一种自修复连续纤维预浸带制备装置的制作方法
1.本发明涉及连续纤维预浸带制造设备的技术领域,尤其是涉及一种自修复连续纤维预浸带制备装置。
背景技术:
2.纤维复合材料因轻质高强、耐磨等优异力学性能在日常生活与国防军工领域具有广阔的应用前景,是重大装备减重增效的关键材料。随着纤维复合材料应用领域的持续拓展与科学技术的不断进步,对由纤维复合材料制备而成的结构件提出更高的要求,如:结构损伤的自修复。
3.自修复是纤维复合材料损伤发生后,经原位修复而继续保持一定的承载能力,相较传统纤维复合材料损伤修复技术,具有高效、便捷等优势,是新一代智能纤维复合材料结构件发展的重要趋势。而现有技术中,并没有公开制造具有自修复功能的连续纤维复合材料的设备,导致现有连续纤维复合材料普遍缺乏自修复功能。
技术实现要素:
4.本发明的目的在于提供一种自修复连续纤维预浸带制备装置,以解决现有技术中存在的,没有公开制造具有自修复功能的连续纤维预浸带的设备,导致现有连续纤维复合材料结构普遍缺少自修复功能的技术问题。
5.本发明提供的一种自修复连续纤维预浸带制备装置,包括支撑模块、合成模块和收卷模块;
6.合成模块设置在支撑模块的内部;
7.合成模块包括连续纤维预浸带a料卷、连续纤维预浸带b料卷、连续自修复中空纤维料卷和输送压实机构;连续纤维预浸带a料卷上缠绕有连续纤维预浸带a,连续纤维预浸带b料卷上缠绕有连续纤维预浸带b,连续自修复中空纤维料卷上缠绕有连续自修复中空纤维,连续自修复中空纤维的输料端设置在连续纤维预浸带a的输料端、连续纤维预浸带b的输料端之间;输送压实机构设置在连续纤维预浸带a、连续纤维预浸带b、连续自修复中空纤维相结合后的输料端,使上述材料压合为自修复连续纤维预浸带;
8.收卷模块设置在输送压实机构的输出端,使压合后的自修复连续纤维预浸带缠绕在收卷模块上。
9.进一步的,连续纤维预浸带a料卷包括a料盘、a料输送轮,连续纤维预浸带a缠绕a料盘上,a料输送轮设置在连续纤维预浸带a的输料段上;a料盘通过驱动电机一驱动,a料输送轮通过驱动电机二驱动;
10.连续纤维预浸带b料卷包括b料盘、b料输送轮,连续纤维预浸带b缠绕b料盘上,b料输送轮设置在连续纤维预浸带b的输料段上;b料盘通过驱动电机三驱动,b料输送轮通过驱动电机四驱动;
11.连续自修复中空纤维料卷包括中空纤维料盘、中空纤维导向轮,连续自修复中空
纤维缠绕中空纤维料盘上,中空纤维导向轮设置在连续自修复中空纤维的输料段上;中空纤维料盘通过驱动电机五驱动。
12.进一步的,a料输送轮包括a料主动输送轮、a料从动输送轮,a料主动输送轮设置在连续纤维预浸带a的上表面,a料从动输送轮设置在连续纤维预浸带a的下表面;
13.b料输送轮包括b料主动输送轮、b料从动输送轮,b料主动输送轮设置在连续纤维预浸带b的下表面,b料从动输送轮设置在连续纤维预浸带b的上表面。
14.进一步的,连续纤维预浸带a料卷还包括背衬纸导向轮、背衬纸张紧轮、背衬纸回收盘;
15.连续自修复中空纤维下部设有自修复中空纤维背衬纸,背衬纸导向轮设置在自修复中空纤维背衬纸的输料端,背衬纸张紧轮设置在背衬纸导向轮的输料端,背衬纸回收盘设置在背衬纸张紧轮的输料端,背衬纸回收盘用于缠绕自修复中空纤维背衬纸;背衬纸回收盘通过驱动电机六驱动;
16.连续自修复中空纤维上部的连续中空纤维与连续纤维预浸带a、连续纤维预浸带b相结合。
17.进一步的,连续纤维预浸带a的输料端设有导向板a;
18.连续纤维预浸带b的输料端设有导向板b;
19.连续自修复中空纤维的输料端,分离自修复中空纤维背衬纸后的连续中空纤维的底部位置设有支撑板;
20.导向板a设置在支撑板的上方,导向板a与支撑板之间相互成夹角,且夹角的取值范围在30
°
~60
°
之间;导向板b设置在支撑板的下方,导向板b与支撑板之间相互成夹角,且夹角的取值范围在30
°
~60
°
之间。
21.进一步的,导向板a上设有加热板a;
22.导向板b上设有加热板b。
23.进一步的,输送压实机构包括对压轮、滚压轮、压实轮和自修复连续纤维预浸带导向轮;
24.对压轮设置在连续纤维预浸带a、连续纤维预浸带b、连续自修复中空纤维相结合后的输料端位置;对压轮包括主动对压轮、从动对压轮,主动对压轮设置在连续纤维预浸带a的上表面,从动对压轮设置在连续纤维预浸带b的下表面;
25.滚压轮设置在对压轮的输料端,滚压轮通过驱动电机七驱动;滚压轮包括主动滚压轮、从动滚压轮,主动滚压轮设置在连续纤维预浸带a、连续纤维预浸带b、连续自修复中空纤维相结合后,形成自修复连续纤维预浸带的上表面,从动滚压轮设置在连续纤维预浸带a、连续纤维预浸带b、连续自修复中空纤维相结合后,形成自修复连续纤维预浸带的下表面;
26.压实轮设置在滚压轮的输料端,压实轮通过驱动电机八驱动;压实轮包括主动压实轮、从动压实轮,主动压实轮设置在自修复连续纤维预浸带的上表面,从动压实轮设置在自修复连续纤维预浸带的下表面;
27.自修复连续纤维预浸带导向轮设置在压实轮的输料端;
28.收卷模块的收料盘设置在自修复连续纤维预浸带导向轮的输料端,使自修复连续纤维预浸带缠绕在收料盘上;收料盘通过驱动电机九驱动。
29.进一步的,支撑模块包括模块安装板、模块盖板、底座一和支架;
30.模块安装板的内侧面设有多个安装柱一;模块盖板通过多个安装柱一固定连接在模块安装板上;在模块盖板上设有料仓门一、观察窗;底座一连接模块安装板的底部外侧端,支架连接模块安装板的底部内侧端。
31.进一步的,收卷模块包括料盘安装板、冷却器、料盘盖板和底座二;
32.料盘安装板的内侧面设有多个安装柱二;料盘盖板通过多个安装柱二固定连接在料盘安装板上;料盘盖板上设有料仓门二;驱动电机九连接料盘安装板的外侧面;底座二连接料盘安装板的底部。
33.进一步的,连续纤维预浸带a包括但不限于连续玻璃纤维预浸带、连续碳纤维预浸带;
34.连续纤维预浸带b包括但不限于连续玻璃纤维预浸带、连续碳纤维预浸带;
35.连续自修复中空纤维包括但不限于连续自修复中空碳纤维、连续自修复中空玻璃纤维。
36.本发明提供的一种自修复连续纤维预浸带制备装置,将合成模块设置在支撑模块的内部;合成模块的连续纤维预浸带a料卷上缠绕有连续纤维预浸带a,连续纤维预浸带b料卷上缠绕有连续纤维预浸带b,连续自修复中空纤维料卷上缠绕有连续自修复中空纤维;连续自修复中空纤维的输料端与连续纤维预浸带a的输料端、连续纤维预浸带b的输料端相结合,利用输送压实机构进行压实输送,使其结合为自修复连续纤维预浸带,然后利用收卷模块对压合后的自修复连续纤维预浸带缠绕收卷。
37.预浸带,是连续纤维复合材料结构件成型的一种重要材料形式,在连续纤维复合材料增材制造领域占据很大比例。而本技术的上述设备,为具有自修复功能的连续纤维预浸带高质高效制造提供一种新思路与新设备,将两种连续纤维预浸带与连续自修复中空纤维相结合,使结合后的自修复连续纤维预浸带具有自修复功能。
38.开发具有自修复连续纤维预浸带,是实现最终成型结构件损伤原位修复的有效途径。此外,预浸带的制备不仅决定预浸带的质量,而且还会影响最终成型结构件的性能。
附图说明
39.为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
40.图1为本发明实施例提供的一种自修复连续纤维预浸带制备装置的正面示意图;
41.图2为本发明实施例提供的一种自修复连续纤维预浸带制备装置的内部示意图;
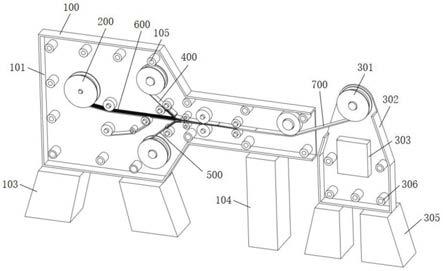
42.图3为本发明实施例提供的合成模块的示意图;
43.图4为本发明实施例提供的合成模块的局部示意图;
44.图5为本发明实施例提供的一种自修复连续纤维预浸带制备装置的背面示意图。
45.图标:
46.100-支撑模块;200-合成模块;300-收卷模块;400-连续纤维预浸带a;500-连续纤维预浸带b;600-连续自修复中空纤维;700-自修复连续纤维预浸带;
47.101-模块安装板;102-模块盖板;103-底座一;104-支架;105-安装柱一;106-料仓门一;107-观察窗;
48.201-a料盘;202-a料输送轮;203-b料盘;204-b料输送轮;205-中空纤维料盘;206-中空纤维导向轮;207-背衬纸导向轮;208-背衬纸张紧轮;209-背衬纸回收盘;210-导向板a;211-导向板b;212-支撑板;213-加热板a;214-加热板b;215-对压轮;216-滚压轮;217-压实轮;218-自修复连续纤维预浸带导向轮;
49.301-收料盘;302-料盘安装板;303-冷却器;304-料盘盖板;305-底座二;306-安装柱二;307-料仓门二;
50.601-自修复中空纤维背衬纸;602-连续中空纤维;
51.2011-驱动电机一;2021-驱动电机二;2022-a料主动输送轮;2023-a料从动输送轮;2031-驱动电机三;2041-驱动电机四;2042-b料主动输送轮;2043-b料从动输送轮;2051-驱动电机五;2091-驱动电机六;2151-主动对压轮;2152-从动对压轮;2161-驱动电机七;2162-主动滚压轮;2163-从动滚压轮;2171-驱动电机八;2172-主动压实轮;2173-从动压实轮;3011-驱动电机九。
具体实施方式
52.下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
53.在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
54.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
55.如图1~5所示,本发明提供的一种自修复连续纤维预浸带制备装置,包括支撑模块100、合成模块200和收卷模块300;
56.合成模块200设置在支撑模块100的内部;
57.合成模块200包括连续纤维预浸带a料卷、连续纤维预浸带b料卷、连续自修复中空纤维料卷和输送压实机构;连续纤维预浸带a料卷上缠绕有连续纤维预浸带a400,连续纤维预浸带b料卷上缠绕有连续纤维预浸带b500,连续自修复中空纤维料卷上缠绕有连续自修复中空纤维600,连续自修复中空纤维600的输料端设置在连续纤维预浸带a400的输料端、连续纤维预浸带b500的输料端之间;输送压实机构设置在连续纤维预浸带a400、连续纤维预浸带b500、连续自修复中空纤维600相结合后的输料端,使上述材料压合为自修复连续纤维预浸带700;
58.收卷模块300设置在输送压实机构的输出端,使压合后的自修复连续纤维预浸带700缠绕在收卷模块300上。
59.参照图3、图5,进一步的,连续纤维预浸带a料卷包括a料盘201、a料输送轮202,连续纤维预浸带a400缠绕a料盘201上,a料输送轮202设置在连续纤维预浸带a400的输料段上;a料盘201通过驱动电机一2011驱动,a料输送轮202通过驱动电机二2021驱动;
60.连续纤维预浸带b料卷包括b料盘203、b料输送轮204,连续纤维预浸带b500缠绕b料盘203上,b料输送轮204设置在连续纤维预浸带b500的输料段上;b料盘203通过驱动电机三2031驱动,b料输送轮204通过驱动电机四2041驱动;
61.连续自修复中空纤维料卷包括中空纤维料盘205、中空纤维导向轮206,连续自修复中空纤维600缠绕中空纤维料盘205上,中空纤维导向轮206设置在连续自修复中空纤维600的输料段上;中空纤维料盘205通过驱动电机五2051驱动。
62.参照图4,进一步的,a料输送轮202包括a料主动输送轮2022、a料从动输送轮2023,a料主动输送轮2022设置在连续纤维预浸带a400的上表面,a料从动输送轮2023设置在连续纤维预浸带a400的下表面;
63.b料输送轮204包括b料主动输送轮2042、b料从动输送轮2043,b料主动输送轮2042设置在连续纤维预浸带b500的下表面,b料从动输送轮2043设置在连续纤维预浸带b500的上表面。
64.参照图3,进一步的,连续纤维预浸带a料卷还包括背衬纸导向轮207、背衬纸张紧轮208、背衬纸回收盘209;
65.连续自修复中空纤维600的下部设有自修复中空纤维背衬纸601,背衬纸导向轮207设置在自修复中空纤维背衬纸601的输料端,背衬纸张紧轮208设置在背衬纸导向轮207的输料端,背衬纸回收盘209设置在背衬纸张紧轮208的输料端,背衬纸回收盘209用于缠绕自修复中空纤维背衬纸601;背衬纸回收盘209通过驱动电机六2091驱动;
66.参照图4,连续自修复中空纤维600上部的连续中空纤维602与连续纤维预浸带a400、连续纤维预浸带b500相结合。
67.在本实施例中,为避免连续自修复中空纤维600彼此粘连,优选地,连续自修复中空纤维600包括下部的自修复中空纤维背衬纸601、上部的连续中空纤维602。
68.参照图3、图4,进一步的,连续纤维预浸带a400的输料端设有导向板a210;
69.连续纤维预浸带b500的输料端设有导向板b211;
70.连续自修复中空纤维600的输料端,分离自修复中空纤维背衬纸601后的连续中空纤维602的底部位置设有支撑板212;
71.导向板a210设置在支撑板212的上方,导向板a210与支撑板212之间相互成夹角,且夹角的取值范围在30
°
~60
°
之间;导向板b211设置在支撑板212的下方,导向板b211与支撑板212之间相互成夹角,且夹角的取值范围在30
°
~60
°
之间。
72.在本实施例中,导向板a210用于对连续纤维预浸带a400的输料方向进行导向;导向板b211用于对连续纤维预浸带b500的输料方向进行导向。导向板a210与支撑板212之间的夹角为45
°
;导向板b211与支撑板212之间的夹角为45
°
。
73.参照图4,进一步的,导向板a210上设有加热板a213;
74.导向板b211上设有加热板b214。
75.在本实施例中,加热板a213用于对连续纤维预浸带a400进行加热;加热板b214用于对连续纤维预浸带b500进行加热;以保证连续自修复中空纤维600、连续纤维预浸带a400、连续纤维预浸带b500更好的融合。
76.参照图3、图4,进一步的,输送压实机构包括对压轮215、滚压轮216、压实轮217和自修复连续纤维预浸带导向轮218;
77.对压轮215设置在连续纤维预浸带a400、连续纤维预浸带b500、连续自修复中空纤维600相结合后的输料端位置;对压轮215包括主动对压轮2151、从动对压轮2152,主动对压轮2151设置在连续纤维预浸带a400的上表面,从动对压轮2152设置在连续纤维预浸带b500的下表面;
78.滚压轮216设置在对压轮215的输料端,滚压轮216通过驱动电机七2161驱动;滚压轮216包括主动滚压轮2162、从动滚压轮2163,主动滚压轮2162设置在连续纤维预浸带a400、连续纤维预浸带b500、连续自修复中空纤维600相结合后,形成自修复连续纤维预浸带700的上表面,从动滚压轮2163设置在连续纤维预浸带a400、连续纤维预浸带b500、连续自修复中空纤维600相结合后,形成自修复连续纤维预浸带700的下表面;
79.压实轮217设置在滚压轮216的输料端,压实轮217通过驱动电机八2171驱动;压实轮217包括主动压实轮2172、从动压实轮2173,主动压实轮2172设置在自修复连续纤维预浸带700的上表面,从动压实轮2173设置在自修复连续纤维预浸带700的下表面;
80.自修复连续纤维预浸带导向轮218设置在压实轮217的输料端;
81.收卷模块300的收料盘301设置在自修复连续纤维预浸带导向轮218的输料端,使自修复连续纤维预浸带700缠绕在收料盘301上;收料盘301通过驱动电机九3011驱动。
82.在本实施例中,为适应不同厚度的连续自修复中空纤维600、连续纤维预浸带a400、连续纤维预浸带b500,提高设备的通用性,优选地,对压轮215的主动对压轮2151与从动对压轮2152之间的中心距可调;滚压轮216的主动滚压轮2162与从动滚压轮2163之间的中心距可调;压实轮217的主动压实轮2172与从动压实轮2173之间的中心距可调。
83.参照图1、图2,进一步的,支撑模块100包括模块安装板101、模块盖板102、底座一103和支架104;
84.模块安装板101的内侧面设有多个安装柱一105;模块盖板102通过多个安装柱一105固定连接在模块安装板101上;在模块盖板102上设有料仓门一106、观察窗107;底座一103连接模块安装板101的底部外侧端,支架104连接模块安装板101的底部内侧端。
85.参照图5,在本实施例中,驱动电机一2011、驱动电机二2021、驱动电机三2031、驱动电机四2041、驱动电机五2051、驱动电机六2091、驱动电机七2161、驱动电机八2171依次连接模块安装板101的外侧面。
86.参照图1、图2,进一步的,收卷模块300包括料盘安装板302、冷却器303、料盘盖板304和底座二305;
87.料盘安装板302的内侧面设有多个安装柱二306;料盘盖板304通过多个安装柱二306固定连接在料盘安装板302上;料盘盖板304上设有料仓门二307;驱动电机九3011连接料盘安装板302的外侧面;底座二305连接料盘安装板302的底部。
88.进一步的,连续纤维预浸带a400包括但不限于连续玻璃纤维预浸带、连续碳纤维预浸带;
89.连续纤维预浸带b500包括但不限于连续玻璃纤维预浸带、连续碳纤维预浸带;
90.连续自修复中空纤维600包括但不限于连续自修复中空碳纤维、连续自修复中空玻璃纤维。
91.由于自修复连续纤维预浸带700的性能取决于连续自修复中空纤维600、连续纤维预浸带a400、连续纤维预浸带b500的类型,其既可以是纯自修复连续玻璃纤维预浸带,也可以是纯自修复连续碳纤维预浸带,还可以是自修复连续碳纤维与连续玻璃纤维混杂预浸带。
92.在本实施例中,为实现自修复连续纤维预浸带700综合性能最优,优选的,连续自修复中空纤维600为连续自修复中空碳纤维,连续纤维预浸带a400和连续纤维预浸带b500均为连续碳纤维预浸带。
93.本发明提供的一种智能连续碳纤维预浸带制备装置,使用时,按照如下步骤:
94.同时启动a料盘201、b料盘203、中空纤维料盘205,a料盘201设置在上部位置,b料盘203设置在下部位置,中空纤维料盘205设置a料盘201、b料盘203之间;
95.a料盘201带动连续纤维预浸带a400输送,a料输送轮202对连续纤维预浸带a400输送,导向板a210对连续纤维预浸带a400的输送方向进行导向,加热板a213对连续纤维预浸带a400进行加热;
96.此时,b料盘203带动连续纤维预浸带b500输送,b料输送轮204对连续纤维预浸带b500输送,导向板b211对连续纤维预浸带b500输送方向进行导向,加热板b214对连续纤维预浸带b500进行加热;
97.中空纤维料盘205带动连续自修复中空纤维600输送,中空纤维导向轮206对连续自修复中空纤维600输送,连续自修复中空纤维600上部的连续中空纤维602向右输送,连续自修复中空纤维600下部的自修复中空纤维背衬纸601依次通过背衬纸导向轮207、背衬纸张紧轮208缠绕在背衬纸回收盘209上;
98.连续纤维预浸带a400右侧的输料端、连续中空纤维602右侧的输料端、连续纤维预浸带b500右侧的输料端相结合,然后依次沿着对压轮215、滚压轮216、压实轮217、自修复连续纤维预浸带导向轮218压实输送,连续纤维预浸带a400、连续中空纤维602、连续纤维预浸带b500最终结合为自修复连续纤维预浸带700,自修复连续纤维预浸带700的右端缠绕在收料盘301上收料,收料过程中,利用冷却器303对自修复连续纤维预浸带700进行冷却,完成了自修复连续纤维预浸带700的制备。
99.最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1