一种耐火砖生产用自动检测拆码垛系统的制作方法
1.本发明涉及耐火砖生产技术领域,具体为一种耐火砖生产用自动检测拆码垛系统。
背景技术:
2.耐火砖简称火砖,用耐火黏土或其他耐火原料烧制成的耐火材料,淡黄色或带褐色,主要用于砌冶炼炉,能耐较高温度。耐火砖在进行生产时,需要根据其用途对原料进行配料,并混合搅拌,然后再进行成型。耐火砖在成型时,通常需要通过压机将原料压制成特定形状,以便于进行后续烧结成型,烧结成型后还有后续的拆垛、检测、码垛、覆膜包装等工序。
3.对于拆垛、码垛的工序,现有技术中,一般为人工从托盘上拆垛砖,然后进行检测,再码垛到托盘上进行转运,且其码垛的时候还需要注意大小头的交错排列配合,从而用于实现无缝隙码垛,不仅能够减少空间,节省运输成本,同时码垛好的砖也不容倒塌,人工拆垛以及码垛的整个过程需要耗费大量的人力,浪费时间,加工效率低;
4.同时对于检测工序,目前大多生产企业检测耐火砖内部损伤的方法还是采用工人用锤敲击耐火砖,通过敲击产生的声音来辨别砖体内部是否具有损伤,检测的结果完全凭借工人的经验,误差很大,还有部分是采用超声波探伤仪进行探伤,但是该种探伤方式为对耐火砖进行下压探伤,对于下压的力度控制不好的话很容易对耐火砖产生损伤破坏;
5.因此,亟需一种耐火砖生产用自动检测拆码垛系统。
技术实现要素:
6.本发明为了解决上述技术问题,从提供一种耐火砖生产用自动检测拆码垛系统。
7.一种耐火砖生产用自动检测拆码垛系统,包括有自动识别拆垛机构、自动输送线以及自动码垛机构;
8.所述自动识别拆垛机构包括有拆垛工位、拆垛机器人以及视觉识别机构;
9.所述自动输送线包括有输送带,所述输送带上按耐火砖输送方向依次设有拆垛机器人放砖工位、第一翻转机构、自动探伤检测机构、第二翻转机构、整形机构、贴标机、旋转工位、产品排序工位以及码垛机器人抓取工位;
10.所述自动码垛机构包括有码垛机器人以及码垛工位。
11.作为优选,所述自动探伤检测机构包括有超声波探伤仪,所述超声波探伤仪包括有相对设置的探头,所述探头设于双向夹取机构上,所述自动探伤检测机构还包括有探伤升降机构和不合格品剔除机构,所述探伤升降机构用于将砖托至输送带上方进行探伤检测,所述不合格品剔除机构位于第二翻转机构与探伤升降机构之间。
12.作为优选,所述双向夹取机构位于输送带的上方,其包括有第一夹持板以及第二夹持板,所述第一夹持板和第二夹持板设于双向夹持驱动机构上,所述探头设于第一夹持板和第二夹持板上,所述双向夹持驱动机构包括有与第一夹持板固定的第一推杆以及与第
二夹持板固定的第二推杆,所述第一推杆与第二推杆相向的一侧上开设有传动齿,所述第一推杆上的传动齿与第二推杆上的传动齿均与齿轮轴啮合,所述第一推杆与第二推杆之间通过齿轮轴进行传动配合用于实现夹取或者松开,所述第一推杆与第二推杆均滑动连接于双向夹持底座上,且所述第一推杆位于第二推杆下方,所述齿轮轴两端转动连接于双向夹持底座上,所述第一推杆远离第一夹持板的一端与双向夹持底座之间通过复位弹簧进行过渡连接,所述第二推杆远离第二夹持板的一端转动连接有滚轮,所述双向夹持底座上靠近所述滚轮的一端固定有第三伸缩气缸,所述第三伸缩气缸的活动端处固定有推动板,所述推动板用于推动第二推杆前进;
13.所述探伤升降机构位于输送带下方,包括有探伤升降驱动机构以及固定于探伤升降驱动机构上的提升板,所述提升板两侧边缘处固定有限位条,所述限位条自下而上向外弯曲;
14.所述不合格品剔除机构包括有剔除杆,所述剔除杆固定于第四伸缩气缸的活动端。
15.作为优选,所述整形机构包括有基准板以及与基准板相配合的推动机构,所述基准板设于伺服丝杆上,用于调节基准板的基准位置,所述推动机构包括有伸缩气缸以及固定于伸缩气缸的伸缩端上的柔性推动头。
16.作为优选,所述旋转工位包括有旋转总成以及顶砖总成,所述顶砖总成位于旋转总成上方,用于与旋转总成相配合;
17.所述旋转总成包括有升降驱动机构以及设于升降驱动机构上的旋转机构,所述旋转机构包括有托板以及设托板下方的旋转驱动机构,所述旋转驱动机构包括有旋转机架,所述旋转机架上设有第二伸缩气缸,所述第二伸缩气缸的活动端固定有齿条,所述齿条滑动连接于旋转机架上,所述齿条上啮合有与之相配合的齿轮,所述齿轮固定于托板的下方,所述托板通过轴承转动连接于旋转机架上;
18.所述顶砖总成包括有顶砖机架以及设于顶砖机架上的缓冲部。
19.作为优选,所述产品排序工位为砖呈现交错排列的空间。
20.作为优选,所述第一翻转机构包括有旋转杆以及固定于旋转杆上的翻转片,所述旋转杆一端固定于旋转驱动电机的输出端,所述翻转片呈十字型。
21.作为优选,所述第二翻转机构与第一翻转机构的结构一致。
22.作为优选,所述视觉识别机构为3d相机,所述3d相机滑动设于机架上。
23.本发明的有益效果:
24.(1)本发明公开了一种耐火砖生产用自动检测拆码垛系统包括有自动识别拆垛机构、自动输送线以及自动码垛机构,通过视觉识别机构识别拆垛工位上的砖的位置,满足不同的拆垛工况,并将位置信息发送给主控制系统,通过主控制系统控制拆垛机器人进行拆垛并将砖放置于放砖工位上,通过输送至第一翻转机构处,进行90
°
翻转,随后自动探伤检测机构进行全自动检测,合格的砖继续往前输送,经过第二翻转机构处时,再次90
°
翻转,随后整形机构进行定位整形,一个是为了砖面与贴标机贴标头相对平行,这样贴标成功率高,因为砖经过前面翻身过来,势必会有倾斜的状态,二者使得砖进行排序时也更加可靠,贴标机进行贴标操作,接着旋转工位将需要旋转的砖托起进行水平面上的180
°
旋转,使得砖在产品排序工位呈现大头朝外、小头朝外的交错排列方式,最后输送至码垛机器人抓取工位,
码垛机器人进行抓取,并于码垛工位进行码垛,从而实现了自动的拆垛、检测以及码垛工序,自动化程度高,操作简单,大大提高工作效率,省时省力。
25.(2)本发明的一种耐火砖生产用自动检测拆码垛系统,其包括有自动探伤检测机构,用于实现自动化检测,同时也避免了传统的人工检测的不精准性,减少了劳动成本的投入,同时,通过双向夹取机构在复位弹簧36的复位回弹力的作用下才实现夹持工作,从而可以适用于不同厚度的耐火砖,同时夹持的力度小达到不损坏耐火砖的目的,保证了耐火砖的成品率,解决了现有的自动探伤机构下压的方式很容易造成砖体的损伤的技术问题。
26.(3)本发明的一种耐火砖生产用自动检测拆码垛系统,所述旋转工位包括有旋转总成以及顶砖总成,用于实现砖体的180度位置的旋转,使得砖呈现大头朝外、小头朝外交错排列的空间,为后续码垛做准备。
附图说明
27.为了更清楚地说明本发明实施方式的技术方案,下面将对实施方式中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
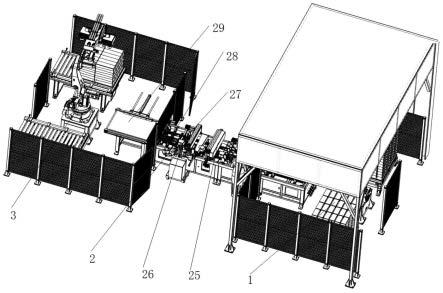
28.图1是本发明的一种耐火砖生产用自动检测拆码垛系统结构示意图;
29.图2是本发明的自动识别拆垛机构结构示意图;
30.图3是本发明的自动码垛机构结构示意图;
31.图4是本发明的第一翻转机构结构示意图;
32.图5是本发明的旋转总成结构示意图;
33.图6是本发明的顶砖总成结构示意图;
34.图7是本发明的整形机构结构示意图;
35.图8是本发明的自动探伤检测机构结构示意图;
36.图9是本发明的双向夹取机构结构示意图。
具体实施方式
37.为使本发明实施方式的目的、技术方案和优点更加清楚,下面将结合本发明实施方式中的附图,对本发明实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本发明一部分实施方式,而不是全部的实施方式。基于本发明中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。因此,以下对在附图中提供的本发明的实施方式的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施方式。基于本发明中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。
38.一种耐火砖生产用自动检测拆码垛系统,包括有自动识别拆垛机构1、自动输送线2以及自动码垛机构3。
39.具体地,所述自动识别拆垛机构1包括有拆垛工位11、拆垛机器人12以及视觉识别机构13;
40.所述拆垛工位11用于放置需要拆垛的木托,所述拆垛工位11的数量为两个,用于实现拆垛机器人12的连续化无停顿操作;
41.所述视觉识别机构13为3d相机,所述3d相机滑动设于机架上,用于识别拆垛工位11上的砖的位置,满足不同的拆垛工况,并将位置信息发送给主控制系统,通过主控制系统控制拆垛机器人12进行拆垛,所述拆垛机器人12通过吸盘吸附的方式用于吸附砖,并将砖放置于自动输送线上,所述拆垛机器人12为本领域常规设备,故不多加赘述。
42.具体地,所述自动输送线2包括有输送带,所述输送带上按耐火砖输送方向依次设有拆垛机器人放砖工位21、第一翻转机构22、自动探伤检测机构、第二翻转机构24、整形机构25、贴标机26、旋转工位27、产品排序工位28以及码垛机器人抓取工位29,拆垛机器人12将吸取的砖放置于拆垛机器人放砖工位21上,通过输送至第一翻转机构22处,第一翻转机构22将砖进行90
°
翻转,随后自动探伤检测机构自动检测砖是否是合格的,合格的砖继续往前输送,经过第二翻转机构24处时,再次90
°
翻转,随后整形机构25进行定位整形,贴标机26进行贴标操作,随后旋转工位27将需要旋转的砖托起进行水平面上的180
°
旋转,使得砖在产品排序工位28呈现大头朝外、小头朝外的交错排列方式,最后输送至码垛机器人抓取工位29时,码垛机器人31进行抓取,并于码垛工位32进行码垛,从而实现了自动的拆垛、检测以及码垛工序,操作简单,大大提高工作效率,省时省力,自动化程度高。
43.具体地,所述自动探伤检测机构包括有超声波探伤仪,所述超声波探伤仪为本领域常规设备,故不多加赘述,所述超声波探伤仪包括有相对设置的探头,所述探头设于双向夹取机构3上,所述自动探伤检测机构还包括有探伤升降机构4和不合格品剔除机构,所述探伤升降机构4用于将砖托至输送带上方进行探伤检测,所述不合格品剔除机构位于第二翻转机构24与探伤升降机构4之间,用于将不合格的砖推出输送带;
44.所述双向夹取机构3位于输送带的上方,其包括有第一夹持板31以及第二夹持板32,所述第一夹持板31和第二夹持板32设于双向夹持驱动机构上,所述探头设于第一夹持板31和第二夹持板32上,所述双向夹持驱动机构包括有与第一夹持板31固定的第一推杆33以及与第二夹持板32固定的第二推杆34,所述第一推杆33与第二推杆34相向的一侧上开设有传动齿,所述第一推杆33上的传动齿与第二推杆34上的传动齿均与齿轮轴35啮合,所述第一推杆33与第二推杆34之间通过齿轮轴35进行传动配合用于实现夹取或者松开,所述第一推杆33与第二推杆34均滑动连接于双向夹持底座上,且所述第一推杆33位于第二推杆34下方,所述齿轮轴35两端转动连接于双向夹持底座上,所述第一推杆33远离第一夹持板31的一端与双向夹持底座之间通过复位弹簧36进行过渡连接,所述第二推杆34远离第二夹持板32的一端转动连接有滚轮,所述双向夹持底座上靠近所述滚轮的一端固定有第三伸缩气缸37,所述第三伸缩气缸37的活动端处固定有推动板38,所述推动板38用于推动第二推杆34前进,所述双向夹持驱动机构在复位弹簧36的复位回弹力的作用下才实现夹持工作,从而可以适用于不同厚度的耐火砖,同时夹持的力度小达到不损坏耐火砖的目的,保证了耐火砖的成品率;
45.所述探伤升降机构4位于输送带下方,包括有探伤升降驱动机构以及固定于探伤升降驱动机构上的提升板41,所述提升板41两侧边缘处固定有限位条42,所述限位条42自下而上向外弯曲,从而在提升板41升起的过程中耐火砖更容易被托起,且不会出现倾倒的现象;
46.所述不合格品剔除机构包括有剔除杆,所述剔除杆固定于第四伸缩气缸的活动端,其位于输送带的一侧,通过第四伸缩气缸的伸展将不合格的耐火砖推出;
47.具体操作过程,初始状态为第三伸缩气缸37伸展,通过推动板38推动第二推杆34向前移动,第二推杆34向前移动的过程中带动齿轮轴35旋转,从而齿轮轴35带动第一推杆33向与第二推杆34相反的方向移动,从而第一夹持板31与第二夹持板32之间的间距逐渐变大,当耐火砖移动至自动探伤检测机构时,探伤升降机构4将耐火砖从输送带上托起,然后第三伸缩气缸37收缩,第二推杆34不再受到外部力量的作用,复位弹簧36的复位回弹,从而推动第一推杆33移动,第一推杆33移动的同时带动齿轮轴35反向旋转,带动第二推杆34后退,从而第一夹持板31与第二夹持板32相向移动对耐火砖进行夹持,从而探头与耐火砖的表面接触进行质量检测,合格的耐火砖继续在输送带上移动,而不合格的耐火砖则被不合格品剔除机构提出,从而实现了耐火砖的自动检测工序,解决了传统的人工检测的误差性。
48.具体地,所述整形机构25包括有基准板251以及与基准板251相配合的推动机构252,所述基准板251设于伺服丝杆上,用于调节基准板251的基准位置,从而用于适应不同长度的砖,所述推动机构252包括有伸缩气缸以及固定于伸缩气缸的伸缩端上的柔性推动头,通过柔性推动头将砖推向基准板251,从而实现定位整形,所述整形机构25的设置一方面是为后续贴标工序做准备,为了砖面与贴标机贴标头相对平行,这样贴标成功率高,因为砖经过前面翻身过来,势必会有倾斜的状态,另一方面为后续的耐火砖进行排序做准备,使其排列的位置更加可靠,更利于码垛工序。
49.具体地,所述旋转工位27包括有旋转总成以及顶砖总成277,所述顶砖总成位于旋转总成上方,用于与旋转总成相配合;
50.所述旋转总成包括有升降驱动机构271以及设于升降驱动机构271上的旋转机构272,
51.所述升降驱动机构271为气缸,当需要进行旋转砖的位置时,所述升降驱动机构271伸展,将砖顶出输送带并顶向顶砖总成277;
52.所述旋转机构272包括有托板273以及设托板273下方的旋转驱动机构,所述旋转驱动机构包括有旋转机架,所述旋转机架上设有第二伸缩气缸274,所述第二伸缩气缸274的活动端固定有齿条275,所述齿条275滑动连接于旋转机架上,所述齿条275上啮合有与之相配合的齿轮276,所述齿轮276固定于托板273的下方,所述托板273通过轴承转动连接于旋转机架上,通过第二伸缩气缸274伸展或者收缩,带动齿条275移动,从而齿条275带动齿轮276旋转,最终实现托板273的旋转;
53.所述顶砖总成277包括有顶砖机架以设于顶砖机架上的缓冲部278,所述缓冲部278用于顶紧砖,防止砖在旋转的过程中滑出。
54.具体地,所述产品排序工位28即为砖呈现大头朝外、小头朝外交错排列的空间。
55.具体地,所述第一翻转机构22包括有旋转杆以及固定于旋转杆上的翻转片,所述旋转杆一端固定于旋转驱动电机的输出端,所述翻转片呈十字型,通过旋转驱动电机驱动旋转杆旋转,从而翻转片带动砖翻转,所述第二翻转机构24与第一翻转机构22的结构一致,故在此不多加赘述。
56.具体地,所述贴标机26为本领域常规设备,故不多加赘述。
57.具体地,所述自动码垛机构3包括有码垛机器人31以及码垛工位32,所述码垛机器
人31为本领域常规设备,故不多加赘述,所述码垛工位32为辊筒输送机,用于放置需要码垛的木托的同时,还能够配合rgv小车用于实现将码垛好的木托输送至rgv小车上,同时rgv小车将空的需要码垛的木托输送至码垛工位32上,优选地,本发明的码垛工位32为两个,用于实现码垛机器人31的连续化工作,提高工作效率。
58.具体操作过程:通过视觉识别机构13识别拆垛工位上的砖的位置,满足不同的拆垛工况,并将位置信息发送给主控制系统,通过主控制系统控制拆垛机器人11进行拆垛并将砖放置于放砖工位21上,通过输送至第一翻转机构22处,进行90
°
翻转,随后自动探伤检测机构进行自动化检测,合格的砖继续往前输送,经过第二翻转机构24处时,再次90
°
翻转,随后整形机构25进行定位整形,贴标机26进行贴标操作,接着旋转工位27将需要旋转的砖托起进行水平面上的180
°
旋转,使得砖在产品排序工位呈现大头朝外、小头朝外的交错排列方式,最后输送至码垛机器人抓取工位32,码垛机器人31进行抓取,并于码垛工位进行码垛,从而实现了自动的拆垛、检测以及码垛工序,操作简单,大大提高工作效率,省时省力。
59.以上所述仅为本发明的优选实施方式而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1