一种高速包装机模盒内烟支检测系统的制作方法
1.本发明涉及烟支检测的技术领域,尤其涉及一种高速包装机模盒内烟支检测系统。
背景技术:
2.fx2是一种高速卷烟包装设备,烟支通过输送通道到达包装机烟库组件,在烟库搅拌电机的作用下均匀下落到烟库下烟通道,然后经过推烟排平行地向前推,就进入了包装机七角轮的模盒内,并且形成了767的排列方式,如图1所示。由于fx2是双通道的高速包装机,所以,烟库推杆每次能推4包烟进入模盒内。由于卷烟的质量不光是由卷烟机的生产状况决定的,类似空头和缺支这类缺陷烟支,可能是因为烟支填充不饱满,从卷烟机到包装机的输送过程中,端部烟丝掉落造成的,缺支则可能是在烟库下烟通道里有烟支堵塞造成,因此,在烟支进入七角轮模盒之后,需要对模盒内的烟支进行空头和缺支检测,将空头和缺支两类缺陷产品检测出来并剔除,这样可以提高包装机生产的产品质量,这一环节在整个卷烟包装过程中是至关重要的。
3.目前对模盒内烟支检测的现有方案有探针式检测,通过烟支端面各烟支不同的深度来判断烟支是否空头或缺支。但是在实际使用中,由于模盒内烟支比较晃动,造成烟支与探针接触的并不是非常对齐,有时候会偏离烟支的位置造成误判,这样就会有一些烟包被误剔除,产生大量的废烟消耗,降低了设备的生产效率。另外,机械探针式检测是靠内部弹片的伸缩情况来感应烟支空陷的深度,并且每个烟包都需要探针靠近一次,这样,经过一段时间以后弹片会发生形变造成无法回弹,就导致了漏检,甚至会压坏烟支产生更大的缺陷。
技术实现要素:
4.本发明提供一种高速包装机模盒内烟支检测系统,解决现有对高速包装机模盒内烟支检测采用探针式检测,易发生机械故障造成漏检的问题,能减少烟支检测存在的误检和漏检,提高卷烟产品的产品质量。
5.为实现以上目的,本发明提供以下技术方案:
6.一种高速包装机模盒内烟支检测系统,包括:工控机、第一图像采集装置和第二图像采集装置;
7.所述工控机分别与所述第一图像采集装置和所述第二图像采集装置信号连接;
8.所述第一图像采集装置设置在包装机七角轮模盒的烟丝侧,以对包装机模盒内烟支进行烟丝侧图像采集;
9.所述第二图像采集装置设置在包装机七角轮模盒的滤嘴侧,以对包装机模盒内烟支进行滤嘴侧图像采集;
10.所述工控机用于根据所述烟丝侧图像和所述滤嘴侧图像对相对应的模盒内烟支进行空头和/或缺支识别,并在存在空头和/或缺支时上报产品不合格信息。
11.优选的,还包括:plc控制器和编码器;
12.所述plc控制器分别与所述工控机和所述编码器信号连接,所述编码器设置在包装机七角轮轴上,用于实时检测包装机七角轮的转动相位;
13.所述plc控制器在所述转动相位达到51
°
时对所述工控机发送图像采集指令,使所述工控机控制所述第一图像采集装置和所述第二图像采集装置进行图像采集。
14.优选的,所述第一图像采集装置包括:第一图像处理器、第一工业相机、第二工业相机、第一led灯源和第二led灯源;
15.所述第一图像处理器分别与所述第一工业相机、所述第二工业相机、所述第一led灯源和所述第二led灯源信号连接;
16.所述第一工业相机和所述第二工业相机分别设置在包装机七角轮检测位置所对应的两个模盒的烟丝侧;
17.所述第一led灯源与所述第一工业相机设置在同一侧,所述第二led灯源与所述第二工业相机设置在同一侧。
18.优选的,所述第二图像采集装置包括:第二图像处理器、第三工业相机、第四工业相机、第三led灯源和第四led灯源;
19.所述第二图像处理器分别与所述第三工业相机、所述第四工业相机、所述第三led灯源和所述第四led灯源信号连接;
20.所述第三工业相机和所述第四工业相机分别设置在包装机七角轮检测位置所对应的两个模盒的滤嘴侧;
21.所述第三led灯源与所述第三工业相机设置在同一侧,所述第四led灯源与所述第四工业相机设置在同一侧。
22.优选的,还包括:脉冲触发器;
23.所述脉冲触发器分别与所述plc控制器和所述编码器信号连接,所述脉冲触发器在所述转动相位达到51
°
时对所述plc控制器发送照明脉冲;
24.所述工控机根据所述照明脉冲控制所述第一led灯源、所述第二led灯源、所述第三led灯源和所述第四led灯源进行瞬时闪亮。
25.优选的,还包括:触模屏;
26.所述触模屏与所述工控机信号连接,用于提供人机交互界面及显示所采集到的图像。
27.优选的,还包括:剔除装置;
28.所述剔除装置与所述plc控制器信号连接,所述plc控制器在模盒内烟支存在空头和/或缺支时进行烟包移位步数计算,并在对应烟包移位到第一干燥鼓入口处时控制所述剔除装置剔除烟包。
29.优选的,还包括:报警装置;
30.所述报警装置与所述plc控制器信号连接,所述plc控制器在模盒内烟支出现连续缺陷时控制所述报警装置进行报警。
31.优选的,所述报警装置至少包括以下任意一种:指示灯、蜂鸣器和声光报警器。
32.本发明提供一种高速包装机模盒内烟支检测系统,采用第一图像采集装置和第二图像采集装置对包装机七角轮模盒内烟支进行烟丝侧图像和滤嘴侧图像进行采集,并由工控机进行烟支空头和/或缺支进行识别,解决现有对高速包装机模盒内烟支检测采用探针
式检测,易发生机械故障造成漏检的问题,能减少烟支检测存在的误检和漏检,提高卷烟产品的产品质量。
附图说明
33.为了更清楚地说明本发明的具体实施例,下面将对实施例中所需要使用的附图作简单地介绍。
34.图1是现有包装机七角轮及模盒示意图。
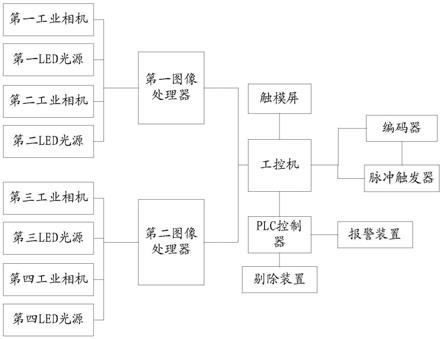
35.图2是本发明提供的一种高速包装机模盒内烟支检测系统示意图。
36.图3是本发明提供的一种高速包装机模盒内烟支检测方法的控制流程图。
具体实施方式
37.为了使本技术领域的人员更好地理解本发明实施例的方案,下面结合附图和实施方式对本发明实施例作进一步的详细说明。
38.针对当前对包装机模盒内的烟支空头或缺支检测存在漏检的问题,本发明提供一种高速包装机模盒内烟支检测系统,解决现有对高速包装机模盒内烟支检测采用探针式检测,易发生机械故障造成漏检的问题,能减少烟支检测存在的误检和漏检,提高卷烟产品的产品质量。
39.如图2所示,一种高速包装机模盒内烟支检测系统,包括:工控机、第一图像采集装置和第二图像采集装置。所述工控机分别与所述第一图像采集装置和所述第二图像采集装置信号连接。所述第一图像采集装置设置在包装机七角轮模盒的烟丝侧,以对包装机模盒内烟支进行烟丝侧图像采集。所述第二图像采集装置设置在包装机七角轮模盒的滤嘴侧,以对包装机模盒内烟支进行滤嘴侧图像采集。所述工控机用于根据所述烟丝侧图像和所述滤嘴侧图像对相对应的模盒内烟支进行空头和/或缺支识别,并在存在空头和/或缺支时上报产品不合格信息。
40.在实际应用中,在设定位置设置第一图像采集装置和第二图像采集装置,以对七角轮模盒烟支的烟丝侧和滤嘴侧进行图像采集,以对烟丝侧图像进行采集。工控机中设置有图像识别软件,以对第一图像采集装置和第二图像采集装置采集的图像进行识别,并判断模盒内烟支是否存在空头和/或缺支,如果存在,则工控机输出存在缺陷烟支信号。该系统能解决现有对高速包装机模盒内烟支检测采用探针式检测,易发生机械故障造成漏检的问题,能减少烟支检测存在的误检和漏检,提高卷烟产品的产品质量。
41.该系统还包括:plc控制器和编码器。所述plc控制器分别与所述工控机和所述编码器信号连接,所述编码器设置在包装机七角轮轴上,用于实时检测包装机七角轮的转动相位。所述plc控制器在所述转动相位达到51
°
时对所述工控机发送图像采集指令,使所述工控机控制所述第一图像采集装置和所述第二图像采集装置进行图像采集。
42.所述第一图像采集装置包括:第一图像处理器、第一工业相机、第二工业相机、第一led灯源和第二led灯源。所述第一图像处理器分别与所述第一工业相机、所述第二工业相机、所述第一led灯源和所述第二led灯源信号连接。所述第一工业相机和所述第二工业相机分别设置在包装机七角轮检测位置所对应的两个模盒的烟丝侧。所述第一led灯源与所述第一工业相机设置在同一侧,所述第二led灯源与所述第二工业相机设置在同一侧。
43.所述第二图像采集装置包括:第二图像处理器、第三工业相机、第四工业相机、第三led灯源和第四led灯源。所述第二图像处理器分别与所述第三工业相机、所述第四工业相机、所述第三led灯源和所述第四led灯源信号连接。所述第三工业相机和所述第四工业相机分别设置在包装机七角轮检测位置所对应的两个模盒的滤嘴侧。所述第三led灯源与所述第三工业相机设置在同一侧,所述第四led灯源与所述第四工业相机设置在同一侧。
44.该系统还包括:脉冲触发器。所述脉冲触发器分别与所述plc控制器和所述编码器信号连接,所述脉冲触发器在所述转动相位达到51
°
时对所述plc控制器发送照明脉冲。所述工控机根据所述照明脉冲控制所述第一led灯源、所述第二led灯源、所述第三led灯源和所述第四led灯源进行瞬时闪亮。
45.在实际应用中,在七角轮模盒烟丝侧有两个工业相机和两个led光源、滤嘴侧有两个工业相机和两个led光源。当模盒内烟支旋转到检测工位,且机器相位到达指定相位时,由触发脉冲触发器发送触发信号,以控制相机和led光源动作,进行瞬时拍照。相机将所拍到的图像传输到各自的图像处理器中进行处理,处理后传输到工控机,再通过分析图像,以识别出烟支是否空头或缺支。
46.该系统还包括:触模屏;
47.所述触模屏与所述工控机信号连接,用于提供人机交互界面及显示所采集到的图像。
48.该系统还包括:剔除装置;所述剔除装置与所述plc控制器信号连接,所述plc控制器在模盒内烟支存在空头和/或缺支时进行烟包移位步数计算,并在对应烟包移位到第一干燥鼓入口处时控制所述剔除装置剔除烟包。
49.在实际应用中,通过机器相位和触发脉冲进行模盒内烟支的照相与光源触发,一组两个工业相机对烟丝侧两个模盒进行拍照记录,另一组两个工业相机对滤嘴侧两个模盒进行拍照记录,然后将记录到的图像通过网线分别传输到第一图像处理器和第二图像处理器,经处理后的图像再传输到工控机内,经工控机的控制系统分析判断该模盒内烟支图像是否合格,若不合格,控制系统给出高电平剔除信号到plc,由plc执行剔除控制程序将烟包移位在第一干燥鼓入口处剔除。
50.该系统还包括:报警装置;所述报警装置与所述plc控制器信号连接,所述plc控制器在模盒内烟支出现连续缺陷时控制所述报警装置进行报警。
51.进一步,所述报警装置至少包括以下任意一种:指示灯、蜂鸣器和声光报警器。
52.相应地,烟支检测控制流程如图3所示,当模盒内烟支随着机器运转到达指定相位时,由触发脉冲触发烟丝侧和滤嘴侧的两组相机对模盒内烟支进行拍照,拍照后的图像传输到各自的图像处理器,并在处理后传到工控机进行分析,通过一些算法对采集到的图像进行比对分析,能够得出所采集到的图像是否合格,若是合格图像,则当前烟包继续向前输送,若图像不合格,则工控机给出缺陷烟包高电平信号到plc,plc控制机器执行移位剔除程序,将当前烟包移位固定步数后,在第一干燥鼓入口处剔除。
53.可见,本发明提供一种高速包装机模盒内烟支检测系统,采用第一图像采集装置和第二图像采集装置对包装机七角轮模盒内烟支进行烟丝侧图像和滤嘴侧图像进行采集,并由工控机进行烟支空头和/或缺支进行识别,解决现有对高速包装机模盒内烟支检测采用探针式检测,易发生机械故障造成漏检的问题,能减少烟支检测存在的误检和漏检,提高
卷烟产品的产品质量。
54.以上依据图示所示的实施例详细说明了本发明的构造、特征及作用效果,以上所述仅为本发明的较佳实施例,但本发明不以图面所示限定实施范围,凡是依照本发明的构想所作的改变,或修改为等同变化的等效实施例,仍未超出说明书与图示所涵盖的精神时,均应在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1