拉伸套罩机以及操作拉伸套罩机的方法与流程
拉伸套罩机以及操作拉伸套罩机的方法
1.优先权
2.本技术要求于2021年4月20日提交的美国非临时专利申请第17/235,286号的优先权和权益,该美国非临时专利申请要求于2020年5月14日提交的美国临时专利申请第63/024,593号的优先权和权益,这两个专利申请的全部内容都通过援引并入本文。
技术领域
3.本披露内容涉及用于用管状拉伸膜包裹货物负载的拉伸套罩机,更具体地涉及被配置成在膜拉伸期间优化收进装置侧向移动和退卷速度的拉伸套罩机。
背景技术:
4.拉伸套罩机利用管状塑料拉伸膜包裹货物负载。这些拉伸套罩机包括框架,该框架支撑膜供应组件、膜打开组件、以及收进和包裹(reefing-and-wrapping)组件。收进和包裹组件包括包裹托架,该包裹托架支撑四个收进装置。每个收进装置包括支撑件和竖直地延伸的收进指状件,该支撑件支撑驱动辊。马达对驱动辊进行驱动,并且收进指状件支撑可自由旋转的导向辊。驱动辊可朝向和远离导向辊移动。
5.为了包裹货物负载,膜供应组件从膜卷拉出管状膜,将膜切割成期望的长度以形成管状膜区段,并且在某些情况下将管状膜区段的顶部热封封闭。膜打开组件打开管状膜区段的底部部分,使其周边是总体上矩形的。每个收进装置相对于管状膜区段侧向向内移动(在x方向和y方向上并且总体上平行于图1所示的x-y平面)到相应的插入位置,在插入位置,这些收进装置形成插入配置。然后,包裹托架相对于管状膜区段上升(在图1所示的z方向上),直到收进装置的收进指状件在管状膜区段的敞开的底部部分的四个角部附近进入该敞开的底部部分。然后,收进装置侧向向外移动(在x方向和y方向上并且总体上平行于图1所示的x-y平面)到相应的收进位置,在收进位置,这些收进装置形成收进配置,从而为将管状膜区段收进到收进指状件上做准备。收进装置的驱动辊朝向其相应的导向辊移动,以接合管状膜区段的外表面并迫使管状膜区段的内表面抵靠导向辊,从而将管状膜夹在这些辊之间。马达沿收进旋转方向驱动其相应的驱动辊,以将管状膜区段收进(或收拢)到收进指状件上。图1(以简化的方式)示出了在未拉伸的管状膜区段被收进到收进指状件上之后处于收进配置的收进装置rd1、rd2、rd3和rd4。未拉伸的管状膜区段的周边被标记为f
未拉伸
。
6.收进之后,收进装置各自侧向向外移动(在x方向和y方向上并且总体上平行于图1所示的x-y平面)到相应的包裹位置,在包裹位置,这些收进装置形成包裹配置。因为膜是有弹性的,所以在这种移动期间膜会拉伸。图1示出了处于包裹配置的收进装置rd1′
、rd2′
、rd3′
和rd4′
以及拉伸的管状膜区段,该拉伸的管状膜区段的周边标记为f
拉伸
。包裹配置(并且因此包裹位置)基于负载的尺寸和形状确定,因此管状膜区段的周边的尺寸被设定成一旦收进装置达到包裹配置就包围负载。随着收进装置移动到其包裹位置,收进装置的马达以退卷速度沿与收进旋转方向相反的放出旋转方向驱动其驱动辊,以从收进指状件放出膜的一些(但不是全部)。这种拉伸期间的部分放出防止对膜的与收进指状件接合的部分过度拉
伸,这降低了膜在包裹期间被损坏的可能性。
7.在收进装置达到包裹配置之后,包裹托架相对于负载下降(在图1所示的z方向上)。在这种下降期间,马达驱动收进装置的驱动辊以放出速度沿放出旋转方向从收进指状件放出膜的其余部分。当这种情况发生时,膜试图恢复到其未拉伸的尺寸和形状,并且侧向地收缩到负载上,这使负载成为一体和/或将负载固定到托盘。这就完成了包裹过程,并且输送机将负载从拉伸套罩机输送出来。
8.这些已知的拉伸套罩机之一包括由恒流泵供给的液压致动器,液压致动器使收进装置在其相应的收进位置与包裹位置之间侧向向内和向外移动。如上文所解释的,收进之后,收进装置侧向向外移动到其相应的包裹位置以拉伸管状膜区段。为此,如图1所示,每个收进装置必须从负载l向外移动x方向上的距离x1和y方向上的距离y1。收进装置的收进位置与包裹位置之间的最短路径为图1所示的直线路径p
最佳
。
9.将恒流泵用于液压致动器意味着收进装置在x方向和y方向上以相同的固定速度移动。当距离x1和y1相同时,收进装置rd将开始同时在x方向和y方向上移动,并将在到达包裹位置之后同时停止在x方向和y方向上移动。收进装置rd将遵循路径p
最佳
并且以直线从收进位置直接移动到包裹位置。这意味着在这种场景下,收进装置rd在两个位置之间移动最小距离。
10.但是当距离x1和y1不同(如它们在图1所示的示例中,其中距离x1大于距离y1)时,情况并非如此。在这些情况下,收进装置rd将开始同时在x方向和y方向上移动,直到它移动这些距离中较短的距离(这里为y1)。就在这时,收进装置将停止在该方向(这里为y方向)上移动但继续在另一个方向(这里为x方向)上移动,之后最终到达包裹位置并停止。这意味着在这种场景下,收进装置rd不遵循从收进位置到包裹位置的直线路径,并且因此行进得更远以到达包裹位置,这降低了效率并增加了使收进装置移动的致动器上的磨损。例如,如图1所示,收进装置rd遵循路径p
实际
,其中这些收进装置在x方向和y方向上同时移动过第一距离。就在这时,收进装置rd停止在y方向上移动,因为它们已经移动了距离y1,但继续在x方向上移动第二距离以到达它们的包裹位置。收进装置行进过这两步路径的距离大于收进装置行进过最佳直线路径的距离。
11.另一个问题是,退卷速度典型地针对给定类型的管状膜设定并且在拉伸套罩机的操作期间不会改变,即使负载尺寸(并且因此包裹配置)或其他参数发生变化。不太理想的退卷速度(例如,对于包裹参数来说太慢)可能导致拉伸之后收进指状件处的膜过薄,这增加了包裹期间损坏膜的可能性并提供次优的最终产品。
技术实现要素:
12.本披露内容的多个不同的实施例提供了一种拉伸套罩机,该拉伸套罩机被配置成在膜拉伸期间优化收进装置侧向移动和退卷速度,以使收进装置行进距离和使收进装置移动的致动器上的磨损最小化,并降低拉伸期间损坏膜的可能性。
附图说明
13.图1是示意性俯视平面图,示出了现有技术拉伸套罩机的收进装置的收进位置和包裹位置以及处于未拉伸状态和拉伸状态的管状膜区段的周边。
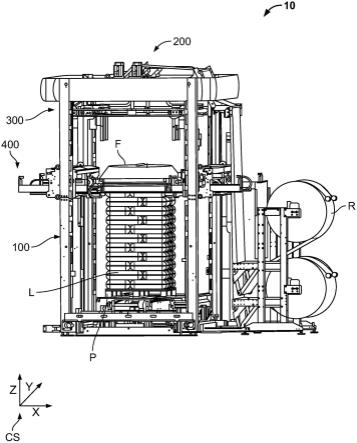
14.图2是本披露内容的拉伸套罩机的一个实施例的立体图。
15.图3是示出了图2的拉伸套罩机的某些部件的框图。
16.图4是图2的拉伸套罩机的收进装置之一的侧视图,其中收进托架处于其原始位置。
17.图5是在膜打开装置已经打开管状膜区段的底部之后并且在收进装置的收进指状件已经被插入该管状膜区段的底部中之前,图2的拉伸套罩机的膜打开装置和收进装置的立体图。
18.图6是对应于图5的简化的俯视平面图。
19.图7是类似于图5的立体图,然而是在收进装置的收进指状件已经被插入管状膜区段的底部中之后并且在收进装置的收进托架已经移动到其相应的收进位置之后。
20.图8是对应于图7的简化的俯视平面图。
21.图9是对应于图7的图3的收进装置的侧视图。
22.图10是类似于图5的立体图,然而是在收进装置已经将管状膜区段收进到其收进指状件上之后。
23.图11是对应于图10的图3的收进装置的侧视图。
24.图12是类似于图5的立体图,然而是在收进装置已经下降到刚好在负载上方从而为将管状膜区段从收进指状件放出并置于负载上做准备之后。
25.图13是本披露内容的示例性包裹过程的流程图。
26.图14a至图14e是示意性俯视平面图,示出了图2的拉伸套罩机的收进装置的收进位置和包裹位置以及处于未拉伸状态和拉伸状态的管状膜区段的周边。
具体实施方式
27.虽然本文描述的系统、装置和方法可以以多个不同的形式实施,但是附图示出了并且说明书描述了某些示例性且非限制性实施例。可能并非需要附图中示出的和说明书中描述的所有部件,并且某些实现方式可以包括额外的、不同的或更少的部件。在不背离权利要求的精神或范围的情况下,可以对部件的布置和类型;部件的形状、尺寸和材料;以及部件的连接方式进行改变。除非另有说明,否则说明书中提到的任何方向反映了对应的附图中所示的部件的取向,并且不限制本披露内容的范围。此外,涉及比如安装、连接等安装方法的术语不旨在限于直接安装方法,而应广义地解释为包括间接且能够操作地安装、连接等安装方法。本说明书旨在被视为整体,并根据本披露内容的原理和如本领域普通技术人员所理解的那样进行解释。
28.本披露内容的多个不同的实施例提供了一种拉伸套罩机,该拉伸套罩机被配置成在膜拉伸期间优化收进装置侧向移动和退卷速度,以使收进装置行进距离和使收进装置移动的致动器上的磨损最小化,并降低拉伸期间损坏膜的可能性。图2至图12和图14a至图14e示出了本披露内容的拉伸套罩机10的一个实施例以及拉伸套罩机10的组件和部件。拉伸套罩机10包括机器框架100、由机器框架100支撑的膜供应组件200、由机器框架100支撑的膜打开组件300、由机器框架100支撑的收进和包裹组件400、操作员接口500和控制器600。坐标系cs(如图2所示)在本文中用作拉伸套罩机10的多个不同的部件在x方向、y方向和z方向(这些方向在该示例性实施例中彼此垂直)上的方向性移动的参考系。
29.机器框架100由多个管状和/或实心构件和其他元件(未单独标记)形成,并且被配置成支撑拉伸套罩机10的其他组件和部件。机器框架100在其内部限定了包裹区域、并且具有进料区域(未标记)和出料区域(未标记),在该进料区域处,托盘装负载(比如托盘p上的负载l)被输送到包裹区域中以进行包裹,在该出料区域处,托盘装负载在包裹之后从包裹区域被输送出。所展示的机器框架100仅仅是一个示例性构型,并且可以采用任何合适的构型。
30.膜供应组件200包括合适的部件,这些合适的部件被配置成形成管状膜区段f,然后拉伸套罩机10使用该管状膜区段来包裹负载l。更具体地,并且如本领域已知的,膜供应组件200包括适合于从可旋转地安装到机器框架100的管状膜卷r拉出一段管状膜、从卷r切割这段管状膜以形成管状膜区段f以及(在某些情况下)封闭管状膜区段的上端(比如经由热封机构)的部件。如本领域已知的,控制器600(部分地)基于负载l的高度来确定管状膜区段f的长度。
31.膜打开组件300包括被配置成打开管状膜区段f的底部部分、使其形成总体上矩形的周边从而为收进和包裹组件400进行收进做准备的合适部件。更具体地,并且如本领域已知的,膜打开组件300包括四个抽吸箱和四个对应的固持装置(未标记),这些固持装置可相对于管状膜区段f在x方向和y方向上并且总体上平行于x-y平面侧向向内和向外移动。为了打开管状膜区段f的底部部分,抽吸箱在x方向和y方向上侧向向内移动,使得将它们定位为邻近管状膜区段f的底部部分的外表面。产生真空以将管状膜区段f的底部部分拉到抽吸箱上,从而部分地打开该底部部分。然后,固持装置夹紧管状膜区段,并且抽吸箱和固持装置在x方向和y方向上并且总体上平行于x-y平面侧向向外地移动,以打开管状膜区段f的底部部分,从而为收进做准备。此时,管状膜区段f的底部部分的周边形成总体上矩形的形状,从而为收进做准备。这仅是膜打开组件300的一个示例,并且膜打开组件300的其他实施例可以包括任何其他合适的部件。
32.收进和包裹组件400包括包裹托架(为清楚起见未示出);包裹托架致动器410;第一收进装置420、第二收进装置430、第三收进装置440和第四收进装置450;以及第一组收进装置致动器420a和第二组收进装置致动器440a。包裹托架包括合适的框架并且可相对于机器框架100在z方向上在上部位置与下部位置之间竖直移动。包裹托架致动器410可操作地连接到包裹托架,以使包裹托架在其上部位置与下部位置之间移动,该包裹托架致动器可以包括任何合适的致动器(比如电动马达或液压马达)。
33.图4、图9和图11示出了第一收进装置420,该第一收进装置包括:第一支撑件421;第一收进指状件422,该第一收进指状件从第一支撑件421的一个端部在z方向上总体上竖直地延伸;可自由旋转的第一导向辊422a,该第一导向辊安装到第一收进指状件422;第一轨道423,该第一轨道由第一支撑件421支撑;第一托架424,该第一托架安装到第一轨道423,并且被配置成沿着第一轨道423在与第一导向辊422a间隔开的原始位置(图4)和邻近第一导向辊422a的收进位置(图9和图11)之间移动;第一驱动辊425,该第一驱动辊由第一托架424支撑;第一辊致动器426,该第一辊致动器由第一托架424支撑并且可操作地连接到第一驱动辊425,以使第一驱动辊425在相反的收进旋转方向和放出旋转方向上旋转;以及第一托架致动器427,该第一托架致动器可操作地连接到托架424,以使托架424在其原始位置与收进位置之间移动。
34.第二收进装置430与第一收进装置420类似,因此没有单独示出。第二收进装置包括:第二支撑件431;第二收进指状件432,该第二收进指状件从第二支撑件431的一个端部总体上竖直地延伸;可自由旋转的第二导向辊432a,该第二导向辊安装到第二收进指状件432;第二轨道433,该第二轨道由第二支撑件431支撑;第二托架434,该第二托架安装到第二轨道433,并且被配置成沿着第二轨道433在与第二导向辊432a间隔开的原始位置和邻近第二导向辊432a的收进位置之间移动;第二驱动辊435,该第二驱动辊由第二托架434支撑;第二辊致动器436,该第二辊致动器由第二托架434支撑并且可操作地连接到第二驱动辊435,以使第二驱动辊435在相反的收进旋转方向和放出旋转方向上旋转;以及第二托架致动器437,该第二托架致动器可操作地连接到托架434,以使托架434在其原始位置与收进位置之间移动。
35.第三收进装置440与第一收进装置420类似,因此没有单独示出。第三收进装置包括:第三支撑件441;第三收进指状件442,该第三收进指状件从第三支撑件441的一个端部总体上竖直地延伸;可自由旋转的第三导向辊442a,该第三导向辊安装到第三收进指状件442;第三轨道443,该第三轨道由第三支撑件441支撑;第三托架444,该第三托架安装到第三轨道443,并且被配置成沿着第三轨道443在与第三导向辊442a间隔开的原始位置和邻近第三导向辊442a的收进位置之间移动;第三驱动辊445,该第三驱动辊由第三托架444支撑;第三辊致动器446,该第三辊致动器由第三托架444支撑并且可操作地连接到第三驱动辊445,以使第三驱动辊445在相反的收进旋转方向和放出旋转方向上旋转;以及第三托架致动器447,该第三托架致动器可操作地连接到托架444,以使托架444在其原始位置与收进位置之间移动。
36.第四收进装置450与第一收进装置420类似,因此没有单独示出。第四收进装置包括:第四支撑件451;第四收进指状件452,该第四收进指状件从第四支撑件451的一个端部总体上竖直地延伸;可自由旋转的第四导向辊452a,该第四导向辊安装到第四收进指状件452;第四轨道453,该第四轨道由第四支撑件451支撑;第四托架454,该第四托架安装到第四轨道453,并且被配置成沿着第四轨道453在与第四导向辊452a间隔开的原始位置和邻近第四导向辊452a的收进位置之间移动;第四驱动辊455,该第四驱动辊由第四托架454支撑;第四辊致动器456,该第四辊致动器由第四托架454支撑并且可操作地连接到第四驱动辊455,以使第四驱动辊455在相反的收进旋转方向和放出旋转方向上旋转;以及第四托架致动器457,该第四托架致动器可操作地连接到托架454,以使托架454在其原始位置与收进位置之间移动。
37.第一收进装置420、第二收进装置430、第三收进装置440和第四收进装置450以总体上矩形的布置安装到包裹托架的框架。第一组收进装置致动器420a可操作地连接到第一收进装置420和第二收进装置430,以使第一收进装置420和第二收进装置430相对于包裹托架(以及负载l和管状膜区段f)在x方向和y方向上并且总体上平行于x-y平面侧向向内和向外移动。第二组收进装置致动器440a可操作地连接到第三收进装置440和第四收进装置450,以使第三收进装置440和第四收进装置450相对于包裹托架(以及负载l和管状膜区段f)在x方向和y方向上并且总体上平行于x-y平面侧向向内和向外移动。
38.第一组收进装置致动器420a包括彼此独立受控制的第一x致动器和第一y致动器。第一x致动器可操作地连接到第一收进装置420和第二收进装置430并且被配置成使第一收
进装置420和第二收进装置430在x方向上相对于包裹托架移动。第一y致动器可操作地连接到第一收进装置420和第二收进装置430并且被配置成使第一收进装置420和第二收进装置430在y方向上相对于包裹托架移动。在该示例性实施例中,第一x致动器和第一y致动器包括由单独的变频驱动器控制的电动马达,但是在其他实施例中致动器可以是任何合适的致动器(比如由比例电磁阀控制的液压马达)。在该示例性实施例中,第一x致动器使第一收进装置和第二收进装置同时并且以相同的速率在x方向上朝向和远离负载移动。类似地,第一y致动器使第一收进装置和第二收进装置同时并且以相同的速率在y方向上朝向和远离负载移动。
39.第二组收进装置致动器440a包括彼此独立受控制的第二x致动器和第二y致动器。第二x致动器可操作地连接到第三收进装置440和第四收进装置450并且被配置成使第三收进装置440和第四收进装置450在x方向上相对于包裹托架移动。第二y致动器可操作地连接到第三收进装置440和第四收进装置450并且被配置成使第三收进装置440和第四收进装置450在y方向上相对于包裹托架移动。在该示例性实施例中,第二x致动器和第二y致动器包括由单独的变频驱动器控制的电动马达,但是在其他实施例中致动器可以是任何合适的致动器(比如由比例电磁阀控制的液压马达)。在该示例性实施例中,第二x致动器使第三收进装置和第四收进装置同时并且以相同的速率在x方向上朝向和远离负载移动。类似地,第二y致动器使第三收进装置和第四收进装置同时并且以相同的速率在y方向上朝向和远离负载移动。
40.在其他实施例中,拉伸套罩机包括用于每个单独的收进装置的单独的一组一个或多个收进装置致动器。在这些实施例中的一些实施例中,每组收进装置致动器包括类似于上文所述的独立受控制的x致动器和y致动器。
41.操作员接口500被配置成接收来自操作员的输入,并且在某些实施例中被配置成向操作员输出信息。操作员接口包括被配置成接收来自操作员的输入的一个或多个输入装置。在多个不同的实施例中,一个或多个输入装置包括一个或多个按钮(比如硬键或软键)、一个或多个开关和/或触摸面板。在多个不同的实施例中,操作员接口500包括显示装置,该显示装置被配置成向操作员显示信息,比如关于托盘装负载的信息、包裹操作的状态或拉伸套罩机10的参数。操作员接口可以包括代替或附加于显示装置的其他输出装置,比如一个或多个扬声器和/或一个或多个灯。在某些实施例中,操作员接口500形成为拉伸套罩机10的一部分并且例如安装到机器框架100。在其他实施例中,操作员接口远离拉伸套罩机10。
42.控制器600包括通信地连接到存储器装置的处理装置。处理装置可以包括任何合适的处理装置,比如但不限于通用处理器、专用处理器、数字信号处理器、一个或多个微处理器、与数字信号处理器核心相关联的一个或多个微处理器、一个或多个专用集成电路、一个或多个现场可编程门阵列电路、一个或多个集成电路、和/或状态机。存储器装置可以包括任何合适的存储器装置,比如但不限于只读存储器、随机存取存储器、一个或多个数字寄存器、缓存存储器、一个或多个半导体存储器装置、比如集成硬盘和/或可移动存储器之类的磁介质、磁光介质和/或光学介质。存储器装置存储了可由处理装置执行以控制拉伸套罩机10的操作(比如执行下述包裹过程)的指令。
43.控制器600通信且可操作地连接到膜供应组件200;膜打开组件300;包裹托架致动
器410;第一组收进装置致动器420a和第二组收进装置致动器440a;第一组辊致动器426、第二组辊致动器436、第三组辊致动器446和第四组辊致动器456;以及第一托架致动器427、第二托架致动器437、第三托架致动器447和第四托架致动器457,以控制这些部件的操作以执行包裹过程1000,如下所述。控制器600通信地连接到操作员接口500以:(1)从操作员接口500接收表示由操作员接口500接收的输入的信号;以及(2)向操作员接口500发送信号,以使操作员接口500输出(比如显示)信息。
44.图13是本披露内容的示例性包裹过程1000的流程图。包裹过程1000的每个步骤的示例是针对上文描述并在图中示出的拉伸套罩机10来提供的。
45.如框1002所指示,在启动包裹过程1000时,将负载移动到拉伸套罩机的包裹区域中。在该示例性实施例中,输送机将负载l移动到拉伸套罩机10的机器框架100的包裹区域中。如框1004所指示,确定负载的尺寸。在该示例性实施例中,操作员使用操作员接口500输入负载l的尺寸(在此是负载l的长度l和宽度w,如图14a所示),该操作员接口然后将负载l的尺寸传输到控制器600。在其他实施例中,拉伸套罩机包括被配置成检测负载并由此确定负载的尺寸的一个或多个传感器。在一些实施例中,拉伸套罩机从包括拉伸套罩机的包装线中的另一机器接收负载的尺寸。这些是几个示例,并且可以以任何其他合适的方式来确定负载的尺寸。
46.如框1006所指示,然后至少部分地基于负载的尺寸来确定收进装置的包裹位置。在该示例性实施例中,控制器600至少部分地基于负载l的宽度w和长度l来确定收进装置420、430、440和450的包裹位置。更具体地,控制器600被配置成使用与负载的适当角部在x方向上的偏移xo和在y方向上的偏移yo(如图14b所示)来设置每个收进装置的包裹位置。这些偏移xo和yo可以是任何合适的值并且经由操作员接口500从操作员接收,但在其他实施例中这些偏移可以以任何其他合适的方式确定(比如由控制器基于负载的尺寸、膜的类型和/或任何其他合适的因素自动地确定)。
47.如框1008所指示,确定每个收进装置将沿着指定路径从其相应的收进位置到其相应的包裹位置移动时的拉伸速度。收进位置是基于几个因素确定的(比如由操作员预设),这些因素包括膜的尺寸(例如,其未拉伸的周长)。由于两点之间的最短距离是直线,因此在该示例性实施例中,给定收进指状件的收进位置与包裹位置之间的指定路径是直线,这通过避免额外不必要的移动来使效率最大化并使收进装置致动器上的磨损最小化。在其他实施例中,指定路径不是直线路径。
48.在该示例性实施例中并且如图14c所示,对于每个收进装置420、430、440和450,距离x
t
在x方向上将相应的收进位置和包裹位置分开,并且距离y
t
在y方向上将相应的收进位置和包裹位置分开。控制器600确定如何控制第一组收进装置致动器420a和第二组收进装置致动器440a的独立的x致动器和y致动器,使得收进装置420、430、440和450分别遵循从相应的收进位置到相应的包裹位置的指定(直线)路径p
420
、p
430
、p
440
和p
450
。如果收进位置与包裹位置之间的距离在x方向和y方向上相同(即,如果x
t
=y
t
),则控制器控制x致动器和y致动器使收进装置在x方向和y方向上以相同的侧向拉伸速度移动,使得收进装置遵循指定(直线)路径。但是,如果距离不同,则控制器控制致动器中的一个致动器使收进装置在一个方向上比另一个方向移动得更慢,以确保收进装置遵循指定(直线)路径。
49.在该示例性实施例中,存在指定的侧向拉伸速度,除非被修改,否则控制器将控制
x致动器和y致动器使每个收进装置以该指定的侧向拉伸速度在x方向和y方向中的每一个方向上移动。该指定的侧向拉伸速度可以存在、由操作员输入或由操作员选择。如果x
t
=y
t
,则控制器被配置成控制x致动器和y致动器使收进装置以指定的侧向拉伸速度在x方向和y方向两者上移动。但是如果x
t
》y
t
或x
t
《y
t
,则控制器被配置成将低于指定的侧向拉伸速度的侧向拉伸速度用于较短的行进方向,以确保收进装置沿着指定(直线)路径移动。例如,如果x
t
》y
t
,则控制器被配置成控制x致动器使收进装置在x方向上以指定的侧向拉伸速度移动,并控制y致动器使收进装置在y方向上以低于指定的侧向拉伸速度的侧向拉伸速度移动。因此,在该示例性实施例中,指定的侧向拉伸速度表示收进装置可以在x方向或y方向上移动的最大侧向拉伸速度。在其他实施例中,控制器被配置成使收进装置在较短的行进方向上以指定的侧向拉伸速度并且在较长的行进方向上以高于指定的侧向拉伸速度的侧向拉伸速度移动。因此,在这些实施例中,指定的侧向拉伸速度表示收进装置可以在x方向或y方向上移动的最小侧向拉伸速度。
50.一旦控制器600确定使收进装置在x方向和y方向上移动使得收进装置遵循指定(直线)路径的侧向拉伸速度,控制器600就基于收进装置将在x方向和y方向上移动的侧向拉伸速度来确定收进装置将沿着指定(直线)路径移动的合成速度。该合成速度是收进装置的拉伸速度。当x
t
=y
t
时,拉伸速度是指定的拉伸速度(因为在这种场景下,收进装置在x方向和y方向上以指定的侧向拉伸速度移动)。
51.在确定收进装置的拉伸速度之后,如框1010所指示,至少部分地基于拉伸速度来确定收进装置的驱动辊的退卷速度。在该示例性实施例中,控制器600使用将退卷速度与拉伸速度相关联的查找表、经由在特定拉伸速度给定的情况下计算退卷速度的算法或以任何其他合适的方式来确定退卷速度。通常,退卷速度随着拉伸速度的增加而增加,因为膜拉伸得越快,膜应该被部分地放出得就越快,以避免在收进指状件处膜过度变薄。
52.在该示例性实施例中,控制器600基于指定的退卷速度、拉伸速度和指定的拉伸速度来确定退卷速度。在该示例性实施例中,指定的退卷速度表示最大退卷速度,并且可以存在、由操作员输入或由操作员基于多种因素(比如负载尺寸、膜尺寸、膜类型等)中的任一种来选择。具体地,在该示例性实施例中,根据以下公式,退卷速度等于指定的退卷速度乘以拉伸速度与指定的拉伸速度的比值。如果拉伸速度等于指定的拉伸速度(即,如果在该示例性实施例中x
t
=y
t
),则退卷速度等于指定的退卷速度。但是如果拉伸速度低于指定的拉伸速度,则退卷速度相应地低于指定的退卷速度。
[0053][0054]
如框1012所指示,然后创建管状膜区段。在该示例性实施例中,控制器600控制膜供应组件200从膜卷r中拉出管状膜,将膜切割成期望的长度以形成管状膜区段f,并且将管状膜区段f的顶部热封封闭。如框1014所指示,然后打开管状膜区段的底部部分。在该示例性实施例中,控制器600控制膜打开组件300(并且更具体地,抽吸箱和固持装置)打开管状膜区段f的底部部分使其周边为总体上矩形,如上文所解释的。
[0055]
如框1016所指示,然后将收进装置移动到其插入位置。在该示例性实施例中,控制器600控制第一组收进装置致动器420a和第二组收进装置致动器440a使相应的收进装置420、430、440和450相对于管状膜区段f(在x方向和y方向上并且总体上平行于x-y平面)侧
向向内移动到收进装置的相应的插入位置,在这些插入位置,这些收进装置形成插入配置。图5和图6示出了收进装置420、430、440和450处于其插入位置处。插入位置是(比如由操作员)基于几个因素预设的,这些因素包括膜的尺寸(例如,其未拉伸的周长)。此时,如图4针对收进装置420所示,第一收进装置420、第二收进装置430、第三收进装置440和第四收进装置450的第一托架424、第二托架434、第三托架444和第四托架454处于其相应的原始位置。如框1018所指示,然后将包裹托架升高,使得收进装置的收进指状件被接纳在管状膜区段的敞开的底部部分中。在该示例性实施例中,控制器600控制包裹托架致动器410升高包裹托架,使得相应的收进装置420、430、440和450的收进指状件422、432、442和452被接纳在管状膜区段f的敞开的底部部分中。
[0056]
如框1020所指示,然后将收进装置移动到其收进位置。在该示例性实施例中,控制器600控制第一组收进装置致动器420a和第二组收进装置致动器440a使相应的收进装置420、430、440和450相对于管状膜区段f(在x方向和y方向上并且总体上平行于x-y平面)侧向向外移动到收进装置的相应的收进位置,在这些收进位置,这些收进装置形成收进配置,从而为收进管状膜区段f做准备。如框1022所指示,然后收进装置将管状膜区段收进到收进指状件上。在该示例性实施例中,控制器600控制第一托架致动器427、第二托架致动器437、第三托架致动器447和第四托架致动器457将相应的托架424、434、444和454从其相应的原始位置移动到其相应的收进位置,这使得收进装置420、430、440和450的驱动轮425、435、445和455接触管状膜区段f的内表面f
in
,并且迫使管状膜区段f的外表面f
out
抵靠相应的导向轮422a、432a、442a和452a。图7至图9示出了在收进装置420、430、440和450的托架已经移动到其相应的收进位置之后,这些收进装置处于其收进位置。在某些实施例中,当收进装置移动到其收进位置时,托架移动到其收进位置。然后,控制器600控制第一辊致动器426、第二辊致动器436、第三辊致动器446和第四辊致动器456沿收进旋转方向驱动第一驱动辊425、第二驱动辊435、第三驱动辊445和第四驱动辊455,从而将管状膜区段f收进到收进指状件422、432、442和452上。图10和图11示出了收进之后的收进装置420、430、440和450,而图14d示出了收进之后的收进装置以及管状膜区段f的周边。
[0057]
如框1024所指示,然后收进装置沿着其相应的指定(直线)路径从其相应的收进位置以拉伸速度移动到其相应的包裹位置。也如框1024所指示,当这种情况发生时,以退卷速度驱动收进装置的驱动辊以从收进装置放出管状膜区段的一部分。在这种移动期间,管状膜区段拉伸。在该示例性实施例中,控制器600控制第一组收进装置致动器420a和第二组收进装置致动器440a使相应的收进装置420、430、440和450从其相应的收进位置沿着其相应的指定(直线)路径p
420
、p
430
、p
440
和p
450
以拉伸速度移动到其相应的包裹位置,如图14e所示。这种移动引起管状膜区段f拉伸。当这种情况发生时,控制器600还控制第一辊致动器426、第二辊致动器436、第三辊致动器446和第四辊致动器456沿与收进旋转方向相反的放出旋转方向并且以退卷速度驱动第一驱动辊425、第二驱动辊435、第三驱动辊445和第四驱动辊455从收进指状件422、432、442和452放出管状膜区段f的一部分。这种在拉伸期间的部分放出降低了膜在收进指状件处或附近过度拉伸的可能性。
[0058]
如框1026所指示,然后包裹托架下降,同时收进装置从收进装置放出管状膜区段的其余部分,这使得管状膜区段能够收缩到负载上。在该示例性实施例中,控制器600控制包裹托架致动器410降低包裹托架,同时控制第一辊致动器426、第二辊致动器436、第三辊
致动器446和第四辊致动器456驱动第一驱动辊425、第二驱动辊435、第三驱动辊445和第四驱动辊455以放出速度沿放出旋转方向从收进指状件422、432、442和452放出管状膜区段f的其余部分。图12示出了刚好在将管状膜区段f放出到负载上之前的收进装置420、430、440和450。当管状膜区段f被放出时,该管状膜区段试图恢复到其未拉伸时的尺寸和形状、并且侧向地收缩到负载l上,这使负载成为一体和/或将负载固定到托盘。如框1028所指示,然后将包裹的负载移出拉伸套罩机的包裹区域,从而结束包裹过程1000。在该示例性实施例中,输送机将负载l移出拉伸套罩机10的机器框架100的包裹区域。
[0059]
本披露内容的拉伸套罩机10和对应的包裹过程1000提供了优于已知拉伸套罩机的多个优点。首先,在每组收进装置致动器中使用独立受控制的x致动器和y致动器使给定的收进装置移动确保了收进装置能够在直线路径上从其收进位置移动到其包裹位置。这意味着收进装置采用从收进位置到包裹位置的最短路径,从而确保收进装置不会移动远于所需,并减少致动器上的磨损。其次,基于拉伸速度来确定拉伸期间驱动辊的退卷速度使得针对特定包裹过程的参数优化了退卷速度,并确保膜在收进指状件处的最佳拉伸。
[0060]
从上文应该理解的是,在多个不同的实施例中,本披露内容提供了一种拉伸套罩机,该拉伸套罩机包括:机器框架;包裹托架,该包裹托架能够相对于该机器框架在上部位置与下部位置之间移动;包裹托架致动器,该包裹托架致动器可操作地连接到该包裹托架,以使该包裹托架在其上部位置与下部位置之间移动;第一收进装置,该第一收进装置由该包裹托架致动器支撑并且包括第一收进指状件、第一托架、由该第一托架支撑的第一驱动辊、可操作地连接到该第一驱动辊以驱动该第一驱动辊的第一辊致动器以及可操作地连接到该第一托架以使该第一托架相对于该第一收进指状件移动的第一托架致动器;一个或多个第一收进装置致动器,该一个或多个第一收进装置致动器可操作地连接到该第一收进装置,并且被配置成使该第一收进装置相对于该包裹托架在第一收进位置与第一包裹位置之间移动;以及控制器,该控制器被配置成:至少部分地基于该第一收进位置与该第一包裹位置之间的差异来确定拉伸速度;至少部分地基于该拉伸速度来确定退卷速度;控制该一个或多个第一收进装置致动器使该第一收进装置移动到该第一收进位置;以及在管状膜区段已经被收进到该第一收进装置的该第一收进指状件上之后:控制该一个或多个第一收进装置致动器使该第一收进装置以该拉伸速度从该第一收进位置移动到该第一包裹位置,使得该第一收进装置遵循第一指定路径并且使得该管状膜区段被拉伸;以及在该第一收进装置从该第一收进位置移动到该第一包裹位置的同时,控制该第一辊致动器以该退卷速度沿放出方向驱动该第一驱动辊,以从该第一收进装置的该第一收进指状件放出该管状膜区段的一部分。
[0061]
在该拉伸套罩机的多个不同的此类实施例中,该退卷速度随着该拉伸速度的增加而增加,并且随着该拉伸速度的减少而减少。
[0062]
在该拉伸套罩机的多个不同的此类实施例中,该第一指定路径包括直线。
[0063]
在该拉伸套罩机的多个不同的此类实施例中,该控制器进一步被配置成至少部分地基于要包裹的负载的尺寸来确定该第一包裹位置。
[0064]
在该拉伸套罩机的多个不同的此类实施例中,该控制器进一步被配置成通过确定与该负载在第一方向上的第一偏移距离和与该负载在第二方向上的第二偏移距离来确定该第一包裹位置。
[0065]
在该拉伸套罩机的多个不同的此类实施例中,该一个或多个第一收进装置致动器包括:第一方向致动器,该第一方向致动器可操作地连接到该第一收进装置并且被配置成使该第一收进装置在该第一方向上相对于该包裹托架移动;以及第二方向致动器,该第二方向致动器可操作地连接到该第一收进装置并且被配置成使该第一收进装置在该第二方向上相对于该包裹托架移动。
[0066]
在该拉伸套罩机的多个不同的此类实施例中,该第一方向和该第二方向垂直。
[0067]
在该拉伸套罩机的多个不同的此类实施例中,该第一收进位置和该第一包裹位置在该第一方向上隔开第一距离并且在该第二方向上隔开第二距离,其中,该控制器被配置成通过控制该第一方向致动器使该第一收进装置以第一侧向拉伸速度在该第一方向上移动并且控制该第二方向致动器使该第一收进装置以第二侧向拉伸速度在该第二方向上移动,来控制该一个或多个收进装置致动器使该第一收进装置以该拉伸速度从该第一收进位置移动到该第一包裹位置。
[0068]
在该拉伸套罩机的多个不同的此类实施例中,当该第一距离和该第二距离相等时,该拉伸速度是指定的拉伸速度,并且该第一侧向拉伸速度和该第二侧向拉伸速度是相同的指定的侧向拉伸速度。
[0069]
在该拉伸套罩机的多个不同的此类实施例中,当该第一距离和该第二距离不同时,该第一侧向拉伸速度和该第二侧向拉伸速度不同,并且该拉伸速度不同于该指定的拉伸速度。
[0070]
在该拉伸套罩机的多个不同的此类实施例中,当该第一距离大于该第二距离时,该第一侧向拉伸速度为该指定的侧向拉伸速度,而该第二侧向拉伸速度不同于该指定的侧向拉伸速度。
[0071]
在该拉伸套罩机的多个不同的此类实施例中,该指定的侧向拉伸速度是经由操作员输入接收的。
[0072]
在该拉伸套罩机的多个不同的此类实施例中,当该第一距离大于该第二距离时,该第二侧向拉伸速度低于该指定的侧向拉伸速度。
[0073]
在该拉伸套罩机的多个不同的此类实施例中,该控制器被配置成基于该指定的拉伸速度、该拉伸速度和指定的退卷速度来确定该退卷速度。
[0074]
在该拉伸套罩机的多个不同的此类实施例中,该指定的拉伸速度和该指定的退卷速度是基于操作员输入确定的。
[0075]
在该拉伸套罩机的多个不同的此类实施例中,该指定的拉伸速度是基于经由操作员输入接收的指定的侧向拉伸速度确定的。
[0076]
在该拉伸套罩机的多个不同的此类实施例中,该拉伸套罩机进一步包括:第二收进装置,该第二收进装置由该包裹托架致动器支撑并且包括第二收进指状件、第二托架、由该第二托架支撑的第二驱动辊、可操作地连接到该第二驱动辊以驱动该第二驱动辊的第二辊致动器以及可操作地连接到该第二托架以使该第二托架相对于该第二收进指状件移动的第二托架致动器,其中,该一个或多个第一收进装置致动器可操作地连接到该第二收进装置,并且被配置成使该第二收进装置相对于该包裹托架在第二收进位置与第二包裹位置之间移动;第三收进装置,该第三收进装置由该包裹托架致动器支撑并且包括第三收进指状件、第三托架、由该第三托架支撑的第三驱动辊、可操作地连接到该第三驱动辊以驱动该
第三驱动辊的第三辊致动器以及可操作地连接到该第三托架以使该第三托架相对于该第三收进指状件移动的第三托架致动器;第四收进装置,该第四收进装置由该包裹托架致动器支撑并且包括第四收进指状件、第四托架、由该第四托架支撑的第四驱动辊、可操作地连接到该第四驱动辊以驱动该第四驱动辊的第四辊致动器以及可操作地连接到该第四托架以使该第四托架相对于该第四收进指状件移动的第四托架致动器;以及一个或多个第二收进装置致动器,该一个或多个第二收进装置致动器可操作地连接到该第三收进装置和该第四收进装置,并且被配置成使该第三收进装置和该第四收进装置相对于该包裹托架分别在第三收进位置与第三包裹位置之间和第四收进位置与第四包裹位置之间移动,其中,该控制器进一步被配置成:控制该第一收进装置致动器使该第二收进装置移动到该第二收进位置,并且控制该一个或多个第二收进装置致动器使该第三收进装置和该第四收进装置移动到相应的第三收进位置和第四收进位置;在该管状膜区段已经被收进到相应的第一收进装置、第二收进装置、第三收进装置和第四收进装置的第一收进指状件、第二收进指状件、第三收进指状件和第四收进指状件上之后,控制该一个或多个第一收进装置致动器使该第二收进装置以该拉伸速度从该第二收进位置移动到该第二包裹位置,使得该第二收进装置遵循第二指定路径,并且控制该一个或多个第二收进装置致动器使该第三收进装置和该第四收进装置以该拉伸速度分别从该第三收进位置移动到该第三包裹位置和从该第四收进位置移动到该第四包裹位置,使得该第三收进装置和该第四收进装置分别遵循第三指定路径和第四指定路径,使得该管状膜区段被拉伸;以及在第二收进装置、第三收进装置和第四收进装置从该第二收进位置、该第三收进位置和该第四收进位置移动到相应的第二包裹位置、第三包裹位置和第四包裹位置的同时,控制该第二辊致动器、该第三辊致动器和该第四辊致动器沿该放出方向以该退卷速度驱动相应的第二驱动辊、第三驱动辊和第四驱动辊,以从该第二收进装置、该第三收进装置和该第四收进装置的该第二收进指状件、该第三收进指状件和该第四收进指状件放出该管状膜区段的一部分。
[0077]
在该拉伸套罩机的多个不同的此类实施例中,该第一指定路径、该第二指定路径、该第三指定路径和该第四指定路径各自包括不同的直线。
[0078]
从上文应该进一步理解的是,在多个不同的实施例中,本披露内容提供了一种操作拉伸套罩机的方法,该方法包括:至少部分地基于第一收进装置的第一收进位置与该第一收进装置的第一包裹位置之间的差异来确定拉伸速度;至少部分地基于该拉伸速度确定退卷速度;将该第一收进装置移动到该第一收进位置;将管状膜区段收进到该第一收进装置的第一收进指状件上;以及在该管状膜区段已经被收进到该第一收进装置的该第一收进指状件上之后:将该第一收进装置以该拉伸速度从该第一收进位置移动到该第一包裹位置,使得该第一收进装置遵循第一指定路径并且使得该管状膜区段被拉伸;以及在该第一收进装置从该第一收进位置移动到该第一包裹位置的同时,沿放出方向以该退卷速度驱动该第一收进装置的第一驱动辊,以从该第一收进装置的该第一收进指状件放出该管状膜区段的一部分。
[0079]
在该方法的多个不同的此类实施例中,该退卷速度随着该拉伸速度的增加而增加,并且随着该拉伸速度的减少而减少。
[0080]
在该方法的多个不同的此类实施例中,该第一指定路径包括直线。
[0081]
在该方法的多个不同的此类实施例中,该方法进一步包括至少部分地基于要包裹
的负载的尺寸来确定该第一包裹位置。
[0082]
在该方法的多个不同的此类实施例中,该方法进一步包括通过确定与该负载在第一方向上的第一偏移距离和与该负载在第二方向上的第二偏移距离来确定该第一包裹位置。
[0083]
在该方法的多个不同的此类实施例中,其中,该第一收进位置和该第一包裹位置在该第一方向上隔开第一距离并且在该第二方向上隔开第二距离,该方法进一步包括通过控制第一方向致动器使该第一收进装置以第一侧向拉伸速度在该第一方向上移动并且控制第二方向致动器使该第一收进装置以第二侧向拉伸速度在该第二方向上移动,来将该第一收进装置以该拉伸速度从该第一收进位置移动到该第一包裹位置。
[0084]
在该方法的多个不同的此类实施例中,当该第一距离和该第二距离相等时,该拉伸速度是指定的拉伸速度,并且该第一侧向拉伸速度和该第二侧向拉伸速度是相同的指定的侧向拉伸速度。
[0085]
在该方法的多个不同的此类实施例中,当该第一距离和该第二距离不同时,该第一侧向拉伸速度和该第二侧向拉伸速度不同,并且该拉伸速度不同于该指定的拉伸速度。
[0086]
在该方法的多个不同的此类实施例中,当该第一距离大于该第二距离时,该第一侧向拉伸速度为该指定的侧向拉伸速度,而该第二侧向拉伸速度不同于该指定的侧向拉伸速度。
[0087]
在该方法的多个不同的此类实施例中,该指定的侧向拉伸速度是经由操作员输入接收的。
[0088]
在该方法的多个不同的此类实施例中,当该第一距离大于该第二距离时,该第二侧向拉伸速度低于该指定的侧向拉伸速度。
[0089]
在该方法的多个不同的此类实施例中,该方法进一步包括基于该指定的拉伸速度、该拉伸速度和指定的退卷速度来确定该退卷速度。
[0090]
在该方法的多个不同的此类实施例中,该方法进一步包括基于操作员输入来确定该指定的拉伸速度和该指定的退卷速度。
[0091]
在该方法的多个不同的此类实施例中,该方法进一步包括基于经由操作员输入接收的指定的侧向拉伸速度来确定该指定的拉伸速度。
[0092]
在该方法的多个不同的此类实施例中,该方法进一步包括将第二收进装置、第三收进装置和第四收进装置移动到相应的第二收进位置、第三收进位置和第四收进位置;将该管状膜区段收进到相应的第二收进装置、第三收进装置和第四收进装置的第二收进指状件、第三收进指状件和第四收进指状件上;在该管状膜区段已经被收进到相应的第一收进装置、第二收进装置、第三收进装置和第四收进装置的第一收进指状件、第二收进指状件、第三收进指状件和第四收进指状件上之后,将该第二收进装置、该第三收进装置和该第四收进装置以该拉伸速度从该第二收进位置、该第三收进位置和该第四收进位置移动到相应的第二包裹位置、第三包裹位置和第四包裹位置,使得该第二收进装置、该第三收进装置和该第四收进装置分别遵循第二指定路径、第三指定路径和第四指定路径,使得该管状膜区段被拉伸;以及在该第二收进装置、该第三收进装置和该第四收进装置从该第二收进位置、该第三收进位置和该第四收进位置移动到相应的第二包裹位置、第三包裹位置和第四包裹位置的同时,沿该放出方向以该退卷速度驱动相应的第二收进装置、第三收进装置和第四
收进装置的第二驱动辊、第三驱动辊和第四驱动辊,以从该第二收进装置、该第三收进装置和该第四收进装置的该第二收进指状件、该第三收进指状件和该第四收进指状件放出该管状膜区段的一部分。
[0093]
在该方法的多个不同的此类实施例中,该第一指定路径、该第二指定路径、该第三指定路径和该第四指定路径各自包括不同的直线。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1