一种贴付机及贴付方法与流程
1.本发明涉及电子产品生产加工领域,特别是一种贴付机及贴付方法。
背景技术:
2.现有的电子产品在生产过程中为了保护产品会为其贴付上保护膜,但现有的贴膜工序还停留在人工贴膜阶段,或者停留在人工进行对贴付机进行上料阶段上,由人工把产品转运至贴膜工序通过贴付机进行贴膜,在此过程中需要人工参与,这样不仅效率较低,而且贴付质量无法得到保障,人工成本较高,无法提高企业整体竞争力,为此我们提供一种贴付机及贴付方法来解决上述问题。
技术实现要素:
3.本发明的目的在于克服现有技术的缺点,提供一种贴付机及贴付方法。
4.本发明的目的通过以下技术方案来实现:
5.一种贴付机,包括机架;入料装置,所述入料装置转运输送产品;入料翻转输送装置;所述入料翻转输送装置对来自入料装置输送的产品进行翻转输送转运;贴膜装置;所述贴膜装置对产品表面进行贴保护膜;贴胶装置,所述贴胶装置对产品表面进行贴遮光胶;撕膜保压装置;所述撕膜保压装置包括移载组件、撕膜组件、保压组件以及转出翻转组件,通过移载组件把贴好遮光胶的产品转运至撕膜组件撕膜再转运至保压组件保压,然后再通过转出翻转组件进行转出;搬运线,对来自入料翻转输送装置、贴膜装置、贴胶装置、撕膜保压装置的产品进行输送转运;其中,入料翻转输送装置、贴膜装置、贴胶装置和撕膜保压装置之间并列设置,且均位于搬运线一侧;入料装置包括输入带和吸附搬运机械手,输入带输送的产品通过吸附搬运机械手吸附转运至入料翻转输送装置上,并通过搬运线依次把产品输送到贴膜装置、撕膜保压装置工序。
6.优选的,所述入料翻转输送装置包括安装在机架上的第一单轴移动模组,所述第一单轴移动模组上传动设置第一移动架,所述第一移动架上安装设置有第一升降气缸,所述第一移动架上方设置有与第一升降气缸动力输出端安装的固定板,所述固定板上安装有第一转运吸盘;还包括安装在机架上的第一安装架,所述第一安装架上转动设置有第一翻转板,所述第一翻转板上设置有第一翻转吸盘,所述第一安装架侧面安装有第一翻转电机,且第一翻转电机动力输出端与第一翻转板输入端连接,所述固定板位于第一翻转板的下方。
7.优选的,所述搬运线包括第二安装架,所述第二安装架侧面安装设置有直线导轨,所述直线导轨输出端安装有若干个直线电机,每个所述直线电机上安装有第一竖直移动组件,所述第一竖直移动组件的端部安装有一组第二升降气缸,每个所述第二升降气缸的输出端均安装有第二转运吸盘。
8.优选的,所述贴膜装置包括安装在机架上表面的供膜飞达以及贴膜机械手,所述贴膜机械手位于供膜飞达的一侧,位于贴膜机械手一侧的机架上安装有第二单轴移动模
组,所述第二单轴移动模组上传动安装设置有第二移动架,所述第二移动架上设置有第三转运吸盘。
9.优选的,所述贴胶装置包括位于机架上的遮光胶飞达,所述机架上还安装设置有第三单轴移动模组,所述第三单轴移动模组上传动设置有第三移动架,所述第三移动架上转动设置有一组第二翻转板,所述第二翻转板上设置有第二翻转吸盘,所述第三移动架一侧面固定安装有第二翻转电机,且第二翻转电机动力输出端与第二翻转板连接,所述第三单轴移动模组与遮光胶飞达之间设置有遮光胶贴付机械手。
10.优选的,所述移载组件包括安装在机架上表面的第四单轴移动模组和第五单轴移动模组以及导轨,所述第四单轴移动模组上传动安装有第四移动架,所述第四移动架上滑动设置有第一安装板,所述第一安装板上安装有第五转运吸盘,所述第四移动架上还安装有第三升降气缸,所述第三升降气缸动力输出端与第一安装板连接;
11.所述第五单轴移动模组上传动连接有第五移动架,且第五移动架与导轨滑动连接,所述第五移动架上设置有第四转运吸盘;
12.所述撕膜组件包括安装在机架上表面的第三安装架,所述第三安装架上安装有第六单轴移动模组,所述第六单轴移动模组输出端安装有第二竖直移动组件,所述第二竖直移动组件输出端安装有升降板,所述升降板上安装有一组撕膜夹爪,所述第三安装架的一侧放置有垃圾箱。
13.优选的,所述保压组件包括位于撕膜组件一侧的安装在机架上的第四安装架,所述第四安装架侧面安装有第七单轴移动模组,所述第七单轴移动模组动力输出端安装有一组第三竖直移动组件,所述第三竖直移动组件输出端安装有滚压检测组件;
14.所述滚压检测组件包括与第三竖直移动组件固定安装的第二安装板,所述第二安装板侧面安装有检测模组,所述第二安装板侧面还安装有伸缩气缸,所述伸缩气缸输出端安装有滚压轮。
15.优选的,所述转出翻转组件位于撕膜组件和转出翻转组件之间,所述转出翻转组件包括安装在机架上的支撑架,所述支撑架侧面安装有第九单轴移动模组,所述第九单轴移动模组输出端安装有第五竖直移动组件,所述第五竖直移动组件输出端安装有翻转模组;
16.所述翻转模组包括与第五竖直移动组件固定连接的固定架,所述固定架一侧面固定安装有第三翻转电机,所述固定架另一侧面转动连接有一组第三翻转板,每个所述第三翻转板上均安装有第三翻转吸盘,所述第三翻转电机动力输出端均与每个第三翻转板的动力输入端传动连接,且通过第三翻转电机启动带动每个所述第三翻转板同向转动。
17.优选的,还包括位于撕膜保压装置的输出端的出料装置,对来自撕膜保压装置已经撕膜保压后产品进行输送,所述出料装置包括位于撕膜保压装置一侧的载物台,所述载物台一侧设置有转运机械手,所述转运机械手转运范围内设置有次品输送带和升降模组,所述升降模组的输出端设置有第一升降架,所述升降模组的一侧设置有托盘输送线,所述托盘输送线上设置有一组托盘本体,所述托盘输送线的两侧分别设置有第五升降气缸,与所述托盘输送线输送垂直方向的一侧设置有第八单轴移动模组,所述第八单轴移动模组输出端安装有第四竖直移动组件,所述第四竖直移动组件输出端固定安装有第二升降架,所述第二升降架边框的两侧中部均安装有托起气缸,所述托起气缸动力输出端安装有托板,
所述第二升降架的下方设置有转出输送带。
18.本发明还提供了一种电子产品贴付方法,包括以下步骤:
19.s1:所述输入带把产品输送到吸附搬运机械手的输入端,通过所述吸附搬运机械手对输入带上的产品吸附转运至所述入料翻转输送装置上;
20.s2:所述入料翻转输送装置对来自吸附搬运机械手转运的产品进行翻转并转运至搬运线输入端;
21.s3:所述搬运线把来自入料翻转输送装置的产品转运至贴膜装置,通过贴膜装置对产品进行贴保护膜;
22.s4:所述搬运线把贴膜装置已经贴好保护膜的产品转运至贴胶装置,并通过贴胶装置对产品贴遮光胶;
23.s5:所述搬运线把贴胶装置已经贴好遮光胶的产品输送至移载组件中,并通过移载组件转运至撕膜组件进行对遮光胶表面的薄膜进行撕掉;
24.s6:所述移载组件把撕掉遮光胶薄膜的产品转运至保压组件处,并通过保压组件对产品表面的保护膜进行滚压;
25.s7:所述转出翻转组件滚压完毕的产品转运至出料装置;
26.s8:通过出料装置对来自转出翻转组件的产品进行输送出。
27.本发明具有以下优点:
28.1、本发明通过采用输入带、吸附搬运机械手作为产品输入装置,实现自动上料,解决了现有的一些采用人工上料的效率低下的问题,而且由于吸附搬运机械手可以精准的把产品转运至预定位置,提高转运精度,通过搬运线把产品自动转运至贴膜装置以及贴胶装置工位处进行贴付,实现自动贴付,从而解决了人工贴付效率低的问题,而且自动贴付的产品的质量一致,提高了贴付的质量。
29.2、本发明通过吸附搬运机械手把产品转运至第一翻转板上,第一翻转板两面都可以对来自吸附搬运机械手的产品进行吸附,从而提高翻转效率,翻转到下方的产品会转运至固定板上进而通过第一单轴移动模组再转运至搬运线,通过搬运线依次转运至贴膜装置和贴胶装置进行贴膜和贴胶,实现自动贴付,提高贴付效率和质量。
30.3、本发明通过在第四单轴移动模组和第五单轴移动模组的动力输出端分别传动安装第四移动架和第五移动架,而且第四移动架位于第五移动架的下方可以实现双路转运,即既可以通过第四单轴移动模组进行转运也可以通过第五单轴移动模组进行转运,提高转运效率。
31.4、本发明通过在伸缩气缸动力输出端安装滚压轮可以对来自第四单轴移动模组或者第五单轴移动模组输送的产品进行滚压,使贴付的保护膜能够与产品更加紧密的结合,防止保护膜与产品发生分离,而且在第二安装板上安装检测模组对即将滚压的产品进行检测,从而把合格品和次品进行分类,提高贴付的质量,防止次品混淆到合格产品中去。
附图说明
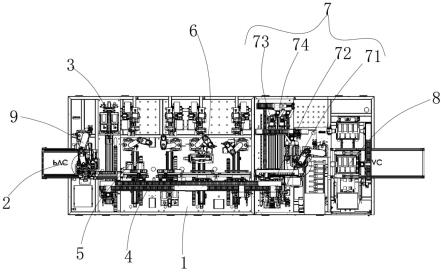
32.图1为本发明贴付机整体示意图。
33.图2为本发明搬运线结构示意图。
34.图3为本发明入料翻转输送装置结构示意图。
35.图4为本发明的第一移动架结构示意图。
36.图5为本发明的贴膜装置结构示意图。
37.图6为本发明的贴胶装置结构示意图。
38.图7为本发明的第三移动架结构示意图。
39.图8为本发明的移载组件结构示意图。
40.图9为本发明的第四移动架结构示意图。
41.图10为本发明的撕膜组件结构示意图。
42.图11为本发明的保压组件结构示意图。
43.图12为本发明的滚压检测组件结构示意图。
44.图13为本发明的转出翻转组件结构示意图。
45.图14为本发明的翻转模组结构示意图。
46.图15为本发明的出料装置结构示意图。
47.图中,1、机架;2、输入带;3、入料翻转输送装置;31、第一单轴移动模组;32、第一移动架;33、第一升降气缸;34、固定板;35、第一安装架;36、第一翻转电机;37、第一翻转板;38、第一翻转吸盘;39、第一转运吸盘;4、搬运线;41、第二安装架;42、直线导轨;43、直线电机;44、第一竖直移动组件;45、第二升降气缸;46、第二转运吸盘;5、贴膜装置;51、供膜飞达;52、贴膜机械手;53、第二单轴移动模组;54、第二移动架;55、第三转运吸盘;6、贴胶装置;61、遮光胶飞达;62、遮光胶贴付机械手;63、第三单轴移动模组;64、第三移动架;65、第二翻转板;66、第二翻转电机;67、第二翻转吸盘;7、撕膜保压装置;71、移载组件;711、第四单轴移动模组;712、第四移动架;713、第一安装板;714、第三升降气缸;715、第五单轴移动模组;716、第五移动架;717、第四转运吸盘;718、导轨;719、第五转运吸盘;72、撕膜组件;721、第三安装架;722、第六单轴移动模组;723、第二竖直移动组件;724、升降板;725、撕膜夹爪;726、垃圾箱;73、保压组件;731、第四安装架;732、第七单轴移动模组;733、第三竖直移动组件;734、滚压检测组件;7341、第二安装板;7342、检测模组;7343、伸缩气缸;7344、滚压轮;74、转出翻转组件;741、支撑架;742、第九单轴移动模组;743、第五竖直移动组件;745、翻转模组;7451、固定架;7452、第三翻转电机;7453、第三翻转板;7454、第三翻转吸盘;8、出料装置;81、载物台;82、转运机械手;83、次品输送带;84、升降模组;85、第一升降架;86、托盘输送线;87、第五升降气缸;88、托盘本体;89、第八单轴移动模组;810、第四竖直移动组件;811、转出输送带;812、第二升降架;813、托起气缸;9、吸附搬运机械手。
具体实施方式
48.为使本发明实施方式的目的、技术方案和优点更加清楚,下面将结合本发明实施方式中的附图,对本发明实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本发明一部分实施方式,而不是全部的实施方式。通常在此处附图中描述和示出的本发明实施方式的组件可以以各种不同的配置来布置和设计。
49.因此,以下对在附图中提供的本发明的实施方式的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施方式。基于本发明中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。
50.如图1—15所示的实施例,
51.一种贴付机,包括机架1;入料装置,所述入料装置转运输送产品;入料翻转输送装置3;所述入料翻转输送装置3对来自入料装置输送的产品进行翻转输送转运;贴膜装置5;所述贴膜装置5对产品表面进行贴保护膜;贴胶装置6,所述贴胶装置6对产品表面进行贴遮光胶;撕膜保压装置7;所述撕膜保压装置7包括移载组件71、撕膜组件72、保压组件73以及转出翻转组件74,通过移载组件71把贴好遮光胶的产品转运至撕膜组件72撕膜再转运至保压组件73保压,然后再通过转出翻转组件74进行转出;搬运线4,对来自入料翻转输送装置3、贴膜装置5、贴胶装置6、撕膜保压装置7的产品进行输送转运;其中,入料翻转输送装置3、贴膜装置5、贴胶装置6和撕膜保压装置7之间并列设置,且均位于搬运线4一侧;入料装置包括输入带2和吸附搬运机械手9,输入带2输送的产品通过吸附搬运机械手9吸附转运至入料翻转输送装置3上,并通过搬运线4依次把产品输送到贴膜装置5、撕膜保压装置7工序。
52.通过采用输入带2、吸附搬运机械手9作为产品输入装置,实现自动上料,解决了现有的一些采用人工上料的效率低下的问题,而且由于吸附搬运机械手9可以精准的把产品转运至预定位置,提高转运精度,通过搬运线4把产品自动转运至贴膜装置5以及贴胶装置6工位处进行贴付,实现自动贴付,从而解决了人工贴付效率低的问题,而且自动贴付的产品的质量一致,提高了贴付的质量。
53.所述入料翻转输送装置3包括安装在机架1上的第一单轴移动模组31,所述第一单轴移动模组31上传动设置第一移动架32,所述第一移动架32上安装设置有第一升降气缸33,所述第一移动架32上方设置有与第一升降气缸33动力输出端安装的固定板34,所述固定板34上安装有第一转运吸盘39;还包括安装在机架1上的第一安装架35,所述第一安装架35上转动设置有第一翻转板37,所述第一翻转板37上设置有第一翻转吸盘38,所述第一安装架35侧面安装有第一翻转电机36,且第一翻转电机36动力输出端与第一翻转板37输入端连接,所述固定板34位于第一翻转板37的下方;
54.在本示例中,所述第一翻转板37两面都设置有第一翻转吸盘38,且每一面都有两个工位,也就是说可以直接对两个产品进行翻转,提高了效率,产品翻转后,此时第一单轴移动模组31带动第一移动架32移动至第一翻转板37的正下方,固定板34上也有与第一翻转板37适配的工位,此时第一升降气缸33带动固定板34上升,通过位于其上面的第一转运吸盘39接驳位于第一翻转板37底面的产品,从而把产品从第一翻转板37上转运至上固定板34,然后再通过第一单轴移动模组31把位于固定板34上的产品转运至搬运线4,再通过搬运线4搬运至贴膜装置5中进行贴膜。
55.所述搬运线4包括第二安装架41,所述第二安装架41侧面安装设置有直线导轨42,所述直线导轨42输出端安装有若干个直线电机43,每个所述直线电机43上安装有第一竖直移动组件44,所述第一竖直移动组件44的端部安装有一组第二升降气缸45,每个所述第二升降气缸45的输出端均安装有第二转运吸盘46;
56.在本实施例中,当有产品被转运至第二安装架41时,则直线电机43带动第一竖直移动组件44进行移动至产品处,接下来启动第一竖直移动组件44、第二升降气缸45带动第二转运吸盘46竖直运动,从而通过第二转运吸盘46把产品进行吸附并通过直线电机43带动转运。
57.所述贴膜装置5包括安装在机架1上表面的供膜飞达51以及贴膜机械手52,所述贴
膜机械手52位于供膜飞达51的一侧,位于贴膜机械手52一侧的机架1上安装有第二单轴移动模组53,所述第二单轴移动模组53上传动安装设置有第二移动架54,所述第二移动架54上设置有第三转运吸盘55;
58.通过搬运线4对来自入料翻转输送装置3的产品搬运至第三转运吸盘55上,通过第二单轴移动模组53对产品转运至贴膜机械手52的接驳工位处,
59.供膜飞达51提供要贴付的保护膜,供膜飞达51还可以为其他可以提供保护的装置,具体的可以包括保护膜滚筒、滚筒电机、剥离组件等部件,该结构属于本领域技术人员能够根据现有技术所能够得到的装置,这里不再详细赘述,供膜飞达51所提供的保护膜通过贴膜机械手52进行转运,贴膜机械手52为本领域技术人员所能够轻易根据现有技术所能够得到的,具体的在贴膜机械手52设置有吸盘对薄膜进行吸附转运,通过贴膜机械手52转运的保护膜对位于第三转运吸盘55上的产品进行近贴付,贴付完毕后,通过第二单轴移动模组53把贴好保护的产品转运至搬运线4处,再通过搬运线4把贴好保护膜的产品转运至贴胶装置6中。
60.所述贴胶装置6包括位于机架1上的遮光胶飞达61,所述机架1上还安装设置有第三单轴移动模组63,所述第三单轴移动模组63上传动设置有第三移动架64,所述第三移动架64上转动设置有一组第二翻转板65,所述第二翻转板65上设置有第二翻转吸盘67,所述第三移动架64一侧面固定安装有第二翻转电机66,且第二翻转电机66动力输出端与第二翻转板65连接,所述第三单轴移动模组63与遮光胶飞达61之间设置有遮光胶贴付机械手62。
61.通过所述第三单轴移动模组63把第三移动架64转运至搬运线4接驳点,此时第二翻转板65为水平状态,然后把搬运线4上的产品转运至第二翻转板65上的第二翻转吸盘67上,然后通过第三单轴移动模组63把产品转运至遮光胶贴付机械手62的贴遮光胶工位处,此时第二翻转电机66转动使第二翻转板65处于竖直状态,
62.接下来所述遮光胶飞达61提供遮光胶并通过遮光胶贴付机械手62进行转运至位于第二翻转吸盘67吸附的产品上,并对产品进行贴付遮光胶,遮光胶飞达61具体的可以包括遮光胶滚筒、滚筒电机、剥离组件等结构,该装置为本领域技术人员根据现有技术所能够得到且容易想到的,这里不再详细赘述;遮光胶贴付机械手62结构为本领域技术人所轻易能够得到或者能够轻易想到的,具体遮光胶贴付机械手62输出端可以安装吸盘,通过吸盘对遮光胶吸附转运。
63.所述移载组件71包括安装在机架1上表面的第四单轴移动模组711和第五单轴移动模组715以及导轨718,所述第四单轴移动模组711上传动安装有第四移动架712,所述第四移动架712上滑动设置有第一安装板713,所述第一安装板713上安装有第五转运吸盘719,所述第四移动架712上还安装有第三升降气缸714,所述第三升降气缸714动力输出端与第一安装板713连接;
64.所述第五单轴移动模组715上传动连接有第五移动架716,且第五移动架716与导轨718滑动连接,所述第五移动架716上设置有第四转运吸盘717;
65.搬运线4把来自贴胶装置6上的产品转运至第四转运吸盘717或者第五转运吸盘719上,通过第五单轴移动模组715或者第四单轴移动模组711粉分别带动第五移动架716或第四移动架712把产品移动至撕膜组件72处对遮光胶表面的薄膜撕掉。
66.所述撕膜组件72包括安装在机架1上表面的第三安装架721,所述第三安装架721
上安装有第六单轴移动模组722,所述第六单轴移动模组722输出端安装有第二竖直移动组件723,所述第二竖直移动组件723输出端安装有升降板724,所述升降板724上安装有一组撕膜夹爪725,所述第三安装架721的一侧放置有垃圾箱726。
67.当产品位于撕膜组件72处时,启动第六单轴移动模组722和升降板724通过二则联动把撕膜夹爪725转运至预定位置,通过撕膜夹爪725把产品的遮光胶表面的薄膜撕掉,撕掉的薄膜放置到垃圾箱726中。
68.所述保压组件73包括位于撕膜组件72一侧的安装在机架1上的第四安装架731,所述第四安装架731侧面安装有第七单轴移动模组732,所述第七单轴移动模组732动力输出端安装有一组第三竖直移动组件733,所述第三竖直移动组件733输出端安装有滚压检测组件734;
69.通过第七单轴移动模组732和第三竖直移动组件733联动下带动滚压检测组件734转运至预定位置;通过滚压检测组件734对产品的保护进行滚压和检测,保证保护膜与产品结合更加严密;
70.所述滚压检测组件734包括与第三竖直移动组件733固定安装的第二安装板7341,所述第二安装板7341侧面安装有检测模组7342,所述第二安装板7341侧面还安装有伸缩气缸7343,所述伸缩气缸7343输出端安装有滚压轮7344;
71.当产品位于滚压轮7344一侧时,启动伸缩气缸7343带动滚压轮7344移动至产品处,并对产品边缘处进行滚压,使保护膜与产品结合更加严密,防止保护膜与产品发生分离;此时检测模组7342也可以进行对滚压前或者滚压后的产品进行检测,检测产品贴付是否合格,具体的检测模组7342采用ccd拍摄检测组件。
72.所述转出翻转组件74位于撕膜组件72和转出翻转组件74之间,所述转出翻转组件74包括安装在机架1上的支撑架741,所述支撑架741侧面安装有第九单轴移动模组742,所述第九单轴移动模组742输出端安装有第五竖直移动组件743,所述第五竖直移动组件743输出端安装有翻转模组745;
73.所述翻转模组745包括与第五竖直移动组件743固定连接的固定架7451,所述固定架7451一侧面固定安装有第三翻转电机7452,所述固定架7451另一侧面转动连接有一组第三翻转板7453,每个所述第三翻转板7453上均安装有第三翻转吸盘7454,所述第三翻转电机7452动力输出端均与每个第三翻转板7453的动力输入端传动连接,且通过第三翻转电机7452启动带动每个所述第三翻转板7453同向转动;
74.在本示例中,所述第三翻转电机7452动力输出端通过同步带与第三翻转板7453进行传动连接,通过第九单轴移动模组742和第五竖直移动组件743两轴联动下把翻转模组745移动至预定位置,然后启动翻转模组745中的第三翻转电机7452带动两个第三翻转板7453进行转动,从而使第三翻转吸盘7454方向朝下对已经滚压完毕的产品进行吸附,再通过第九单轴移动模组742和第五竖直移动组件743之间的联动下把产品放置到出料装置8中。
75.还包括位于撕膜保压装置7的输出端的出料装置8,对来自撕膜保压装置7已经撕膜保压后产品进行输送,所述出料装置8包括位于撕膜保压装置7一侧的载物台81,所述载物台81一侧设置有转运机械手82,所述转运机械手82转运范围内设置有次品输送带83和升降模组84,所述升降模组84的输出端设置有第一升降架85,所述升降模组84的一侧设置有
托盘输送线86,所述托盘输送线86上设置有一组托盘本体88,所述托盘输送线86的两侧分别设置有第五升降气缸87,与所述托盘输送线86输送垂直方向的一侧设置有第八单轴移动模组89,所述第八单轴移动模组89输出端安装有第四竖直移动组件810,所述第四竖直移动组件810输出端固定安装有第二升降架812,所述第二升降架812边框的两侧中部均安装有托起气缸813,所述托起气缸813动力输出端安装有托板,所述第二升降架812的下方设置有转出输送带811;
76.载物台81暂存来自转出翻转组件74转运的产品,转运机械手82对载物台81上的产品进行转运,当产品不合格为次品的时,通过转运机械手82把次品产品转运至第五升降气缸87上;如果产品合格则通过转运机械手82转运至第一升降架85上的托盘88上,在第八单轴移动模组89和第四竖直移动组件810的联动下把第二升降架812移动至第一升降架85处,然后启动托起气缸813把托板伸出,通过托板把位于第一升降架85上的托盘本体88托起,然后再通过第八单轴移动模组89和第四竖直移动组件810联动下把装有产品的托盘88转运至转出输送带811上输送;
77.所述升降模组84的具体结构采用电机丝杆模组为传动部件,即电机带动丝杆转动,丝杆与第一升降架85进行传动,从而通过电机转动实现第一升降架85的升降;
78.通过托盘输送线86带动位于其上面的托盘本体88转运至第一升降架85的下方,为第一升降架85提供托盘,当托盘输送线86上的靠近升降模组84的托盘本体88消耗完后,启动第五升降气缸87把另外一个工位的托盘本体88暂时托起,然后随着托盘输送线86的移动把托盘本体转移至靠近升降模组84的工位处,第五升降气缸87收缩把托起托盘放置到靠近升降模组84的工位上,实现自动上托盘本体,在本实施例中,所述托盘本体88使码垛堆叠在一起的,托盘本体88的工位为两个,根据实际需要可以把工位设置成多个。
79.在本示例中,各个单轴移动模组以及竖直移动组件采用电机丝杆模组为执行元件,还可以采用气缸、液压缸等直线执行元件,根据实际需要进行选用,包括上述元件但不限于。
80.本发明还提供一种电子产品贴付方法,包括以下步骤:
81.s1:所述输入带2把产品输送到吸附搬运机械手9的输入端,通过所述吸附搬运机械手9对输入带2上的产品吸附转运至所述入料翻转输送装置3上;
82.s2:所述入料翻转输送装置3对来自吸附搬运机械手9转运的产品进行翻转并转运至搬运线4输入端;
83.s3:所述搬运线4把来自入料翻转输送装置3的产品转运至贴膜装置5,通过贴膜装置5对产品进行贴保护膜;
84.s4:所述搬运线4把贴膜装置5已经贴好保护膜的产品转运至贴胶装置6,并通过贴胶装置6对产品贴遮光胶;
85.s5:所述搬运线4把贴胶装置6已经贴好遮光胶的产品输送至移载组件71中,并通过移载组件71转运至撕膜组件72进行对遮光胶表面的薄膜进行撕掉;
86.s6:所述移载组件71把撕掉遮光胶薄膜的产品转运至保压组件73处,并通过保压组件73对产品表面的保护膜进行滚压;
87.s7:所述转出翻转组件74滚压完毕的产品转运至出料装置8;
88.s8:通过出料装置8对来自转出翻转组件74的产品进行输送出。
89.尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1