预浸线全自动收卷装置的制作方法
1.本发明涉及收卷装置的技术领域,尤其是涉及一种预浸线全自动收卷装置。
背景技术:
2.收卷装置是线材或布的生产过程中常用的设备。收卷装置一般包括若干个压辊、若干个收卷轴、切割组件和收卷电机。再生产预浸线时,预浸线以s形路线搭接在若干个压辊和收卷轴上,收卷电机驱动收卷轴转动,即可将预浸线收卷在收卷轴上。当收卷轴上的预浸线达到预定的长度时,操作切割组件将预浸线切断,即完成一次收卷预浸线的工作。
3.相关技术中,收卷装置的切割组件包括平行于收卷轴设置的横梁、能够移动地设置在横梁上的刀座、安装在刀座上的切割刀,横梁以能够靠近或远离收卷轴的方式安装在收卷装置的机架上。
4.针对上述中的相关技术,发明人认为在生产预浸线的过程中,将预浸线切断并更换新的收卷轴后,需要将预浸线以s形路线绕过压辊和收卷轴,再将预浸线固定在收卷轴上,绕设预浸线的过程较为繁琐、麻烦。
技术实现要素:
5.为了便于将预浸线绕过压辊和收卷轴,本技术提供一种预浸线全自动收卷装置。
6.第一方面,本技术提供的一种预浸线全自动收卷装置采用如下的技术方案:一种预浸线全自动收卷装置,包括机架、切割组件、收卷电机以及用于搭接预浸线的压辊和收卷轴,所述压辊和收卷轴均转动连接在机架上,所述收卷电机和切割组件均安装在机架上,所述收卷电机的电机轴与收卷轴同轴连接,还包括自动绕线组件,所述自动绕线组件包括空心轨道、插接滑块、拉绳、用于夹紧预浸线的夹紧件和用于拉动拉绳的拉动件,所述空心轨道安装在机架上,所述空心轨道绕设在压辊和收卷轴的周侧,所述空心轨道上设有滑槽,所述插接滑块插设于滑槽内,所述插接滑块与空心轨道滑动连接,所述拉绳穿设于空心轨道内,所述拉绳与插接滑块固定连接,所述夹紧件安装在插接滑块上,所述拉动件安装在机架上,所述拉绳的两端均连接至少一个拉动件。
7.通过采用上述技术方案,当夹紧件夹紧预浸线时,拉动件拉动拉绳,可以拉动插接滑块沿着空心轨道移动;使得预浸线沿着空心轨道自动移动,预浸线即可自动绕设在压辊和收卷轴上,从而实现将预浸线自动绕过压辊和收卷轴的效果,操作更加方便。而且,设置滑槽,可以将插接滑块伸出空心轨道外,有助于安装夹紧件,将拉绳设于空心轨道内,可以减少拉绳对预浸线和切割机构的影响,使得整个收卷装置可以正常工作,由于拉绳的两端均连接拉动件,因此,可以向两个方向拉动插接滑块,便于多次进行自动拉动预浸线的工作。
8.在一个具体的可实施方案中,所述空心轨道包括支撑杆、软管和连接件,所述支撑杆有若干个,所述支撑杆固定连接在机架上,所述支撑杆位于压辊和收卷轴的周侧,所述连接件安装在支撑杆上,所述软管通过连接件与支撑杆可拆卸连接,所述软管绕设在压辊和
收卷轴的周侧,所述滑槽设于软管上。
9.通过采用上述技术方案,采用具有柔性的软管,可以将软管弯折出s形,便于将软管绕设在压辊和收卷轴之间;支撑杆可以支撑软管,减少软管变形;连接件将软管可拆卸连接在支撑杆上,便于拆卸软管。
10.在一个具体的可实施方案中,所述连接件包括连接条、固定片、夹片、连接螺栓和推动螺母,所述连接条固定连接在软管上,所述固定片和夹片均固定连接在支撑杆上,所述固定片和夹片相对,所述连接螺栓固定连接在一个夹片上,所述夹片上设有连接孔,所述连接螺栓穿设于连接孔内,所述推动螺母螺纹连接在连接螺栓上,所述推动螺母与夹片背离固定片的侧壁抵接。
11.通过采用上述技术方案,转动推动螺母,推动螺母向夹片施加朝向固定片的推力,有助于夹片和固定片夹紧连接条,从而实现将软管固定在支撑杆上。
12.在一个具体的可实施方案中,所述夹紧件包括磁块和磁吸块,所述磁块固定连接在插接滑块上,所述磁吸块滑动连接在插接滑块上,所述磁块和磁吸块相对。
13.通过采用上述技术方案,磁块对磁吸块有吸引力,可以自动吸引磁吸块向靠近磁块的方向移动,将预浸线放入磁块和磁吸块之间,磁块和磁吸块可以自动夹紧预浸线。
14.在一个具体的可实施方案中,所述磁吸块包括燕尾块和抵接块,所述燕尾块和抵接块固定连接,所述插接滑块上设有燕尾槽,所述燕尾块插设于燕尾槽内,所述燕尾块与燕尾槽的槽壁抵接,所述抵接块与磁块相对,所述抵接块朝向磁块的侧壁上设有缺口。
15.通过采用上述技术方案,燕尾块和燕尾槽配合,有助于减少抵接块脱离连接块,磁块与抵接块抵接在一起时,缺口有助于将将预浸线放入磁块和抵接块之间。
16.在一个具体的可实施方案中,所述插接滑块包括卡块和连接块,所述卡块与连接块固定连接,所述卡块设于空心轨道内,所述卡块与空心轨道的内壁抵接,所述拉绳与卡块固定连接,所述连接块穿设于滑槽内,所述连接块与滑槽的槽壁抵接,所述夹紧件安装在连接块上。
17.通过采用上述技术方案,卡块有助于减少连接块与空心轨道脱离,连接块用于安装夹紧件,拉绳拉动卡块,连接块和夹紧件即可跟随卡块同步转动。
18.在一个具体的可实施方案中,所述拉动件包括驱动电机和绕线轴,所述驱动电机安装在机架上,所述绕线轴与驱动电机的电机轴同轴连接,所述拉绳缠绕在绕线轴上。
19.通过采用上述技术方案,驱动电机驱动绕线轴转动,即可将拉绳缠绕在绕线轴上,从而实现拉动插接滑块的效果。
20.在一个具体的可实施方案中,所述拉动件还包括储存盒,所述储存盒固定连接在机架上,所述储存盒上设有进线口,所述拉绳插设于进线口内,所述驱动电机和均绕线轴设于储存盒内,所述绕线轴与储存盒的内壁转动连接。
21.通过采用上述技术方案,储存盒有助于减少绕线轴晃动,还可以减少驱动电机、拉绳损坏。
22.综上所述,本技术包括以下至少一种有益技术效果:本技术通过设置空心轨道、插接滑块、拉绳、夹紧件和拉动件,并通过空心轨道、插接滑块、拉绳、夹紧件和拉动件之间的协同配合,实现了将预浸线自动绕过压辊和收卷轴的效果,操作更加方便;
本技术的空心轨道包括支撑杆、软管和连接件,便于将软管绕设在压辊和收卷轴之间,还可以减少软管变形、便于拆卸软管;本技术的夹紧件包括磁块和磁吸块,磁块和磁吸块通过磁吸力吸附在一起,可以自动夹紧预浸线。
附图说明
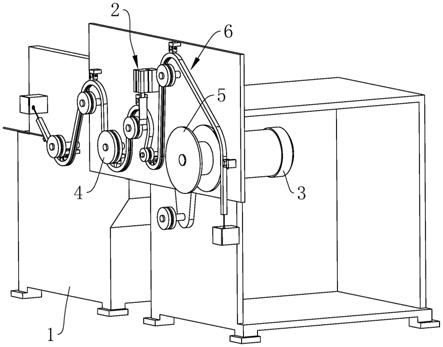
23.图1是本技术实施例中预浸线全自动收卷装置的结构示意图。
24.图2是本技术实施例中自动绕线组件的结构示意图。
25.图3是图2中a处的放大图。
26.图4是图2中b处的放大图。
27.图5是本技术实施例中拉动件的爆炸结构示意图。
28.图6是本技术实施例中连接件的爆炸结构示意图。
29.图7是本技术实施例中插接滑块与夹紧件的爆炸结构示意图。
30.附图标记说明:1、机架;2、切割组件;21、气缸;22、切割刀片;3、收卷电机;4、压辊;5、收卷轴;6、自动绕线组件;61、空心轨道;611、滑槽;612、支撑杆;613、软管;614、连接件;6141、连接条;6142、固定片;6143、夹片;6144、连接螺栓;6145、推动螺母;6146、连接孔;62、插接滑块;621、燕尾槽;622、卡块;623、连接块;63、拉绳;64、夹紧件;641、磁块;642、磁吸块;6421、燕尾块;6422、抵接块;6423、缺口;65、拉动件;651、驱动电机;652、绕线轴;653、储存盒;6531、进线口。
具体实施方式
31.以下结合附图1-7对本技术作进一步详细说明。
32.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
33.本技术实施例公开一种预浸线全自动收卷装置。
34.参照图1,预浸线全自动收卷装置包括机架1、切割组件2、收卷电机3、压辊4、收卷轴5和自动绕线组件6。压辊4有若干个,所有的压辊4和收卷轴5均转动连接在机架1同一侧的侧壁上,压辊4和收卷轴5的轴向相同。切割组件2安装在机架1上,收卷电机3铆接在机架1背离收卷轴5的侧壁上,收卷电机3的电机轴与收卷轴5同轴连接。自动绕线组件6安装在机架1朝向压辊4的侧壁上,自动绕线组件6绕设在压辊4和收卷轴5的周侧。
35.参照图2,切割组件2包括气缸21和切割刀片22,气缸21铆接在机架1朝向压辊4的侧壁上,气缸21的伸缩端朝向压辊4,切割刀片22铆接在气缸21的伸缩端。
36.参照图3和图4,自动绕线组件6包括空心轨道61、插接滑块62、拉绳63、夹紧件64和拉动件65。
37.空心轨道61安装在机架1朝向压辊4的侧壁上,空心轨道61以s形路线绕设在压辊4
和收卷轴5的周侧。插接滑块62滑动连接在空心轨道61上,拉绳63固定连接在插接滑块62上,拉绳63与空心轨道61的弯曲路线相同。
38.夹紧件64安装在插接滑块62,拉动件65至少有两个,本实施例的拉动件65有两个,两个拉动件65均安装在机架1朝向压辊4的侧壁上,空心轨道61位于两个拉动件65之间,拉绳63的一端与一个拉动件65相连,拉绳63的另一端与另一个拉动件65相连。
39.参照图3和图5,拉动件65包括驱动电机651、绕线轴652和储存盒653,储存盒653铆接在机架1朝向压辊4的侧壁上,驱动电机651铆接在机架1朝向压辊4的侧壁上,驱动电机651和绕线轴652均位于储存盒653内,绕线轴652与驱动电机651的电机轴同轴连接,储存盒653的内壁上设有轴孔(图中未示出),绕线轴652远离驱动电机651的一端插入轴孔内并与轴孔的孔壁抵接。储存盒653上设有进线口6531,拉绳63从进线口6531插入储存盒653内,拉绳63缠绕在绕线轴652上。
40.参照图4,空心轨道61包括支撑杆612、软管613和连接件614,支撑杆612有若干个,所有的支撑杆612均焊接在机架1朝向压辊4的侧壁上,每个压辊4和收卷轴5的周侧均有一个支撑杆612。每个支撑杆612远离机架1的一端均安装一个连接件614,软管613是具有柔性的塑胶管,软管613以s形路线绕设在压辊4的周侧,软管613与连接件614相连。
41.参照图4和图6,连接件614包括连接条6141、固定片6142、夹片6143、连接螺栓6144和推动螺母6145,连接条6141有若干个,若干个连接条6141沿软管613的长度方向依次粘接在软管613的外壁上;固定片6142和夹片6143均焊接在支撑杆612远离机架1的一端,固定片6142和夹片6143均位于支撑杆612下方,固定片6142与夹片6143相对。连接螺栓6144焊接在固定片6142上,夹片6143上设有连接孔6146,连接螺栓6144穿过连接孔6146并延伸至夹片6143背离固定片6142的一侧。推动螺母6145螺纹连接在连接螺栓6144上,推动螺母6145位于夹片6143背离固定片6142的一侧。夹片6143和固定片6142均是具有韧性的金属片。
42.将连接条6141插入夹片6143与固定片6142之间,转动推动螺母6145,推动螺母6145挤压夹片6143,夹片6143与固定片6142夹紧连接条6141,软管613即固定在支撑杆612上。
43.参照图5和图7,插接滑块62包括卡块622和连接块623,连接块623一体连接在卡块622上。软管613上设有滑槽611,滑槽611的长度方向沿软管613的长度方向延伸,滑槽611贯穿软管613的内管壁。卡块622入软管613内,卡块622与软管613的内管壁抵接,拉绳63穿设在软管613内,拉绳63与卡块622粘接。连接块623穿设在滑槽611内,连接块623与滑槽611的槽壁抵接,连接块623延伸至软管613外,夹紧件64安装在连接块623远离卡块622的一端。
44.参照图7,夹紧件64包括磁块641和磁吸块642,磁块641粘接在连接块623远离卡块622一端的端壁上。磁吸块642包括燕尾块6421和抵接块6422,燕尾块6421与抵接块6422一体连接,连接块623远离卡块622一端的端壁上设有燕尾槽621,燕尾块6421插入燕尾槽621内并与槽壁抵接,抵接块6422与磁块641相对,燕尾块6421和抵接块6422均是能与磁块641磁性吸附的金属块,抵接块6422朝向磁吸块642的侧壁上设有缺口6423,缺口6423贯穿抵接块6422背离燕尾块6421的侧壁。
45.本技术实施例一种预浸线全自动收卷装置的实施原理为:将预浸线从缺口6423塞入磁块641和抵接块6422之间,磁块641和抵接块6422夹紧预浸线。
46.然后启动收卷轴5旁的驱动电机651,绕线轴652转动并将拉绳63缠绕在绕线轴652
上,拉绳63拉动卡块622和连接块623移动,预浸线即沿着软管613的弯折路线移动,当预浸线移动到收卷轴5一侧时,将预浸线固定在收卷轴5上,启动收卷电机3,即可收卷预浸线。
47.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1