一种质子交换膜燃料电池双极板新型流道的加工装置的制作方法
1.本发明涉及双极板流道加工技术领域,特别涉及一种质子交换膜燃料电池双极板新型流道的加工装置。
背景技术:
2.燃料电池是一种把燃料所具有的化学能直接转换成电能的化学装置,质子交换膜燃料电池是通过电化学反应把燃料的化学能中的吉布斯自由能部分转换成电能,不受卡诺循环效应的限制,因此燃料电池的效率极高。
3.双极板作是质子交换膜燃料电池乃至燃料电池的关键零部件,双极板的表面或者内部设有流道,能够在燃料电池中起着集流、导气、隔气及机械支撑作用,目前燃料电池双极板加工方法有冲压、辊压及机加工。
4.然而,就目前双极板流道加工而言,需要工人手动的逐片将原料板材放置到加工装置的内部进行加工,步骤繁琐,且原料板材堆放后不易单片剥离,需要人工手动进行逐片剥离的操作,十分麻烦,工作效率不高,实用性较差。
技术实现要素:
5.有鉴于此,本发明提供一种质子交换膜燃料电池双极板新型流道的加工装置,其具有规整架和推料组件,其中规整架能够规整的将双极板的原料板材有序、规整的堆积存放在内部,从而推料组件在驱动组件的带动下能够从底部对堆积存放的原料板材进行逐片剥离以便送入加工装置的内部进行流道加工,该过程能够实现自动化操作,大大降低了工人的劳动强度,提高了工作效率,且该装置的推料行程能够自由调节使用,能够适应不同类型原料板材的送料和推料加工,使用方便灵活,适应性、灵活性和适应性极强。
6.本发明提供了一种质子交换膜燃料电池双极板新型流道的加工装置,具体包括:底座组件,所述底座组件包括有安装底座和定位底座,所述安装底座安装在工作台的顶部,且定位底座固定安装在安装底座的顶部;规整架,所述规整架固定安装在安装底座的顶部;推料组件,所述推料组件包括有驱动块和推料拨块,所述驱动块插接在定位底座的内部,且推料拨块插接在驱动块的内部;驱动组件,所述驱动组件包括有驱动电机、驱动杆、调节杆和距离控制块,所述驱动电机固定安装在定位底座的侧面,且驱动杆转动连接在定位底座的内部,所述调节杆的杆体转动连接在定位底座的内部,且距离控制块插接在定位底座的内部,所述驱动电机的转轴一端与调节杆的杆体一端传动连接。
7.可选的,所述规整架的底部设有推料槽,且推料拨块插接在推料槽的内部,规整架的架体前侧设有出料槽。
8.可选的,所述驱动杆的杆体外部设有往复螺旋槽,且驱动块的块体内部设有驱动凸块,驱动凸块插接在往复螺旋槽的内部。
9.可选的,所述推料拨块的内部设有横向的滑槽,且滑槽的内部插接有定位块,定位块的块体截面为“t”形。
10.可选的,所述驱动块的侧面设有“c”形的定位槽,且定位块的侧面设有定位柱,定位柱插接在定位槽的内部。
11.可选的,所述驱动块的侧面和定位柱的侧面均转动连接有定位簧座,且定位簧座的内部设有定位拉簧,定位拉簧的两端分别固定连接在两个定位簧座的内部。
12.可选的,所述驱动块的侧面设有纵向的控制槽,且推料拨块的侧面设有控制柱,控制柱插接在控制槽的内部。
13.可选的,所述距离控制块的内部设有下降控制块,且定位底座的顶部设有上升控制块,上升控制块和下降控制块的块体形状均为直角三角形,上升控制块的块体斜边朝上,且下降控制块的块体斜边朝下。
14.可选的,所述调节杆的杆体外部设有螺纹,且调节杆通过杆体螺纹拧接在距离控制块的内部。
15.有益效果
16.该装置在使用时,规整架能够规整的将双极板的原料板材有序、规整的堆积存放在内部,从而推料组件在驱动组件的带动下能够从底部对堆积存放的原料板材进行逐片剥离以便送入加工装置的内部进行流道加工,该过程能够实现自动化操作,大大降低了工人的劳动强度,提高了工作效率,且该装置的推料行程能够自由调节使用,能够适应不同类型原料板材的送料和推料加工,使用方便灵活,提高了该装置的灵活性、适应性和实用性。
17.此外,规整架设有出料槽,从而使得存放在规整架内部的原料板材无法横向的自由移动,从而使得原料板材只能在推料组件的带动下被推出规整架的内部进行后续的加工使用,由于推料组件是从规整架底部的推料槽实现的推料操作,从而推料组件在与出料槽的配合作用下,使得存放在规整架内部的原料板材每次只能从底部推出一片进行后续的加工操作,使用灵活方便,无需人工对堆积的原料板材进行逐片的剥离,大大提高了双极板流道加工的工作效率。
18.此外,推料组件能够在驱动组件的驱动下实现自动化的推料操作,当驱动电机转动时,驱动电机能够带动调节杆同步转动,调节杆转动时往复螺旋槽能够通过驱动凸块带动驱动块往复直线移动,从而驱动块在往复移动时能够通过带动推料拨块实现从规整架的底部逐片将原料板材推出进行后续加工的操作,使用方便灵活。
19.此外,该装置在上升控制块和下降控制块的配合使用下,实现了推料拨块只有在推料行程时会伸入推料槽的内部进行推料、推料拨块在复位行程时能够自动缩入驱动块内部隐藏的功能,从而避免了推料拨块在复位行程时与原料板材互相卡死导致装置失效的现象发生,使用稳定。
20.此外,当该装置达到最大推料行程时,控制柱能够在下降控制块的块体斜面的作用下被向下压动,从而控制柱在向下移动时能够带动推料拨块沿着控制槽同步下移实现隐藏在驱动块内部的操作,从而使得推料组件在复位行程时不会与原料板材相互卡死,当该装置达到最大复位行程时,此时控制柱在上升控制块的块体斜面的作用下被重新顶起,从而使得推料拨块同步上移复位伸入推料槽的内部,从而推料拨块再次进行推料行程时能够继续剥离并送出最底部的原料板材,使用方便灵活,自动化程度高。
21.此外,该装置推料拨块的使用位置能够通过定位拉簧实现定位,当推料拨块处于控制槽顶部进行推料时,定位拉簧能够通过定位槽的顶端固定定位柱的使用位置,从而使
得使推料拨块不会下移,当推料拨块处于控制槽底部复位时,定位拉簧又能够通过定位槽的底端固定定位柱的使用位置,从而使得推料拨块不会上移,进一步提高了该装置的稳定性。
22.此外,该装置的最大推料行程能够自由调节使用,能够适应对原料板材不同推出长度的使用需求,当转动调节杆时,调节杆能够带动距离控制块移动改变使用位置,即改变了推料拨块伸入推料槽内部的移动距离,从而实现了调节最大推料行程的功能,同时在改变推料行程后该装置的推料频率并不会改变,使用稳定。
附图说明
23.为了更清楚地说明本发明的实施例的技术方案,下面将对实施例的附图作简单地介绍。
24.下面描述中的附图仅仅涉及本发明的一些实施例,而非对本发明的限制。
25.在附图中:
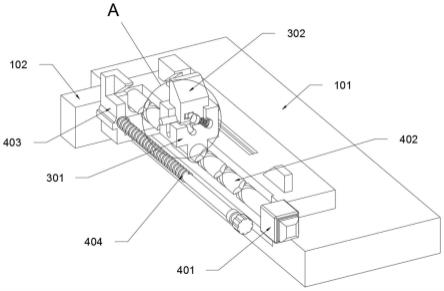
26.图1示出了本发明的结构的示意图;
27.图2示出了本发明推料组件和驱动组件内部的结构示意图;
28.图3示出了本发明规整架的结构示意图;
29.图4示出了本发明驱动组件拆解后的结构示意图;
30.图5示出了本发明推料组件拆解后的结构示意图;
31.图6示出了本发明达到最大推料行程后推料组件内部的结构示意图;
32.图7示出了本发明达到最大复位行程后推料组件内部的结构示意图;
33.图8示出了本发明驱动块底部的结构示意图;
34.图9示出了本发明图2中a部位放大的结构示意图;
35.图10示出了本发明图6中b部位放大的结构示意图;
36.图11示出了本发明图7中c部位放大的结构示意图。
37.附图标记列表
38.1、底座组件;101、安装底座;102、定位底座;1021、上升控制块;2、规整架;201、推料槽;202、出料槽;3、推料组件;301、驱动块;3011、驱动凸块;3012、定位槽;3013、控制槽;302、推料拨块;3021、滑槽;322、定位块;3221、定位柱;3222、定位拉簧;3023、控制柱;4、驱动组件;401、驱动电机;402、驱动杆;4021、往复螺旋槽;403、距离控制块;4031、下降控制块;404、调节杆。
具体实施方式
39.为了使得本发明的技术方案的目的、方案和优点更加清楚,下文中将结合本发明的具体实施例的附图,对本发明实施例的技术方案进行清楚、完整的描述。除非另有说明,否则本文所使用的术语具有本领域通常的含义。附图中相同的附图标记代表相同的部件。
40.实施例:请参考图1至图11:
41.本发明提出了一种质子交换膜燃料电池双极板新型流道的加工装置,包括:底座组件1,底座组件1包括有安装底座101和定位底座102,安装底座101安装在工作台的顶部,且定位底座102固定安装在安装底座101的顶部;规整架2,规整架2固定安装在安装底座101
的顶部;推料组件3,推料组件3包括有驱动块301和推料拨块302,驱动块301插接在定位底座102的内部,且推料拨块302插接在驱动块301的内部;驱动组件4,驱动组件4包括有驱动电机401、驱动杆402、调节杆404和距离控制块403,驱动电机401固定安装在定位底座102的侧面,且驱动杆402转动连接在定位底座102的内部,调节杆404的杆体转动连接在定位底座102的内部,且距离控制块403插接在定位底座102的内部,驱动电机401的转轴一端与调节杆404的杆体一端传动连接。
42.驱动电机401与外部电源和控制装置电性连接,其具体结构与工作原理为现有成熟技术,在此不做累述。
43.此外,根据本发明的实施例,如图3所示,规整架2的底部设有推料槽201,且推料拨块302插接在推料槽201的内部,规整架2的架体前侧设有出料槽202,在使用中,出料槽202能够使得存放在规整架2内部的原料板材无法横向的自由移动,从而使得原料板材只能在推料组件3的带动下被推出规整架2的内部进行后续的加工使用,由于推料组件3是从规整架2底部的推料槽201实现的推料操作,从而推料组件3在与出料槽202的配合作用下,使得存放在规整架2内部的原料板材每次只能从底部推出一片进行后续的加工操作,使用灵活方便,无需人工对堆积的原料板材进行逐片的剥离,大大提高了双极板流道加工的工作效率。
44.此外,根据本发明的实施例,如图4和图8所示,驱动杆402的杆体外部设有往复螺旋槽4021,且驱动块301的块体内部设有驱动凸块3011,驱动凸块3011插接在往复螺旋槽4021的内部,在使用中,驱动电机401转动时能够带动调节杆404同步转动,调节杆404转动时往复螺旋槽4021能够通过驱动凸块3011带动驱动块301往复直线移动,从而驱动块301在往复移动时能够通过带动推料拨块302实现从规整架2的底部逐片将原料板材推出进行后续加工的操作,使用方便灵活。
45.此外,根据本发明的实施例,如图5所示,推料拨块302的内部设有横向的滑槽3021,且滑槽3021的内部插接有定位块322,定位块322的块体截面为“t”形,在使用中,定位块322能够在滑槽3021的内部移动,从而实现了推料拨块302在驱动块301内部伸缩动作的定位和切换。
46.此外,根据本发明的实施例,如图5所示,驱动块301的侧面设有“c”形的定位槽3012,且定位块322的侧面设有定位柱3221,定位柱3221插接在定位槽3012的内部,驱动块301的侧面和定位柱3221的侧面均转动连接有定位簧座,且定位簧座的内部设有定位拉簧3222,定位拉簧3222的两端分别固定连接在两个定位簧座的内部,在使用中,推料拨块302的使用位置能够通过定位拉簧3222实现定位,当推料拨块302处于控制槽3013顶部进行推料时,定位拉簧3222能够通过定位槽3012的顶端固定定位柱3221的使用位置,从而使得使推料拨块302不会下移,当推料拨块302处于控制槽3013底部复位时,定位拉簧3222又能够通过定位槽3012的底端固定定位柱3221的使用位置,从而使得推料拨块302不会上移,提高了该装置的稳定性。
47.此外,根据本发明的实施例,如图4和图6所示,距离控制块403的内部设有下降控制块4031,且定位底座102的顶部设有上升控制块1021,上升控制块1021和下降控制块4031的块体形状均为直角三角形,上升控制块1021的块体斜边朝上,且下降控制块4031的块体斜边朝下,在使用中,在上升控制块1021和下降控制块4031的配合使用下,实现了推料拨块
302只有在推料行程时会伸入推料槽201的内部进行推料、推料拨块302在复位行程时能够自动缩入驱动块301内部隐藏的功能,从而避免了推料拨块302在复位行程时与原料板材互相卡死导致装置失效的现象发生,使用稳定。
48.此外,根据本发明的实施例,如图5所示,驱动块301的侧面设有纵向的控制槽3013,且推料拨块302的侧面设有控制柱3023,控制柱3023插接在控制槽3013的内部,在使用中,当该装置达到最大推料行程时,控制柱3023能够在下降控制块4031的块体斜面的作用下被向下压动,从而控制柱3023在向下移动时能够带动推料拨块302沿着控制槽3013同步下移实现隐藏在驱动块301内部的操作,从而使得推料组件3在复位行程时不会与原料板材相互卡死,当该装置达到最大复位行程时,此时控制柱3023在上升控制块1021的块体斜面的作用下被重新顶起,从而使得推料拨块302同步上移复位伸入推料槽201的内部,从而推料拨块302再次进行推料行程时能够继续剥离并送出最底部的原料板材,使用方便灵活,自动化程度高。
49.此外,根据本发明的实施例,如图4所示,调节杆404的杆体外部设有螺纹,且调节杆404通过杆体螺纹拧接在距离控制块403的内部,在使用中,该装置的最大推料行程能够自由调节使用,能够适应对原料板材不同推出长度的使用需求,当转动调节杆404时,调节杆404能够带动距离控制块403移动改变使用位置,即改变了推料拨块302伸入推料槽201内部的移动距离,从而实现了调节最大推料行程的功能,同时在改变推料行程后该装置的推料频率并不会改变,使用稳定。
50.在另一实施例中,可通过推料组件3和驱动组件4在底座组件1的安装高度调节推料拨块302伸出推料槽201内部的推料高度,从而能够适应不同厚度原料板材的逐片推料使用,进一步提高了该装置的实用性
51.本实施例的具体使用方式与作用:本发明中,将原料板材放置在规整架2的内部,存放在规整架2内部的原料板材无法横向的自由移动,只能在推料组件3的带动下被推出规整架2的内部进行后续的加工使用,由于推料组件3是从规整架2底部的推料槽201实现的推料操作,从而推料组件3在与出料槽202的配合作用下,使得存放在规整架2内部的原料板材每次只能从底部推出一片进行后续的加工操作,开启驱动电机401的电源后该装置即可实现自动、逐片的推出原料板材进行加工,驱动电机401转动时能够带动调节杆404同步转动,调节杆404转动时往复螺旋槽4021能够通过驱动凸块3011带动驱动块301往复直线移动,从而驱动块301在往复移动时能够通过带动推料拨块302实现从规整架2的底部逐片将原料板材推出进行后续加工的操作,在上升控制块1021和下降控制块4031的配合使用下,实现了推料拨块302只有在推料行程时会伸入推料槽201的内部进行推料、推料拨块302在复位行程时能够自动缩入驱动块301内部隐藏的功能,该装置达到最大推料行程时,控制柱3023能够在下降控制块4031的块体斜面的作用下被向下压动,从而控制柱3023在向下移动时能够带动推料拨块302沿着控制槽3013同步下移实现隐藏在驱动块301内部的操作,从而使得推料组件3在复位行程时不会与原料板材相互卡死,当该装置达到最大复位行程时,此时控制柱3023在上升控制块1021的块体斜面的作用下被重新顶起,从而使得推料拨块302同步上移复位伸入推料槽201的内部,从而推料拨块302再次进行推料行程时能够继续剥离并送出最底部的原料板材,推料拨块302的使用位置能够通过定位拉簧3222实现定位,当推料拨块302处于控制槽3013顶部进行推料时,定位拉簧3222能够通过定位槽3012的顶端固定定位
柱3221的使用位置,从而使得使推料拨块302不会下移,当推料拨块302处于控制槽3013底部复位时,定位拉簧3222又能够通过定位槽3012的底端固定定位柱3221的使用位置,从而使得推料拨块302不会上移。
52.最后,需要说明的是,本发明在描述各个构件的位置及其之间的配合关系等时,通常会以一个/一对构件举例而言,然而本领域技术人员应该理解的是,这样的位置、配合关系等,同样适用于其他构件/其他成对的构件。
53.以上所述仅是本发明的示范性实施方式,而非用于限制本发明的保护范围,本发明的保护范围由所附的权利要求确定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1