包装体的制作方法
1.本发明涉及在袋中收容粒状物而成的包装体。
背景技术:
2.作为对用作工业制品的原料等的粒状物进行收容的袋,例如有专利文献1所记载的袋。通过在这样的袋中收容粒状物并进行密封而形成包装体,能够层叠多个该包装体,因此能够效率地进行粒状物的保管和输送。
3.现有技术文献
4.专利文献
5.专利文献1:日本特开2008-308174号公报
技术实现要素:
6.发明所要解决的课题
7.但是,当层叠了多个上述那样的包装体时,根据包装体的形状,存在失去平衡而上侧的包装体落下的情况。另外,包装体也有可能因包装体落下时的冲击而破损。
8.因此,本发明的课题在于提供一种包装体,能够稳定地层叠多个,并且能够抑制落下时的破损。
9.用于解决课题的技术方案
10.本发明所涉及的包装体是在袋中收容粒状物而成的包装体,其中,
11.所述包装体具备:收容部,收容有粒状物;及一端侧封闭部,在第一方向的一端侧封闭收容部并且在与第一方向交叉的第二方向上延伸,
12.第一方向上的从袋的一端缘到一端侧封闭部为止的间隔x满足下述(a)式,
13.收容部在以与第一方向和第二方向交叉的第三方向成为上下方向的方式载置到水平的载置面上的状态下,第一方向的长度(c)为40cm~100cm,第二方向的长度(b)为30cm~60cm,第三方向的长度(a)为5cm~30cm,并且满足下述式(b),
14.5mm≤x
…
(a),
15.a/b<0.48
…
(b)。
16.发明效果
17.根据本发明,能够提供一种包装体,能够稳定地层叠多个,并且能够抑制落下时的破损。
附图说明
18.图1是表示本发明的第一实施方式所涉及的包装体的立体图。
19.图2是表示构成该实施方式所涉及的包装体的袋的立体图。
20.图3是表示构成该实施方式所涉及的包装体的袋的俯视图。
21.图4是从上方观察该实施方式所涉及的包装体的载置状态的俯视图。
22.图5是图4的i-i剖视图。
23.图6是表示本发明的第二实施方式所涉及的包装体的立体图。
24.图7是表示构成该实施方式所涉及的包装体的袋的立体图。
具体实施方式
25.以下,参照附图对本发明的实施方式进行说明。
26.另外,在以下的附图中,对相同或相当的部分标注相同的参照标号,不重复其说明。另外,在以下的说明中,所谓第一方向,是沿着各图中的x轴的方向,所谓第二方向,是沿着各图中的y轴的方向,所谓第三方向,是沿着各图中的z轴的方向。
27.《第一实施方式》
28.如图1~5所示,本实施方式所涉及的包装体10是在袋1中收容粒状物a而成的。粒状物a没有特别限定,例如可举出聚合物的颗粒、砂砾、砂等,优选为聚合物的颗粒。聚合物的颗粒没有特别限定,例如可举出聚烯烃等的颗粒(具体而言为聚乙烯的颗粒、聚丙烯的颗粒等)。包装体10内的粒状物a的质量没有特别限定,优选为5kg~40kg,更优选为10kg~30kg,进一步优选为20kg~30kg。粒状物a的尺寸优选为通过10mm的筛孔而不通过1.5mm的筛孔的大小,更优选为通过5.60mm的筛孔而不通过2.36mm的筛孔的大小。包装体10的质量没有特别限定,优选为5kg~40kg,更优选为10kg~30kg,进一步优选为20kg~30kg。
29.在本实施方式中,袋1使用纸制的片材而形成。纸制的片材的单位面积重量没有特别限定,优选为100g/m2~400g/m2,更优选为200g/m2~300g/m2,进一步优选为220g/m2~280g/m2。另外,纸制的片材可以是层叠多个纸制的片材而形成的片材,也可以是由单个纸制的片材形成的片材。
30.如图2、3所示,袋1具备:开口部1a,在未收容粒状物a的状态(未形成后述的一端侧封闭部10b的状态)下,形成于第一方向的一端部;及另一端侧封闭部1b,在第一方向的另一端侧封闭内侧的空间,并且在与第一方向交叉的第二方向上延伸。另外,袋1具备:一对对向部1c、1c,在与第一方向及第二方向交叉的第三方向上对向;及一对角撑部1d、1d,形成于第二方向的两侧并能够折入到一对对向部1c、1c之间。另外,袋1具备片材的第二方向的两端侧的区域彼此重叠地被接合所得的重叠部s。该重叠部s仅形成于一对对向部1c、1c中的一方。
31.各对向部1c以第一方向的两端缘在第二方向上延伸的方式(具体而言以直线状)形成,并以第二方向的两端缘在第一方向上延伸的方式(具体而言以直线状)形成。即,在本实施方式中,各对向部1c形成为矩形(具体而言,第一方向为长边的矩形)。各对向部1c的第二方向的两端缘的长度(在本实施方式中为矩形的对向部1c的长边的长度)没有特别限定,优选为60cm~100cm,更优选为70cm~90cm,进一步优选为75cm~90cm,更进一步优选为80cm~90cm。
32.一对角撑部1d、1d与一个对向部1c的第二方向的两端缘和另一个对向部1c的第二方向的两端缘连结。并且,通过将各角撑部1d折入到一对对向部1c、1c之间,由此在各角撑部1d形成在第一方向上延伸的棱线部(以下也记为角撑棱线部)r1。另外,通过将各角撑部1d折入到一对对向部1c、1c之间,由此在各角撑部1d与一对对向部1c、1c的连结位置形成在第一方向上延伸的两个棱线部(以下也记为连结位置棱线部)r2、r2。在本实施方式中,角撑
棱线部r1与连结位置棱线部r2、r2大致平行地形成。各角撑部1d的折入宽度w没有特别限定,优选为3cm~15cm,更优选为5cm~10cm。另外,所谓折入宽度w,是在将各角撑部1d完全折叠的状态下,从角撑棱线部r1的长度方向的中心部到一个连结位置棱线部r2为止的最短长度。
33.并且,由一对对向部1c、1c的第一方向的一端部和一对角撑部1d、1d的第一方向的一端部形成开口部1a。另外,通过在一对对向部1c、1c的第一方向的另一端部将一对对向部1c、1c彼此接合而形成另一端侧封闭部1b。具体而言,另一端侧封闭部1b在第二方向的两端部具备一对对向部1c、1c彼此经由一对角撑部1d、1d间接地接合的部分。另外,另一端侧封闭部1b在第二方向的两端部之间的区域具备一对对向部1c、1c彼此直接接合的区域。更详细地,在另一端侧封闭部1b的第二方向的两端部处,在各角撑部1d完全折叠的状态下,相对面彼此接合,各角撑部1d与各对向部1c的相对面彼此接合。另外,在另一端侧封闭部1b的第二方向的两端部之间的区域中,一对对向部1c、1c的相对面彼此直接接合。
34.另外,另一端侧封闭部1b的至少一部分(在本实施方式中为整体)形成于从袋1的第一方向的另一端缘分离的位置。从袋1的第一方向的另一端缘到另一端侧封闭部1b为止的间隔优选为5mm以上,更优选为超过5mm,进一步优选为5mm以上且100mm以下。从袋1的第一方向的另一端缘到另一端侧封闭部1b的间隔是对将另一端侧封闭部1b在第二方向上等间隔地分割成10份的各分割位置与袋1的第一方向的另一端缘之间的间隔(沿着第一方向的间隔)进行测定时的测定结果的平均值。
35.作为形成另一端侧封闭部1b的方法,没有特别限定,例如可以是通过将袋1的第一方向的另一端部在第二方向上缝合(具体而言,用缝纫机缝合)来封闭的方法,也可以是进行热封来封闭的方法,还可以是使用粘合剂或粘合片来封闭的方法等。
36.在使用绳将袋1的第一方向的另一端部缝合而形成另一端侧封闭部1b的情况下,另一端侧封闭部1b形成为在第二方向上延伸的线状。在该情况下,另一端侧封闭部1b沿着袋1的第一方向的另一端缘(具体而言,大致平行地)形成。接缝(针脚)的长度没有特别限定,优选为1mm~50mm,更优选为5mm~20mm,进一步优选为7.5mm~15mm。
37.在利用热封来形成另一端侧封闭部1b的情况下,另一端侧封闭部1b形成为在第二方向上延伸的带状。在该情况下,带状的另一端侧封闭部1b形成为宽度大致均匀。另外,带状的另一端侧封闭部1b的宽度方向的一端缘即位于袋1的第一方向的另一端侧的一端缘沿着袋1的第一方向的另一端缘(具体而言,大致平行地)形成。带状的另一端侧封闭部1b的宽度(即热封的宽度)没有特别限定,优选为1mm~20mm,更优选为1.5mm~15mm,进一步优选为2mm~10mm。
38.返回图1,包装体10具备:收容部10a,收容有粒状物a;及一端侧封闭部10b,在第一方向的一端侧封闭收容部10a并且在第二方向上延伸。另外,包装体10具备在第一方向的另一端侧封闭收容部10a的另一端侧封闭部1b(袋1的另一端侧封闭部1b)。
39.一端侧封闭部10b通过在一对对向部1c、1c的第一方向的一端部将一对对向部1c、1c彼此接合而形成。具体而言,一端侧封闭部10b在第二方向的两端部具备一对对向部1c、1c彼此经由一对角撑部1d、1d间接地接合的部分。另外,一端侧封闭部10b在第二方向的两端部之间的区域具备一对对向部1c、1c彼此直接接合的区域。更详细地,在一端侧封闭部10b的第二方向的两端部处,在各角撑部1d完全折叠的状态下,相对面彼此接合,各角撑部
1d与各对向部1c的相对面彼此接合。另外,在一端侧封闭部10b的第二方向的两端部之间的区域中,一对对向部1c、1c的相对面彼此直接接合。
40.如图4所示,一端侧封闭部10b的至少一部分(在本实施方式中为整体)形成于从袋1的第一方向的一端缘分离的位置。从袋1的第一方向的一端缘到一端侧封闭部10b为止的间隔x满足下述(a)式,优选满足下述(a
′
)式,更优选满足下述(a
″
)式,进一步优选满足下述(a
′″
)式。间隔x是对将一端侧封闭部10b在第二方向上等间隔地分割成10份的各分割位置与袋1的第一方向的一端缘之间的间隔(沿着第一方向的间隔)进行测定时的测定结果的平均值。
41.5mm≤x
…
(a)
42.5mm<x
…
(a
′
)
43.5mm<x≤100mm
…
(a
″
)
44.10mm≤x≤80mm(a
′″
)
45.作为形成一端侧封闭部10b的方法,没有特别限定,例如可以是通过将袋1的第一方向的一端部在第二方向上缝合(具体而言,用缝纫机缝合)来封闭的方法,也可以是进行热封来封闭的方法,还可以是使用粘合剂或粘合片来封闭的方法等。
46.在使用绳将袋1的第一方向的一端部缝合而形成一端侧封闭部10b的情况下,一端侧封闭部10b形成为在第二方向上延伸的线状。在该情况下,一端侧封闭部10b沿着袋1的第一方向的一端缘(具体而言,大致平行地)形成。接缝(针脚)的长度没有特别限定,优选为1mm~50mm,更优选为5mm~20mm,进一步优选为7.5mm~15mm。
47.在利用热封来形成一端侧封闭部10b的情况下,一端侧封闭部10b形成为在第二方向上延伸的带状。在该情况下,带状的一端侧封闭部10b形成为宽度大致均匀。另外,带状的一端侧封闭部10b的宽度方向的一端缘即位于袋1的第一方向的一端侧的一端缘沿着袋1的第一方向的一端缘(具体而言,大致平行地)形成。带状的一端侧封闭部10b的宽度(即热封的宽度)没有特别限定,优选为1mm~20mm,更优选为2mm~10mm,进一步优选为3mm~5mm。
48.如图4、5所示,收容部10a在以第三方向成为上下方向的方式将包装体10载置到水平的载置面b上而使收容部10a内的粒状物均匀的状态(以下也记为载置状态)下,第一方向的长度(c)为40cm~100cm,优选为40cm~90cm,更优选为40cm~80cm。另外,收容部10a在载置状态下,第二方向的长度(b)为30cm~60cm,优选为40cm~55cm。另外,收容部10a在载置状态下,第三方向的长度(a)为5cm~30cm,优选为5cm~20cm,更优选为10cm~20cm。
49.另外,第一方向的长度(c)是在从上方观察载置状态的包装体10的俯视下,将收容部10a的第一方向的两端缘即在第二方向上延伸的两端缘的中心部彼此连结的假想直线(以下也记为第一假想线)l1的长度。另外,第二方向的长度(b)是在载置状态的包装体10的俯视下,将收容部10a的第二方向的两端缘即在第一方向上延伸的两端缘的中心部彼此连结的假想直线(以下也记为第二假想线)l2的长度。另外,第三方向的长度(a)是在载置状态的包装体10中,从第一假想线l1与第二假想线l2的交叉位置c延伸到载置面b的垂直的假想直线l3的长度。
50.另外,收容部10a在载置状态下满足下述式(b),优选满足下述式(b
′
),更优选满足下述式(b
″
)。另外,下述式(b)的a/b(纵横比)可以通过调整从袋1的第一方向的一端缘到一端侧封闭部10b为止的间隔x、或者调整收容于袋1的粒状物的质量来改变。
51.a/b<0.48
…
(b)
52.a/b<0.45
…
(b
′
)
53.a/b≤0.41
…
(b
″
)
54.(a:收容部10a的第三方向的长度)
55.(b:收容部10a的第二方向的长度)
56.《第二实施方式》
57.如图6、7所示,本实施方式所涉及的包装体10与第一实施方式相比,主要是形成袋1的原材料不同。因此,以下对与第一实施方式不同的点进行说明。
58.在本实施方式中使用的袋1使用树脂制的片材而形成。树脂制的片材的单位面积重量没有特别限定,优选为100g/m2~300g/m2,更优选为100g/m2~200g/m2,进一步优选为140g/m2~200g/m2。另外,作为树脂制的片材,可以是层叠多个纸制的树脂材而形成的片材,也可以是由单个树脂制的片材形成的片材。另外,作为形成树脂制的片材的树脂,可举出聚乙烯、聚丙烯等。
59.另外,在本实施方式中,袋1通过将在第一方向上延伸的筒状的片材的第二方向的两侧向内侧折入而形成一对对向部1c、1c和一对角撑部1d、1d。因此,在本实施方式中,未形成第一实施方式的重叠部s。
60.并且,通过封闭第一方向上的袋1的一端部而形成一端侧封闭部10b,通过封闭第一方向上的袋1的另一端部而形成另一端侧封闭部1b。作为形成一端侧封闭部10b和另一端侧封闭部1b的方法,没有特别限定,例如可以使用与第一实施方式同样的方法。
61.而且,袋1在一对对向部1c、1c中的至少一方(优选为双方)的表面具备由多个凹凸构成的压花区域1e。该压花区域1e形成为以第一方向为长边的带状。在本实施方式中,压花区域1e遍及一对对向部1c、1c中的至少一方(优选为双方)的第一方向的整个区域连续地形成。带状的压花区域1e的宽度没有特别限定,优选为3cm~15cm,更优选为5cm~10cm。
62.另外,压花区域1e形成于多个部位。具体而言,压花区域1e在第二方向上隔开间隔地形成多个(在本实施方式中为两个)。压花区域1e彼此的间隔没有特别限定,优选为1cm~10cm,更优选为3cm~7cm。另外,压花区域1e形成于从形成有该压花区域1e的各对向部1c的第二方向的两端缘分离的位置。具体而言,在从形成有压花区域1e的各对向部1c的第二方向的两端缘优选分离5cm~20cm、更优选分离10cm~15cm的位置形成压花区域1e。另外,压花区域1e的面积相对于形成有压花区域1e的各对向部1c的面积的比例没有特别限定,优选为20%~50%,更优选为30%~40%。
63.如上所述,通过在对向部1c形成压花区域1e,在将包装体10层叠起来时,能够抑制包装体10彼此滑动而发生位置偏移的情况。另外,在将包装体10层叠起来时,能够抑制包装体10彼此过度紧贴而固着,难以将包装体10彼此分离的情况。
64.如上所述,根据上述各实施方式所涉及的包装体10,能够稳定地层叠多个,并且能够抑制落下时的破损。
65.即,一端侧封闭部10b的至少一部分与袋1的第一方向的一端缘之间的间隔x满足上述式(a),并且收容部10a满足上述式(b),由此能够稳定地层叠多个包装体10,并且能够在包装体10落下时抑制包装体10的破损。
66.另外,如第二实施方式那样,通过使用聚乙烯制的片材来形成袋1,能够防止由袋1
引起的异物(从袋1分离的异物)混入到作为内容物的粒状物a的情况。另外,能够防止雨水等液体向袋1内部的浸透。另外,通过利用热封进行密闭,能够防止缝纫线向内容物的混入,并且提高密闭性。
67.另外,由于袋1具备角撑部1d,从而根据粒状物a的量,一对对向部1c、1c接触分离,因此,收容部10a能够容易满足上述式(b)的条件。
68.另外,由于粒状物a为聚合物的颗粒,从而能够减少袋1内的空隙而进行填充,能够提高填充效率。
69.另外,本发明所涉及的包装体并不限定于上述实施方式,在不脱离本发明的主旨的范围内能够进行各种变更。另外,当然也可以任意地采用上述及下述的多个实施方式的结构、方法等进行组合(也可以将一个实施方式所涉及的结构、方法等应用于其他实施方式所涉及的结构、方法等)。
70.例如,在第一实施方式中,使用纸制的片材来形成袋1,在第二实施方式中,使用树脂制的片材来形成袋1,但并不限定于此,例如,在第一实施方式中也可以使用树脂制的片材,在第二实施方式中也可以使用纸制的片材。
71.另外,在上述实施方式中,袋1具备一对角撑部1d、1d,但并不限定于此,例如也可以构成为不具备一对角撑部1d、1d。
72.另外,在上述实施方式中,通过将袋1的第一方向的另一端部缝合或热封等而形成另一端侧封闭部1b,但并不限定于此,例如,在通过将片材沿着第二方向对折而形成一对对向部1c、1c,并通过将该一对对向部1c、1c的第二方向的两端缘彼此连结而形成袋1的情况下,也可以通过将片材对折起来时的弯折部形成另一端侧封闭部1b。
73.另外,在上述第二实施方式中,压花区域1e遍及袋1的第一方向的整个区域连续地形成,但并不限定于此,例如也可以在第一方向上断续地形成多个。
74.另外,在上述实施方式中,一端侧封闭部10b形成于整体从袋1的第一方向的一端缘分离的位置,但并不限定于此,例如,一端侧封闭部10b的一部分可以与袋1的第一方向的一端缘相接,也可以位于距该一端缘不到5mm的位置。另外,在上述实施方式中,另一端侧封闭部1b形成于整体从袋1的第一方向的另一端缘分离的位置,但并不限定于此,例如,另一端侧封闭部1b的一部分可以与袋1的第一方向的另一端缘相接,也可以位于距该另一端缘不到5mm的位置。
75.【实施例】
76.以下,使用实施例和比较例对本发明更具体地进行说明,但本发明并不限定于以下的实施例。
77.《包装体的制作》
78.在第二实施方式的聚乙烯制的袋1(第一方向的长度:85.5cm,第二方向的长度:44cm,角撑部1d的长度(折入宽度w
×
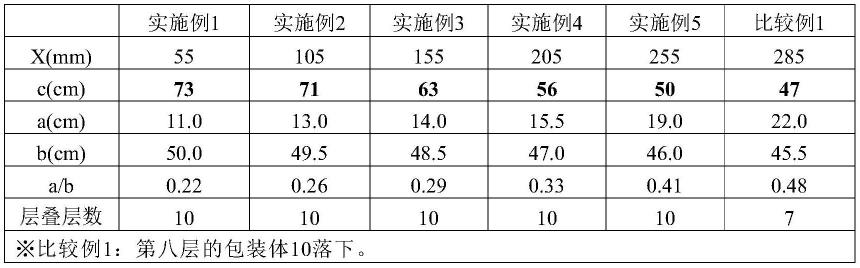
2):13.3cm,从第一方向的另一端缘到另一端侧封闭部1b为止的间隔:5.5cm,单位面积重量:140g/m2,压花区域1e的宽度:7.5cm,压花区域1e彼此的间隔:5.0cm,从形成有压花区域1e的各对向部1c的第二方向的两端缘到压花区域为止的距离:12.0cm,压花区域1e的面积相对于形成有压花区域1e的各对向部1c的面积的比例:34%)填充聚乙烯的颗粒(静止堆积密度为541kg/m3,重量为20kg),制作出包装体。在各实施例和各比较例中分别制作各10个该包装体。一端侧封闭部10b和另一端侧封闭部1b利用
热封以4mm的宽度形成。从袋1的第一方向的一端缘到一端侧封闭部10b为止的间隔x、收容部10a的第三方向的长度(a)相对于收容部10a的第二方向的长度(b)的比(纵横比a/b)如下述表1所示。
79.《层叠试验》
80.将各实施例和各比较例的包装体层叠在水平的地面上,评价所层叠的层数。关于层叠层数,如下述表1所示。
81.《破袋强度》
82.使包装体从1m的高度落下10次,评价在一端侧封闭部10b的位置是否发生破袋。关于从袋1的第一方向的一端缘到一端侧封闭部10b为止的间隔x、评价结果,如下述表2所示。
83.【表1】
[0084][0085]
【表2】
[0086] 实施例6比较例2x(mm)100到破袋为止的落下次数10(未破袋)7
[0087]
[总结]
[0088]
从表1可以确认,与比较例1相比,各实施例的层叠层数更多。另外,从表2可以确认,比较例2与实施例6相比,直到破袋为止的落下次数更少。即,通过将袋1的从第一方向的一端缘到一端侧封闭部10b为止的间隔x和纵横比(a/b)设为本发明的范围,能够稳定地层叠多个包装体,并且能够抑制落下时的包装体的破损。
[0089]
标号说明
[0090]1…
袋、1a
…
开口部、1b
…
另一端侧封闭部、1c
…
对向部、1d
…
角撑部、1e
…
压花区域、10
…
包装体、10a
…
收容部、a
…
粒状物、b
…
载置面、c
…
交叉位置、l1
…
第一假想线、l2
…
第二假想线、l3
…
垂直的假想直线、r1
…
角撑棱线部、r2
…
连结位置棱线部、s
…
重叠部。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1