一种吨包自动夹紧装置的制作方法
1.本发明涉及工业吨包卸料机械技术领域,具体涉及一种吨包自动夹紧装置。
背景技术:
2.目前在工厂生产的过程中会经常遇到压滤机、离心机及闪蒸干燥机等在卸料过程中,出现吨包重复性更换,加大操作员工的工作压力;吨包与卸料口捆绑不严时或当夹紧力太小,吨包脱落时,易造成跑料,粉尘飞扬,物料浪费,降低产品直收率,同时对员工的身体安全造成一定危害,更甚者破坏环境质量。
3.随着自动化水平的不断提升,涌现出各式夹紧装置,但对于车间专用设备下料口相配套的专用夹紧装置较少,现用的夹紧装置采用刚性结构无弹性,依靠人力操作难度大,员工体力消耗大;为使吨包封口严实防止物料跑漏,会采用系绳子紧固袋口,须时刻巡视紧固状况,此操作过程繁琐技术含量低,自动化程度低,工作效率低,强度大;易出现操作失误,不能确保完全夹紧,导致物料跑漏,存在危害人生安全与环境安全的隐患。这些都限制了生产效率,也影响了产品的产量。
技术实现要素:
4.本发明的目的是为了解决现有技术吨包卸料集夹紧中存在的技术问题,提供了一种吨包自动夹紧装置。
5.为了达到上述目的,本发明采用以下技术方案:一种吨包自动夹紧装置,包括连接架,连接架的顶部装有主体机架,连接架的底部装有底盘,主体机架的中部设有连接筒,且连接筒穿过底盘,底盘上沿圆周方向设有多个用于夹紧吨包的弹性夹紧机构,弹性夹紧机构的端部与设置在连接架内侧的气囊圈连接。
6.进一步地,弹性夹紧机构包括沿圆周方向均布可拆卸安装在在底盘上的导轨槽,导轨槽内滑动装有滑块,滑块的一端与气囊圈连接,滑块的另一端设有弧形压板。
7.进一步地,弧形压板的两侧与导轨槽的两侧之间装有弹簧。
8.进一步地,滑块远离弧形压板的一侧设有弧形连接板,弧形连接板气囊圈固定。
9.进一步地,连接架的内侧固定设有保护圈,气囊圈设置在保护圈内,且气囊圈与弧形连接板连接处的保护圈开设有凹槽。
10.进一步地,气囊圈的两侧均连接有气囊接管,气囊接管穿出连接架后连接有压缩气体管道,且压缩气体管道上装有自控阀。
11.进一步地,弧形压板的两侧固定有第一固定块,所述导轨槽的两侧固定有第二固定块,且弹簧安装在第一固定块、第二固定块之间。
12.进一步地,连接筒的两端均设有多个螺栓孔。
13.进一步地,弧形压板的内侧设有橡胶圈。
14.进一步地,气囊接管与连接架连接处装有柔性垫圈。
15.本发明相对于现有技术,具有以下有益效果:
1、本发明通过压缩气体驱动气囊圈体积变大,从而推动夹紧机构的弧形压板,使得夹紧机构整体沿矩形导轨槽做相对移动,一方面可以有效地实现自动化,在夹紧机构运动过程中,通过控制压缩气体的气体压力,间接地控制气囊圈体积变化,从而达到合理控制夹紧机构的行程量,确保不同规格下料口均能合理的固定和夹紧吨包袋,避免因捆绑不严而造成物料浪费。
16.2、本发明通过矩形导轨槽能限制夹紧机构水平面的运动距离,有效防止夹紧机构超程运行,可有效防止夹紧机构对员工造成夹伤,矩形导轨槽可拆卸更换,可依据不同规格下料口设计矩形导轨槽的长度,增加装置使用寿命,扩大装置使用范围。
17.3、本发明通过将夹紧机构上设置弹簧,一方面,增大夹紧机构回收速度,提高工作效率;另一方面,回程机构双侧设置双弹簧拉动夹紧机构,有效防止矩形导轨槽与夹紧机构卡死,同时增加夹紧机构回收速度,防止员工在拖拽吨包袋口时,夹紧机构对员工造成机械伤害,避免操作事故的发生。
18.4、本发明通过在弧形压板上设置圆弧橡胶圈,实现增大吨包袋与夹紧机构的摩擦力,有效防止吨包脱落及夹紧机构对吨包造成的损害;防止因压缩空气压力较大时,减小夹紧机构对于下料口的冲击力,保护下料口不变形。
19.5、本发明通过依附压缩空气为驱动力,自控阀为控制端,实现装置使用成本降低,有效减少成本支出。能实现自动夹紧,夹紧过程耗时短,减小员工的劳动强度,自动化水平高,提高工作效率。
20.6、本发明的实用性强,依据调整定位安装螺栓的啮合位置,能够适用于不同的设备和不同规格的下料口,提高工作效率,提升合格产品的产率。
附图说明
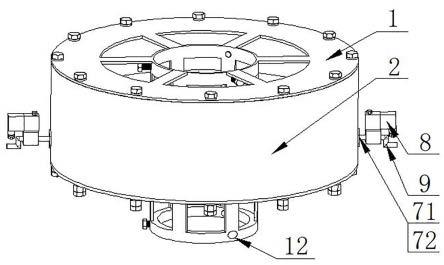
21.图1 为本发明结构示意图。
22.图2为本发明剖视图。
23.图3为本发明主体机架结构示意图。
24.图4为本发明底盘及夹紧机构俯视图。
25.图5为本发明去掉连接架后的结构示意图。
26.图6为本发明滑块的结构示意图。
27.图7为本发明连接架的剖视图。
28.附图标记含义如下:1. 主体机架;11. 连接筒;12. 螺栓孔;2. 连接架;3. 底盘;4. 滑块;41. 橡胶圈;42. 弧形压板;43. 弧形连接板;5. 导轨槽;6. 弹簧;61. 第一固定块;62. 第二固定块; 7. 气囊圈;71. 气囊接管;72. 柔性垫圈; 8.自控阀;9. 压缩气体管道。
具体实施方式
29.下面结合附图和具体实施方式对本发明作进一步说明。
30.如图1-7所示,一种吨包自动夹紧装置,包括连接架2,连接架2的顶部通过螺栓装有主体机架1,连接架2的底部通过螺栓装有底盘3,主体机架1的中部一体设有连接筒11,连接筒11的两端均设有多个用于安装定位螺栓的螺栓孔12,且连接筒11穿过底盘3,底盘3上
沿圆周方向设有多个用于夹紧吨包的弹性夹紧机构,弹性夹紧机构的端部与设置在连接架2内侧的气囊圈7连接。
31.弹性夹紧机构包括沿圆周方向均布90度通过螺栓安装在底盘3上的导轨槽5,导轨槽5内滑动装有滑块4,滑块4的一端固定有弧形压板42,弧形压板42的内侧设有橡胶圈41,弧形压板42的两侧与导轨槽5的两侧之间装有弹簧6,弧形压板42的两侧焊接有第一固定块61,导轨槽5的两侧焊接有第二固定块62,且弹簧6安装在第一固定块61、第二固定块62之间;滑块4远离弧形压板42的一侧固定设有弧形连接板43,弧形连接板43与气囊圈7固定,连接架2的内侧焊接设有保护圈21,气囊圈7设置在保护圈21内,且气囊圈7与弧形连接板43连接处的保护圈21开设有凹槽。气囊圈7的两侧均连接有气囊接管71(一个为进气接管,一个为出气接管),气囊接管71穿出连接架2后连接有压缩气体管道9,且压缩气体管道9上装有自控阀8,气囊接管71连接架2连接处装有柔性垫圈72。
32.本发明工作原理如下:当进行装置安装前,使主体机架1的连接筒11顺利套至设备下料口,此时下料口位于连接筒11的内侧,保持主体机架1的连接筒11与设备下料口中心线完全重合。然后紧固定位安装螺栓,使连接筒11与下料口呈一体状。设备安装完成后,使用压缩空气将吨包撑开,将吨包中心接料口套至连接筒11外侧面上,然后准备进行夹紧作业。(吨包底部带有支撑,此部分为现有技术)当进行夹紧作业时,轻点自控阀8控制按钮控制气囊圈7动作,检查气囊圈7完整性与自控阀的可控制性,使装置满足使用要求。此后点动自控阀8控制按钮,控制气囊圈7体积持续增大,气囊圈7推动夹紧机构4沿矩形导轨槽5做直线运动。四组夹紧机构4呈360
°
均布,气囊圈7作用四组夹紧机构4居中夹紧。自控阀8调节气囊圈7体积大小变化,气囊圈7调节夹紧机构4在矩形导轨槽5导轨弧形压板42方向的伸缩量,调整夹紧力的大小。
33.当进行夹紧作业时,弹簧6处于持续拉伸状态。当进行夹紧作业结束时,点动气囊圈7出气口端自控阀,开始气囊圈7泄压,体积缩小,压力降低,同步弹簧6在弹性力的作用下快速拉动夹紧机构4沿矩形导轨槽5快速回收。每次进行夹紧作业时,气囊圈7与四组夹紧机构4以此往复循环运动,可达到每次顺利完成夹紧作业,依据不同的下料口规格可更换夹紧机构4的弧形压板42、直线导轨及弧形连接板43的尺寸大小,或调整矩形导轨槽5长度尺寸,可满足使用要求,提升夹紧作业效率。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1