公开,并不用于限制本实用新型。
31.本实用新型中,包括第一直线导轨和滑块组件2、第二直线导轨和滑块组件8、油缸伸缩到位检测装置7、右夹紧到位检测装置55、左夹紧到位检测装置65、右侧光电传感器 54、左侧光电传感器64等结构均可以通过商购获取。
32.本实用新型为一种自动夹取工字轮的装置,该装置可以与agv叉车门架或其他转运设备连接配合使用,根据需要可以采用人工操作或自动化操作。因根据部件设置的朝向和高低位置不同,也可以生产出本装置,故本方案中的左、右不作为限定本实用新型的条件。以下以附图1~7对本实用新型所述装置进行说明,本装置由液压驱动装置3提供动力,液压驱动装置3推拉左抱夹手臂6,再通过齿轮齿条机构4将动力分别传递给右抱夹手臂5。当液压驱动装置3伸长时右抱夹手臂5和左抱夹手臂6、第一直线导轨和滑块组件2和第二直线导轨和滑块组件向外移动,此时处于张开状态,打开到位后停止。当本装置右臂轮支撑53和左臂轮支撑63对准工字轮中心空心轴后,液压驱动装置3缩短,同时带动右抱夹手臂5和左抱夹手臂6、第一直线导轨和滑块组件2和第二直线导轨和滑块组件向内移动,此时处于关闭状态,当右臂轮支撑53和左臂轮支撑63深入工字轮空心轴一定长度后停止,此时完成一次夹取工作。在agv叉车门架或其他转运设备配合下,能将工字轮转移到预定位置。
33.如图1~7所示,本实用新型提供一种自动夹取工字轮的装置,自动夹取工字轮的装置包括抱夹安装板组件1、第一直线导轨和滑块组件2、第二直线导轨和滑块组件8、液压驱动装置3、齿轮齿条机构4、右抱夹手臂5、左抱夹手臂6和油缸伸缩到位检测装置7;
34.所述抱夹安装板组件1包括安装背板11、支撑滚轮组件12、油缸安装座13,所述支撑滚轮组件12和油缸安装座13设置在安装背板11的正面;所述安装背板11的正面还设置有油缸伸缩到位检测装置7;所述抱夹安装板组件1还包括用于将安装背板11安装和固定在其它装置上的抱夹固定体14以及垫板和夹板组件15,所述抱夹固定体14以及垫板和夹板组件15均设置在安装背板11的背面;
35.所述第一直线导轨和滑块组件2包括导轨21和能在导轨21上滑动的滑块22,所述第一直线导轨和滑块组件2设置在抱夹安装板组件1上侧;
36.所述第二直线导轨和滑块组件8结构与第一直线导轨和滑块组件2相同,所述第二直线导轨和滑块组件8设置在抱夹安装板组件1下侧;
37.所述右抱夹手臂5包括右臂安装板51和右臂夹取板52,所述右臂安装板51和右臂夹取板52垂直设置,在右臂夹取板52上设置有本体呈圆柱形的右臂轮支撑53,所述右臂轮支撑53与右臂夹取板52安装角度为90
°
,并朝向左抱夹手臂6;所述右臂安装板51的上侧与第一直线导轨和滑块组件2的滑块连接,右臂安装板51的下侧与第二直线导轨和滑块组件8的滑块连接;
38.所述左抱夹手臂6包括左臂安装板61和左臂夹取板62,所述左臂安装板61和左臂夹取板62垂直设置,在左臂夹取板62上设置有本体呈圆柱形的左臂轮支撑63,所述左臂轮支撑63与左臂夹取板62安装角度为90
°
,并朝向右抱夹手臂5;所述左臂安装板61的上侧与第一直线导轨和滑块组件2的滑块连接,左臂安装板61的下侧与第二直线导轨和滑块组件8的滑块连接;
39.所述液压驱动装置3包括油缸本体31和油缸接头32,所述油缸本体31设置在抱夹安装板组件1上,所述油缸接头32与齿轮齿条机构4连接;
40.所述齿轮齿条机构4包括齿轮41、转轴42、左齿条43、左齿条连接座44、右齿条45、右齿条连接座46和油缸接头安装座47;所述齿轮41和转轴42设置在抱夹安装板组件1 上,所述油缸接头安装座47设置在左齿条43或右齿条45上;所述左齿条连接座44与左抱夹手臂6连接,所述右齿条连接座46与右抱夹手臂5连接。
41.作为本实用新型更佳的实施例,为满足数字化和自动化要求,使本装置具有识别和计数功能,在所述右臂夹取板52或左臂夹取板62上设置有用于读取该自动夹取工字轮的装置夹取的工字轮编码和进行计数的读码器66。
42.作为本实用新型更佳的实施例,为实现自动控制,同时降低一些工况下本装置对工字轮的过度夹紧导致工字轮损坏,在所述右臂夹取板52上设置有右夹紧到位检测装置55。当工字轮接触到右夹紧到位检测装置55时,本装置可停止夹紧动作。也可在所述左臂夹取板62上设置有左夹紧到位检测装置65,当工字轮接触到左夹紧到位检测装置65时,本装置可停止夹紧动作。也可以同时在右抱夹手臂5和左抱夹手臂6分别设置右夹紧到位检测装置55和左夹紧到位检测装置65。
43.作为本实用新型更佳的实施例,所述第一直线导轨和滑块组件2和第二直线导轨和滑块组件8上的滑块数量相同。
44.作为本实用新型更佳的实施例,所述抱夹安装板组件1背面用于与agv叉车门架连接。即把agv叉车上的货叉取消,装上此机构,实现数字化制造车间的物流转运,同时减轻人力劳动,节约生产成本。
45.作为本实用新型更佳的实施例,所述油缸伸缩到位检测装置7具有多档位调节功能,用于调节右抱夹手臂5和左抱夹手臂6打开和关闭范围。实现多档位调节,即控制油缸的伸缩形成,可以适用不同规格的工字轮夹取工作。
46.作为本实用新型更佳的实施例,在自动控制时,为防止装置误操作和提高装置的运行效率,在右臂安装板51上设置有用于避障的右侧光电传感器54。也可左臂安装板61设置有用于避障的左侧光电传感器64或同时在右臂安装板51和左臂安装板61分别设置右侧光电传感器54和左侧光电传感器64。
47.以上内容是结合具体的优选实施方式对本实用新型作的进一步详细说明,不能认定本实用新型的具体实施只局限于这些说明。对于本实用新型所属技术领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干简单推演和替换,都应当视为属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1