Mylar包装片长边包覆热熔机的制作方法
mylar包装片长边包覆热熔机
技术领域
1.本发明涉及电池包装领域,尤其涉及一种mylar包装片长边包覆热熔机。
背景技术:
2.mylar包装片由mylar薄膜和绝缘底托片热封焊接而成。目前,电池的制作中,通常需要将mylar包装片包覆并热熔于电芯的外侧面上,对电芯能够进行可靠密封和保护。
3.通常地,先将mylar包装片包裹电芯的长边,再对长边的mylar进行热熔、再包裹电芯的短边,并对短边的mylar进行热熔。
4.目前,上述复杂的工序通常由人手动完成。其工作效率低下,增加工人的用工成本,不良率高。即使有的设备能够完成上述工序的半自动化工艺,但是却无法完成全自动化,且与上一工序不能完全衔接。
5.因此,急需要一种高度自动化、提高工作效率、降低用工成本的mylar包装片长边包覆热熔机来克服上述缺陷。
技术实现要素:
6.本发明的目的在于提供一种高度自动化、提高工作效率、降低用工成本的 mylar包装片长边包覆热熔机。
7.为实现上述目的,本发明的mylar包装片长边包覆热熔机包括长边包覆机构及长边抚平热熔机构,长边抚平热熔机构为两个并分别设于长边包覆机构的两侧,长边包覆机构包括支架、用于翻折mylar包装片长边的翻转板及用于取放料mylar包装片的夹紧组件,翻转板为两个并相对支架做相互靠拢或者相互张开的转动以具有呈水平状的打开位置及呈竖直状的包覆位置,夹紧组件为至少两个并分别设于两翻转板上;长边抚平热熔机构包括安装架、用于抚平mylar 包装片的抚平杆及用于热熔mylar包装片的热熔组件,抚平杆及热熔组件均安装于安装架上,抚平杆呈水平设置,两抚平杆分别位于两翻转板的外侧,两热熔组件的热熔头均朝向翻转板并位于两抚平杆的外侧,热熔组件可沿靠近或者远离翻转板的方向移动以于一伸出位置及一缩回位置之间切换,抚平杆可沿靠近或者远离翻转板方向移动以具有一接触mylar包装片的接触位置和一离开 mylar包装片的避空位置,抚平杆还可沿上下方向移动以抚平包覆后的mylar包装片,热熔组件的热熔头在上下方向与抚平杆呈相错开设置。
8.与现有技术相比,本发明的mylar包装片长边包覆热熔机借助长边包覆机构及长边抚平热熔机构的相互配合,长边包覆机构借助翻转板具有打开位置及包覆位置,初始翻转板位于打开位置时,借助夹紧组件对平铺的mylar包装片取料,待长边包覆机构位于电芯的上方时,翻转板从打开位置翻转至包覆位置从而将mylar包装片的长边包覆于电芯的长边上。包覆完毕后,抚平杆从避空位置移动至接触位置从而接触mylar包装片,抚平杆再从上往下移动以抚平 mylar包装片,热熔组件从缩回位置移动至伸出位置以热熔mylar包装片。故本发明的mylar包装片长边包覆热熔机具有高度自动化、提高工作效率、降低用工成
本的优点。
9.较佳地,初始时,翻转板位于打开位置,夹紧组件夹紧平铺的mylar包装片,翻转板从打开位置枢转至包覆位置时即带动mylar包装片翻折以使mylar 包装片包覆于电芯的长边侧壁上;初始时,抚平杆位于避空位置,包覆完毕后,抚平杆从避空位置移动至接触位置,并从上往下移动以抚平mylar包装片时,热熔组件均位于缩回位置;当热熔组件位于伸出位置以热熔mylar膜时,抚平杆位于热熔组件的上方或者下方。
10.较佳地,长边包覆机构还包括翻转驱动器及调节安装板,翻转驱动器为两个,调节安装板为四个,支架沿第一水平方向具有相对设置的第一安装侧及第二安装侧,第一安装侧和第二安装侧分别沿第二水平方向呈间隔地安装有两个调节安装板,其中一个翻转驱动器安装于第一安装侧的朝前的调节安装板上,另一个翻转驱动器安装于第二安装侧的朝后的调节安装板上,以使得第一安装侧的翻转驱动器与第二安装侧的调节安装板沿第一水平方向正对设置,第一安装侧的调节安装板与第二安装侧的翻转驱动器沿第一水平方向正对设置;正对设置的翻转驱动器与调节安装板之间连接有翻转板,翻转板的一端与翻转驱动器的输出端固定连接,翻转板的另一端与调节安装板铰接。
11.较佳地,位于同一安装侧的两调节安装板中至少一者具有间距调节组件,以调节同侧的两调节安装板之间的距离;间距调节组件包括间距调节板及锁定件,间距调节板包括横板及竖直板,横板及竖直板形成l形结构,横板安装于支架的水平面上,竖直板与调节安装板连接。
12.较佳地,间距调节组件还包括第一手动调节柱及第一固定座,第一固定座固定于支架上,第一手动调节柱同时穿置于第一固定座及横板上,第一手动调节柱可相对第一固定座转动,第一手动调节柱穿置于横板上,第一手动调节柱的外壁上设有外螺纹,横板设有内螺纹,第一手动调节柱的转动带动横板相对支架移动。
13.较佳地,间距调节板与调节安装板之间具有高度调节组件,高度调节组件包括第二固定座、第二手动调节柱及滑动座,第二固定座固定于间距调节板的竖直板上,第二手动调节柱呈竖直设置,第二手动调节柱同时穿置于第二固定座及滑动座,滑动座固定于安装调节板上,滑动座具有内螺纹,第二手动调节柱具有外螺纹,第二手动调节柱可相对第二固定座转动,第二手动调节柱的转动带动滑动座移动,滑动座的移动带动调节安装板上下移动。
14.较佳地,夹紧组件与翻转板之间连接有限位压块,夹紧组件包括夹紧块及驱动夹紧块做伸缩运动及旋转运动的驱动器,当翻转板位于打开位置时,驱动器驱动夹紧块向下伸出以使得夹紧块位于mylar膜的下方,驱动器还驱动夹紧块转动以使得夹紧块与mylar膜正对,驱动器再驱动夹紧块缩回以夹紧mylar 膜;当翻转板处于包覆位置时,驱动器驱动夹紧块做旋转及伸出运动以使得夹紧块与mylar相错开并松开mylar膜。
15.较佳地,长边抚平热熔机构还包括用于驱动抚平杆运动的驱动组件及用于驱动热熔组件移动的伸缩驱动器,伸缩驱动器设于安装架的中部,热熔组件为至少两个并呈间隔开地安装于一安装基座上,伸缩驱动器的输出端与安装基座连接,伸缩驱动器带动安装基座沿靠近或者远离翻转板的方向移动以带动所有的热熔组件于伸出位置及缩回位置之间切换;驱动组件为两个并分别设于安装架的两侧上,抚平杆的两端分别与两驱动组件的输出端连接,驱动组件驱动抚平杆沿上下方向及靠近或者远离翻转板方向移动。
包装片200的避空位置,抚平杆22还可沿上下方向移动以抚平包覆后的mylar 包装片200,热熔组件24的热熔头在上下方向与抚平杆22呈相错开设置。举例而言,初始时,翻转板14位于打开位置,夹紧组件18夹紧平铺的mylar包装片200,翻转板14从打开位置枢转至包覆位置时即带动mylar包装片200翻折以使mylar包装片200包覆于电芯的长边侧壁上;初始时,抚平杆22位于避空位置,包覆完毕后,抚平杆22从避空位置移动至接触位置,并从上往下移动以抚平mylar包装片200时,热熔组件24均位于缩回位置;当热熔组件24位于伸出位置以热熔mylar膜时,抚平杆22位于热熔组件24的上方或者下方。
30.请参阅图3至图5,长边包覆机构1还包括支架11、翻转驱动器12、调节安装板13及限位缓冲组件15。翻转驱动器12及翻转板14各为两个,调节安装板13为四个。支架11沿第一水平方向具有相对设置的第一安装侧111及第二安装侧112,第一安装侧111和第二安装侧112分别沿第二水平方向呈间隔地安装有两个调节安装板13。可理解的是,于本实施例中,第一水平方向指的是电芯的长度方向,第二水平方向指的是电芯的宽度方向,第一水平方向与第二水平方向相互垂直,但不以此为限。具体地,支架11为水平设置,调节安装板13 呈竖直设置。可理解的是,于其他实施例中,当需要一次性包覆多片mylar膜的时候,翻转驱动器12及翻转板14的数量是mylar膜的双倍,调节安装板13 的数量是mylar膜的四倍,故不以此为限。其中一个翻转驱动器12安装于第一安装侧111的朝前的调节安装板13上,另一个翻转驱动器12安装于第二安装侧112的朝后的调节安装板13上,以使得第一安装侧111的翻转驱动器12与第二安装侧112的调节安装板13沿第一水平方向正对设置,第一安装侧111的调节安装板13与第二安装侧112的翻转驱动器12沿第一水平方向正对设置;正对设置的翻转驱动器12与调节安装板13之间连接有翻转板14,翻转板14的一端与翻转驱动器12的输出端固定连接,翻转板14的另一端与调节安装板13铰接,两翻转驱动器12分别带动两翻转板14转动,以使得两翻转板14做相互靠拢或者相互张开的转动。较优的是,于本实施例中,支架11的底面设有限位缓冲组件15,限位缓冲组件15用于压紧mylar包装片200的顶部,防止mylar包装片及电芯在进行长边包覆的过程中发生移动,避免包覆不可靠,降低产品的不良率。长边包覆机构1在使用时,初始时,两翻转板14相互张开,翻转板14 上的夹紧组件18夹紧平铺的mylar包装片200,限位缓冲组件15压紧mylar包装片200的顶部后,翻转驱动器12驱动翻转板14翻转,以带动mylar包装片 200的两侧片翻折以包覆电芯300;包覆完成后,夹紧组件18释放mylar包装片200的四角,翻转驱动器12驱动翻转板14转动至相互张开状。较优的是,翻转驱动器12的输出端还与直角减速器16连接,以达到减速及换向的效果。
31.请参阅图3至图5,限位缓冲组件包括弹性件(图中未示)及限位块(图中未示),限位块用于抵压mylar包装片的顶部,弹性件位于限位块与支架的底面之间。借助限位块及弹性件,从而使得限位块以弹性抵压的方式抵压于电芯300 以及mylar包装片200的顶部,在保证电芯300和mylar包装片200不移位的同时,还保证电芯300及mylar包装片200不被压坏。
32.请参阅图3至图5,夹紧组件18与翻转板14之间连接有限位压块183,夹紧组件18包括夹紧块181及驱动夹紧块181做伸缩运动及旋转运动的驱动器 182,当翻转板14位于打开位置时,驱动器182驱动夹紧块181向下伸出以使得夹紧块181位于mylar膜的下方,驱动器182还驱动夹紧块181转动以使得夹紧块181与mylar膜正对,驱动器182再驱动夹紧块181缩回以夹紧mylar 膜。当翻转板14处于包覆位置时,驱动器182驱动夹紧块181做旋转及伸出
运动以使得夹紧块181与mylar相错开并松开mylar包装片。可理解的是,于本实施例中,驱动器182先做伸出运动再做旋转运动以松开mylar包装片200,当然,于其他实施例中,驱动器182先做旋转运动再做伸出运动以松开mylar包装片 200,故不以此为限。具体地,初始时,夹紧块181为伸出状态及外旋状态,以与mylar包装片200相错开并位于mylar包装片200的下方,夹紧时,夹紧块 181先从外旋状态旋转90
°
变成内旋状态,以与mylar包装片200正对,夹紧块181再从伸出状态移动切换至缩回状态,以夹紧mylar包装片200。从而方便后序的包膜动作。包膜动作完成后,夹紧块181复位,翻转板14复位。
33.请参阅图3至图5,位于同一安装侧的两调节安装板13之间可沿第二水平方向调节相间隔的距离,从而调节两翻转板14之间的距离,从而可调节mylar 膜翻转的折痕的位置,以适用不同尺寸mylar膜的翻折包覆。
34.请继续参阅图3至图5,位于同一安装侧的两调节安装板13中至少一者具有间距调节组件17,以调节两调节安装板13之间的距离。举例而言,于本实施例中,所有的调节安装板13均具有间距调节组件17,故不以此为限。
35.请继续参阅图3至图5,间距调节组件17包括间距调节板171及锁定件(图中未示)。间距调节板171包括横板1711及竖直板1712,横板1711及竖直板 1712形成l形结构,横板1711安装于支架11的水平面上。具体地,横板1711 安装于支架11的顶面的水平面上。调节安装板13呈竖直设置。竖直板1712与调节安装板13连接。横板1711上设有至少一个的第一调节螺孔17111,支架11 的顶面贯穿地设有多个沿第二水平方向呈间隔开的第二调节螺孔17112,第一调节螺孔17111与任意的第二调节螺孔17112对齐并通过锁定件锁定。可理解的是,锁定件为螺纹锁定件,如螺钉、螺栓等,但不以此为限。
36.请继续参阅图3至图5,间距调节组件17还包括第一手动调节柱173及第一固定座174。第一固定座174固定于支架11上,第一手动调节柱173同时穿置于第一固定座174及横板1711上,第一手动调节柱173可相对第一固定座174 转动,第一手动调节柱173穿置于横板1711上,第一手动调节柱173的外壁上设有外螺纹,横板1711设有内螺纹,第一手动调节柱173的转动带动横板1711 相对支架11移动。借助第一固定座174从而限制第一手动调节柱173不会沿水平方向产生位移。较优的是,第一手动调节柱173包括凸出于第一固定座174 的第一手拧部1731,借助第一手拧部1731从而拧动第一手动调节柱173转动。可理解的是,横板1711的移动带动调节安装板13移动,从而使得两相邻的调节安装板13之间的间距可以调整。
37.请继续参阅图3至图5,间距调节板171与调节安装板13之间具有高度调节组件19。具体地,高度调节组件19包括第二固定座191、第二手动调节柱192 及滑动座193。第二固定座191固定于间距调节板171的竖直板1712上,第二手动调节柱192呈竖直设置,第二手动调节柱192同时穿置于第二固定座191 及滑动座193,滑动座193固定于调节安装板13上,滑动座193具有内螺纹,第二手动调节柱192具有外螺纹,第二手动调节柱192可相对第二固定座191 转动,第二手动调节柱192的转动带动滑动座193移动,滑动座193的移动带动调节安装板13上下移动。较优的是,第二手动调节柱192具有凸出于第二固定座191的第二手拧部1921,借助第二手拧部1921,从而拧动第二手动调节柱 192转动。可理解的是,滑动座193的移动带动调节安装板13沿上下方向移动,调节安装板13的上下移动则会带动翻转板14上下移动。即是说,借助高度调节组件19以及间距调节组件17,从而使得调节好翻转板14的高度
以及两翻转板14之间的间距,从而调节折痕的高度以及间距。
38.结合附图3至图5,对长边包覆机构1的工作原理进行说明:使用之前,确认mylar的尺寸,通过间距调节组件17调节两翻转板14之间的间距,通过高度调节组件19调节两翻转板14的高度。调节完毕后,长边包覆机构1工作时,夹紧组件18夹紧mylar包装片的四角以取料,限位缓冲组件15的限位块152 压住mylar包装片200的顶部的中间处,翻转驱动器12驱动两翻转板14转动,以使得翻转板14从初始的打开位置翻转到包覆位置,从而将mylar膜的两侧翻折以包裹住电芯300的长边的侧壁上。包覆完成后,夹紧组件18释放mylar包装片200,翻转板14复位至打开位置。
39.可理解的是,当长边包覆机构1工作时,长边抚平热熔机构2中的抚平杆位于避空位置,热熔组件位于缩回位置。长边包覆机构1包覆完毕且复位后,长边抚平热熔机构2才工作。
40.请参阅图6至图8,长边抚平热熔机构2还包括安装架21、用于驱动抚平杆22运动的驱动组件23及用于驱动热熔组件24移动的伸缩驱动器25。伸缩气缸设于安装架21的中部,热熔组件24为三个并沿电芯的长度方向呈间隔开设置,所有的热熔组件24均安装于一安装基座26上,伸缩驱动器25的输出端与安装基座26连接,伸缩驱动器25带动安装基座26沿前后方向移动以带动所有的热熔组件24于一伸出位置及一缩回位置之间切换。驱动组件23为两个并分别设于安装架21的两侧上。抚平杆22呈水平设置,抚平杆22的两端分别与两驱动组件23的输出端连接,驱动组件23驱动抚平杆22沿上下方向及前后方向移动。可理解的是,驱动组件23驱动抚平杆22先向前移动以使得抚平杆22接触到mylar膜,驱动组件23后驱动抚平杆22从上往下移动,以使得抚平杆22 移动的过程中抚平mylar膜,增加mylar的平整度以及排气,防止有小气泡。抚平杆22位于热熔组件24的前方,热熔组件24的热熔头朝向抚平杆22并在上下方向与抚平杆22相错开设置。可理解的是,当抚平杆22从上往下移动以抚平mylar膜时,热熔组件24均位于缩回位置;当热熔组件24位于伸出位置以热熔mylar膜时,抚平杆22位于热熔组件24的上方或者下方。可理解的是,由于热熔组件24热熔时是固定不动的,故抚平杆22抚平后位于热熔组件24的下方,故抚平杆22不会对热熔组件24造成干涉。待热熔组件24热熔完成后,抚平杆22可与热熔组件24一起回缩以离开mylar膜。可理解的是,抚平杆22 还需向上复位。较优的是,长边抚平热熔机构2还包括精密调压阀28,精密调压阀28设于安装架上,精密调压阀28用于调节伸缩驱动器的输出气压。举例而言,伸缩驱动器25为伸缩气缸。
41.请参阅图6至图8,驱动组件23包括升降驱动组件231和前后驱动组件232,升降驱动组件231安装于安装架21的侧壁上,前后驱动组件232安装于升降驱动组件231的输出端上,抚平杆22的端部与前后驱动组件232的输出端连接。具体地,升降驱动组件231包括升降电机2311,升降丝杆2312及第一螺母移动座2313。前后驱动组件232包括伸缩电机2321、伸缩丝杆2322、第二螺母移动座2323、滑轨2324及滑块2325。升降电机2311安装于安装架21的侧壁上,升降丝杆2312连接于升降电机2311的输出端上,第一螺母移动座2313套接于升降丝杆2312上,第一螺母移动座2313连接一安装板2314,伸缩电机2321安装于安装板2314上,伸缩丝杆2322连接于伸缩电机2321的输出端上,第二螺母移动座2323套接于伸缩丝杆2322上,滑轨2324与第二螺母移动座2323连接,滑块2325设于安装板上,抚平杆22连接于两滑轨2324之间。首先,前后驱动组件232工作,伸缩电机2321驱动伸缩丝杆2322转动,从而带动第
二螺母移动座2323向前移动,从而带动滑轨2324相对滑块2325向前移动,以带动抚平杆22向前接触mylar膜。接着,升降驱动组件231工作,升降电机2311 驱动升降丝杆2312转动,从而带动第一螺母移动座2313从上向下移动,从而带动抚平杆22从上向下移动从而抚平mylar膜。抚平后,抚平杆22位于热熔组件24的下方。较优的是,抚平杆22与滑轨2324之间连接有连接块27,连接块27呈l形结构,连接块27的一端与滑轨2324连接,连接块27的另一端与抚平杆22的端部连接,连接块27上设有若干间隔开的第一定位孔271,滑轨2324设有与第一定位孔271对齐的第二定位孔23241,借助第一定位孔271与第二定位孔23241的对齐而调节抚平杆22与滑轨2324的相对位置。
42.请参阅图8及图9,热熔组件24还包括一安装底座241,安装底座241与安装基座26之间为可拆卸的连接。借助安装底座241与安装基座26之间为可拆卸的连接,从而使得热熔组件24能够快速拆装于安装基座26上,从而达到快换快修的目的。具体地,安装基座26为矩形框结构,安装底座241的前后两端分别与安装基座26的前后两端呈可拆卸的连接。安装基座26还具有一体成型的支撑条(图中未示),支撑条沿前后方向设置并呈间隔开地设于矩形框内,安装底座241支撑于支撑条上并与矩形框的前后两端连接。更具体地,矩形框的上框条及下框条设有若干贯穿的位置调节孔261,安装底座241的上边缘及下边缘凸伸有安装耳2411,安装耳2411设有贯穿的定位孔24111,定位孔24111 与位置调节孔261相互对齐并通过一锁定件连接。可理解的是,锁定件可为螺纹锁定件或者弹性插销,但不以此为限。借助位置调节孔261及定位孔24111,从而调节安装底座241在安装基座26上的位置,从而调节单个热熔组件24在安装基座26上的分布。
43.请参阅图9,热熔组件24还包括热熔气缸242、热熔头组件243及连接座 244。热熔头组件243的末端与连接座244连接,连接座244连接于热熔气缸242 的输出端上,连接座244穿置有竖直设置的浮动轴245,当热熔头组件243贴于 mylar膜上时,连接座244可绕浮动轴245摆动。借助浮动轴245,热熔头组件 243热熔时候,使得热熔头组件243的热熔头压合mylar膜时的压力恒定,更加贴合mylar膜。较优的是,热熔气缸242用于增加热熔头组件243的行程。
44.请参阅图9,热熔头组件243包括合成石热熔头2431、热熔丝2432及转接铜块2433,热熔丝2432叠设于合成石热熔头2431的下方,转接铜块2433为两个分别连接于合成石热熔头2431的两侧,热熔丝2432的表面还设有一层耐高温保护胶。具体地,合成石及热熔丝2432的前侧面为热熔面。合成石热熔头2431 及热熔丝2432的两侧壁沿远离热熔面的方向呈逐渐张开的设置。具体地,转接铜块2433上设有多个第一固定孔24331,合成石热熔头2431的侧壁上开设有与第一固定孔24331正对的第二固定孔(图中未示)。合成石热熔头2431的上表面还贯穿有竖直设置的锁定孔24311,锁定孔24311通过锁定件可同时锁定合成石热熔头2431及热熔丝2432。举例而言,耐高温保护胶具有保护热熔丝2432 的优点,从而提高产品的寿命。
45.具体地,于本实施例中,长边抚平热熔机构2为两个并呈间隔开设置,两长边抚平热熔机构2之间的间隔用于容纳电芯。可理解的是,更多的情形下,需要两个长边抚平热熔机构2同时工作;当然,于其他情形下,只需要一个长边抚平热熔机构2工作,故不以此为限。
46.结合图6至图9,对长边抚平热熔机构2的工作原理进行说明:待mylar包装片长边包覆后,前后驱动组件232驱动抚平杆22向前伸出以接触到mylar膜,升降驱动组件231驱动
抚平杆22从上往下移动以抚平mylar膜,伸缩驱动器25 驱动所有的热熔组件24朝向mylar膜移动,利用多个热熔组件24的热熔面接触mylar膜,以使得mylar膜粘贴于电芯上。
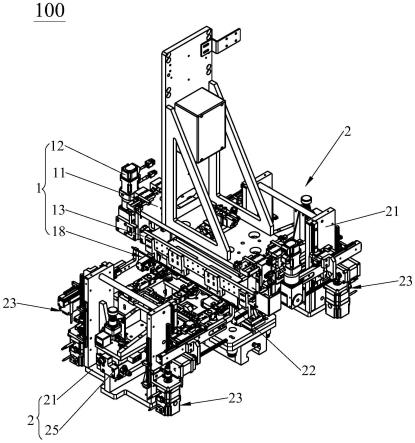
47.与现有技术相比,本发明的mylar包装片长边包覆热熔机100借助长边包覆机构1及长边抚平热熔机构2的相互配合,长边包覆机构1借助翻转板14具有打开位置及包覆位置,初始翻转板14位于打开位置时,借助夹紧组件18对平铺的mylar包装片200取料,待长边包覆机构1位于电芯300的上方时,翻转板14从打开位置翻转至包覆位置从而将mylar包装片200的长边包覆于电芯 300的长边上。包覆完毕后,抚平杆22从避让位置移动至接触位置从而接触 mylar包装片200,抚平杆22再从上往下移动以抚平mylar包装片200,热熔组件24从缩回位置移动至伸出位置以热熔mylar包装片200。故本发明的mylar 包装片长边包覆热熔机100具有高度自动化、提高工作效率、降低用工成本的优点。
48.以上所揭露的仅为本发明的较佳实例而已,不能以此来限定本发明之权利范围,因此依本发明权利要求所作的等同变化,均属于本发明所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1