上片控制方法、上片工作站、吊挂系统及基于订单的生产控制方法与流程
1.本发明主要涉及吊挂流水线技术领域,尤其涉及一种上片控制方法、上片工作站、吊挂系统及基于订单的生产控制方法。
背景技术:
2.吊挂流水线用于服装、家纺生产企业,其包括环形主轨,在环形主轨的走向上间隔设有若干工作站,每个工作站的下方均设有一个工位,吊挂在衣架上的裁片由系统控制通过环轨被输送到指定的工作站进行加工,加工完成后从该工作站进入环轨被送至下一个工作站进行下一道工序的加工。
3.传统的吊挂流水线第一个站为上片站,工人将制造单件服装的所有裁片挂在一个衣架上,衣架按照加工工序进入相应的工作站进行加工,然后到最后一个工作站进行检验,该吊挂流水线属于单件流加工。
4.在现有的上片工作站,由工人根据实际需求人工识别裁片并将首道工序所需要的裁片找出来挂到同一个载具上,对工人的责任心要求很高,同时要求工人对加工工序以及所需要的裁片非常熟悉,在实际生产挂片时,出错率非常高。
技术实现要素:
5.本发明的目的在于提供一种上片控制方法,将裁片与载具的关联,工作人员只需要根据系统提示将裁片放置到对应的载具即可,无需工人识别裁片,从根本避免了人为出错。
6.本发明提供的上片控制方法,控制系统为每个裁片分配一个识别码,控制系统将上片区的载具与需放置在该载具上的裁片绑定;扫描裁片上的识别标签以获取裁片的识别码,控制系统根据裁片的识别码找到对应的载具并发出用于提醒将裁片放置到对应载具的提示指令。
7.本发明为每个裁片分配识别码,该识别码固定在裁片上,由系统将裁片与载具绑定,工作人员只需要扫描一下裁片上的识别标签,系统即可根据裁片识别码找到该裁片应当放置的载具,并发出提示指令,工作人员根据提示指令的指引将裁片放置到对应载具即可,工作人员只需要扫描裁片识别标签和放置裁片,无需做任何判断,从根本上避免了人为出错。
8.目前非常流行定制化生产,根据用户的定制化订单进行生产,每单生产量不大,并且个性化差异比较大,对裁片的上片控制带来很大难度,本发明将首道工序相同的裁片作为一个部件,控制系统将上片区的载具与部件绑定,即,将载具与对应的某一部件中的所有裁片进行绑定,从而将首道工序相同的裁片用同一个载具装载。将用于生产同一件成品(如衬衫、裤子等)的裁片中的首道工序相同的裁片用同一个载具装载,例如,生产衬衫的需要2个袖子、1个衣领、1块前片和1块后片共5块裁片,2个袖子需要绣花,前片和后片需要缝上装
饰件,需要等绣花、缝装饰件完成后,才能缝制衬衫,先将2个袖子作为一个部件放置到同一个载具中,前片和后片放置到另一个载具中,再分别送到各自首道工序加工处。裁片与载具绑定,可以快速了解加工状态。也有可能需要生产5件相同样式的衬衫,可以将所有袖子用一个载具装载,也可以将5件衬衫的袖子作为5个子部件,每个子部件用一个载具装载,即,部件包括多个子部件,控制系统将上片区的载具与部件绑定具体为:将多个载具分别与多个子部件一一进行绑定,每个载具与其中一个子部件的所有裁片绑定。
9.优选地,所述上片区被分成多个区域,每个区域每次停放一个载具,可以通过设置放行机构来划分区域,每个放行机构处停放一个载具,避免工作人员操作失误而将裁片挂错载具,避免弄混,减少出错几率。
10.优选地,控制系统根据部件数量控制相应数量的载具至上片区,避免载具在上片区堆积造成混乱。
11.优选地,当上片区的所有载具所绑定的所有裁片全部放置完成后,控制系统发出可以将载具送出上片区的提示指令,提醒工作人员及时按下上片按钮。
12.本发明还提供一种上片工作站,设置在吊挂流水线的主轨旁,所述上片工作站的进站端、出站端分别通过进站变轨机构、出站变轨机构与所述主轨分离式连接,包括上片区,所述上片区设置有与控制系统连接的第三放行机构、上片读卡器、警示装置、扫码枪;所述上片工作站与所述控制系统配合实现本发明所述的上片控制方法,其中,所述上片读卡器用于读取被第三放行机构阻挡的载具上的识别标签的识别码并发送给所述控制系统,所述控制系统根据载具的识别码将载具与部件进行绑定;所述扫码枪用于扫描裁片上的识别标签以获取裁片的识别码并发送给所述控制系统;所述警示装置用于根据所述控制系统的提示指令发出提示。主轨可以包括第一主轨和第二主轨,也就是说,上片工作站的进口、出口可以分别连接不同的轨道。
13.优选地,所述上片区设置有多个第三放行机构,每个第三放行机构对应设置一个上片读卡器和警示装置。
14.优选地,还包括设置在所述上片区上游的空载具存储区,所述空载具存储区设置有第一放行机构及用于检测所述空载具存储区是否存满载具的第一检测装置;和/或,还包括设置在所述上片区下游的出站等待区,所述出站等待区设置有第二放行机构及用于检测所述出站等待区是否存满载具的第二检测装置。
15.优选地,所述空载具存储区设置有多个第一放行机构,每个第一放行机构对应设置一个第一检测装置,当最靠近所述进站变轨机构的第一检测装置检测到载具,则所述空载具存储区已满,当下游的第一检测装置没有检测到载具,则上游的第一放行机构放行一个载具至下游的第一放行机构处;和/或,所述出站等待区设置有多个第二放行机构,每个第二放行机构对应设置一个第二检测装置,当最靠近上片区的第二检测装置检测到载具,则所述出站等待区已满,当下游的第二检测装置没有检测到载具,则上游的第二放行机构放行一个载具至下游的第二放行机构处。
16.优选地,还包括设置在所述上片区上游的空载具存储区,所述空载具存储区设置有第二上片读卡器,所述第二上片读卡器代替所述上片读卡器,用于读取从空载具存储区进入上片区的载具上的识别标签的识别码并发送给所述控制系统。
17.优选地,所述上片区旁设置有智能裁床和打印机,所述智能裁床接收所述控制系
统发送的排版信息,根据排版信息将布料裁剪成裁片,所述打印机用于将所述控制系统为裁片分配的识别码打印成识别标签,所述识别标签固定在对应的裁片上。
18.本发明还提供一种吊挂系统,包括控制系统、主轨和上片工作站,所述上片工作站为本发明所述的上片工作站。
19.优选地,所述主轨包括第一主轨、第二主轨,所述上片工作站的进站端、出站端分别通过进站变轨机构、出站变轨机构与所述第一主轨、第二主轨分离式连接。
20.优选地,所述控制系统包括mes系统和吊挂控制器,所述mes系统用于将排版信息发送给智能裁床,为每个裁片分配一个识别码并将识别码发送给吊挂控制器、智能裁床或打印机,所述吊挂控制器用于绑定载具与部件,以及找到对应的载具并发出提示指令。
21.本发明还提供一种基于订单的生产控制方法,控制系统为每个裁片分配一个识别码,并将首道工序相同的裁片作为一个部件,所述裁片是基于订单裁剪的;同一部件的所有裁片由同一个载具装载,由控制系统将部件与载具绑定,即,将载具与对应的某一部件中的所有裁片进行绑定;将装载同一部件的所有裁片的载具送至首道工序加工处或待外发区。
22.优选地,控制系统将上片区的载具与部件绑定,即,将载具与对应的某一部件中的所有裁片进行绑定;扫描裁片上的识别标签以获取裁片的识别码,控制系统根据裁片的识别码找到对应的载具并发出用于提醒将裁片放置到对应载具的提示指令。
23.优选地,控制系统将基于订单形成的排版信息发送给智能裁床,由智能裁床根据排版信息将物料裁剪成裁片,由智能裁床或打印机根据控制系统分配的识别码为相应的裁片打印识别标签。
24.优选地,部件包括多个子部件,一个载具装载一个子部件,控制系统将上片区的载具与部件绑定具体为:将多个载具分别与多个子部件一一进行绑定,每个载具与其中一个子部件的所有裁片绑定。
25.本发明可根据裁片识别码找到该裁片应当放置的载具,并发出提示指令,工作人员根据提示指令的指引将裁片放置到对应载具即可,工作人员只需要扫描裁片识别标签和放置裁片,无需做任何判断,从根本上避免了人为出错。本发明的生产控制方法非常适用于定制服装的生产,比如某些裁片需要进行绣花、印花、甚至需要外发加工,将裁片分成多个部件,同一部件的裁片属于相同加工方式放置在同一个载具中,上片后送入主轨再输送至相应的工位。
附图说明
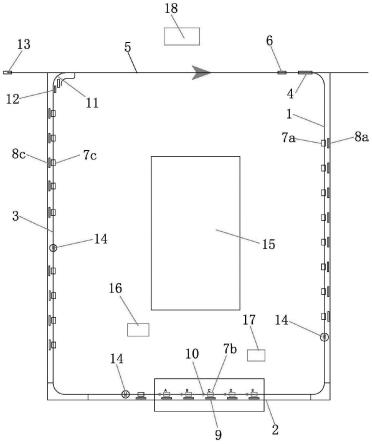
26.图1为本发明结构示意图一;
27.图2为本发明结构示意图二。
28.图中:1-空载具存储区;2-上片区;3-出站等待区;4-进站变轨机构;5-主轨;6-进站读卡器;7a-第一放行机构、7b-第三放行机构、7c-第二放行机构;8a-第一检测装置、8c-第二检测装置;9-上片读卡器;10-报警灯;11-出站机构;12-出站读卡器;13-工作读卡器;14-提升机构;15-智能裁床;16-打印机;17-扫码枪;18-控制器;19-第一主轨;20-第二主轨。
具体实施方式
29.如图1所示,本发明提供的上片工作站,该上片工作站的支轨按载具流向依次分为空载具存储区1、上片区2和出站等待区3。空载具存储区1的输入端可通过进站变轨机构4与主轨5分离式连接,进站变轨机构4的上游设有进站读卡器6,载具上安装有rfid芯片(也可以是ic芯片、条形码、二维码等),进站读卡器6与吊挂控制器18连接,当载具由推杆推着沿主轨5运行,经过进站读卡器6时,进站读卡器6读取载具上rfid芯片的信息上传给吊挂控制器18。吊挂控制器通过该信息判断该载具是否进站,如进站控制进站变轨机构4动作与支轨连接进入空载具存储区1。
30.空载具存储区1设置至少一个第一放行机构7a和至少一个第一检测装置8a。当仅设置一个第一放行机构7a和一个第一检测装置8a时,第一放行机构7a设置在空载具存储区1靠近输出端,第一检测装置8a设置在靠近输入端,此时载具紧挨着存储在空载具存储区,当排列至第一检测装置8a处,说明空载具存储区已存满载具,不能再接收主轨上的载具。当第一放行机构7a间隔的设置多个,在每个第一放行机构7a处相应设置一个第一检测装置8a,当最后一个第一检测装置8a检测到信号,说明载具存满,不再接收主轨上的载具。第一检测装置8a用于检测第一放行机构7a处是否有载具,如果无载具,后方第一放行机构7a放行该处的载具,载具可以前移动,到达前方的第一放行机构处。
31.上片区2设置一个或多个第三放行机构7b,每个第三放行机构7b处相应设置一个上片读卡器9和一个报警灯10,报警灯10作为警示装置,也可以采用声音进行提示。每个第三放行机构7b只允许停放一个载具。
32.出站等待区3设置至少一个第二放行机构7c和至少一个第二检测装置8c。当仅设置一个第二放行机构7c和一个第二检测装置8c时,第二放行机构7c设置在出站等待区3靠近输出端,第二检测装置8c设置在靠近输入端,此时载具紧挨着排列在出站等待区3等待出站,当排列至第二检测装置8c处,说明出站等待区3已存满载具,不再接收上片区2的载具。当第二放行机构7c间隔的设置多个,在每个第二放行机构7c处相应设置一个第二检测装置8c,当最后一个第二检测装置8c检测到信号,说明载具存满,不再接收上片区2的载具。第二检测装置8c用于检测该第二放行机构7c处是否有载具,如果无载具,后方第二放行机构7c放行该处的载具,载具可以前移至前方的第二放行机构处。出站等待区3的输出端通过出站机构11与主轨5可分离的连接,将出站等待区3上的载具送入主轨5。出站机构11处设置有出站读卡器12,出站读卡器12处相应设置有阻挡放行机构。主轨5上位于出站机构11的上游设置有工作读卡器13,用于检测主轨上的推杆是否为空,当推杆为空时,出站等待区3上的载具可以通过出站机构11送入主轨并由该推杆推行。
33.空载具存储区1、上片区2和出站等待区3均为倾斜设置,载具可以依靠重力下滑,彼此之间通过提升机构14连接。出站等待区3也可以设置成二级,一级出站等待区与二级出站等待区通过提升机构14连接。
34.上片工作站的进站变轨机构4设置在出站机构11的下游,智能裁床15设置在支轨内侧。智能裁床15一侧设置有打印机16,智能裁床15也可以自带打印机。上片区设有扫码枪17和上片按钮。能用于读取裁片上的识别标签信息的设备都是本发明的扫码枪。
35.放行机构(7a、7b、7c),检测装置(8a、8c)、进站读卡器6、上片读卡器9、报警灯10、出站读卡器12、工作读卡器13、进站变轨机构4、出站机构11、扫码枪17、上片按钮均与吊挂
控制器18连接。智能裁床15具有裁床控制器。打印机16、智能裁床15、吊挂控制器18与mes系统连接,mes系统与吊挂控制器构成控制系统。
36.如图2所示,其与图1所示的实施例的区别在于:主轨分为第一主轨19和第二主轨20,上片工作站输入端与第二主轨20分离式连接,输出端与第一主轨19分离式连接。
37.本发明控制过程如下:
38.1、接到定制类订单,mes系统(制造执行系统)进行下单、排版(根据订单制定裁剪的排版方案),完成后信息下发至智能裁床和吊挂控制器18,并为每个裁片分配一个识别码。智能裁床16按排版将物料裁剪成裁片,由打印机16打印识别标签(如条形码、二维码等,裁床自带打印机的话则由裁床的打印机打印),贴在相应的裁片上。
39.2、吊挂控制器根据mes系统排版确定每一个裁片的加工流程,将首道工序相同的裁片归于一个部件,由此区分成1个或多个部件。
40.3、吊挂控制器根据部件数从空载具存储区1调出相应数量的载具至上片区2,调出的空载具从最前的第三放行机构7b依次往后单个排列,第三放行机构7b相应位置上的上片读卡器9读取该处位置的载具信息,吊挂控制器将该载具与某一部件中的所有裁片信息绑定。比如位置a处的载具绑定部件一中的所有裁片,位置b处的载具绑定部件二中的所有裁片。当载具到达指定的第三放行机构处,吊挂控制器给报警灯发出提示指令,报警灯10亮红灯等待上片,提醒操作人员挂片。部件的种类可能是一种或多种,如部件一、部件二,每个种类的部件的子部件个数可能是一个也可能是多个,如部件一a、部件一b,部件数指所有的部件个数。当部件数超过上片区第三放行机构7b个数时,载具前后分两批或两批以上从空载具存储区1调出至上片区2。比如上片区的第三放行机构设置5个,部件数为7个,第一批调5个载具至上片区,第二批再调2个载具至上片区。
41.本技术比较适合小订单生产,特别是单件衣服的订单。例如,需要生产5件同样的衬衫,每件衬衫的2个袖子都要绣花,则可以将5件衬衫的袖子都归于1个部件一,放置在一个载具中(可以根据裁片的识别标签来区分某个袖子裁片用于加工哪一件衬衫,绣花完成后,可以根据裁片的识别标签来将袖子分开,分别用于加工衬衫)。可以预见的是,还可以按衬衫件数将5件衬衫的袖子分为5个子部件,衬衫1的2个袖子为部件一a,衬衫2的2个袖子为部件一b
……
,按子部件放置在5个不同的载具中,也可以将3件衬衫的袖子作为部件一a,2件衬衫的袖子作为部件一b,用2个载具装载。如果除了2个袖子需要绣花,前片和后片还要缝上装饰件,则将前片和后片作为部件二。当上片区只设置一个第三放行机构,如果有多个部件,则每次只放行一个载具供放置其中一个部件或一个部件中的子部件使用。当某一部件的子部件数量超过1个,可以优先将该部件全部挂载上片后,再挂载上片其他部件,例如部件一的数量为5个,部件二的数量为1个,可以集中将部件一挂载上片之后,再挂载部件二。
42.需要指出的是,当上片区只设置一个第三放行机构,可以在空载具存储区的出口位置设置第二上片读卡器,由第二上片读卡器读取载具的识别标签并发送给吊挂控制器,吊挂控制器将该载具与某一部件中的所有裁片信息绑定,也就是由第二上片读卡器代替前文提到的上片读卡器9的功能。当上片区设置多个第三放行机构,也可以用由第二上片读卡器代替前文提到的上片读卡器9的功能,此时控制就复杂了很多,例如,设置3个第三放行机构,空载具存储区每次放行3个载具,3个载具按先后顺序停在3个第三放行机构处,由系统
进行记录。
43.4、上片操作人员通过扫码枪17扫描一个裁片上的识别标签,吊挂控制器根据从识别标签读取的识别码找到该裁片对应部件绑定的载具,发出提示指令,该裁片对应部件的载具位置处的报警灯变黄色,提示操作人员将该裁片放入该位置的载具中。如此重复,直至所有裁片放完。当某一载具所绑定的所有裁片全部放置完成时,吊挂控制器发出提示指令,该处的报警灯根据提示指令亮绿色。
44.5、所有位置的报警灯都变绿后,操作人员按下上片按钮,吊挂控制器控制载具依次放行通过提升机构14进入出站等待区3,等待出站。载具离开上片工作站后送到首道工序对应的加工位,或者待外发区等待发往外部加工。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1