一种OCA光学胶自动转贴设备的制作方法
一种oca光学胶自动转贴设备
技术领域
1.本发明涉及光学胶转贴技术领域,具体是一种oca光学胶自动转贴设备。
背景技术:
2.oca光学胶是一种用于胶结透明光学元件的特种粘胶剂,其一般包括层叠设置的轻离型膜层、oca光学胶层和重离型膜层,因此,在使用oca光学胶进行转贴时,需撕下轻离型膜层和重离型膜层,从而将oca光学胶层进行贴附,而现有的oca光学胶转贴设备在对oca光学胶进行转贴时,往往会出现光学胶转贴不够均匀,进而有可能产生微型气泡,影响产品良率的问题,并且利用模切刀对oca进行模切时容易带料或者翘边等情况。
3.因此,有必要提供一种oca光学胶自动转贴设备,以解决上述背景技术中提出的问题。
技术实现要素:
4.为实现上述目的,本发明提供如下技术方案:一种oca光学胶自动转贴设备,包括放料辊,所述放料辊用于间隔供给oca光学胶,所述oca光学胶包括轻离型膜、oca以及重离型膜,所述放料辊的一侧依次配置有模切组件、连料辊、废料收卷辊、自动转贴组件、导料辊组以及收料辊,其中所述oca光学胶经过模切组件时,由模切组件对轻离型膜以及oca进行模切,且使得轻离型膜以及oca形成段料状;所述连料辊能够间隔提供薄膜体,所述薄膜体由贴料辊挤压后贴附于段料状的轻离型膜的下表面,且由分料辊分料后,段料状的轻离型膜以及薄膜体由所述废料收卷辊统一收卷;所述自动转贴组件的正下方设置有位于oca下方的供料板,所述供料板用于供给待贴附件,所述自动转贴组件能够将段料状oca转贴至待贴附件上,之后重离型膜由所述收料辊所收卷。进一步,作为优选,所述模切组件的正上方还设置有位于重离型膜上方的顶板。
5.进一步,作为优选,所述模切组件包括底座,所述底座上转动设置有具有动力的丝杠,所述丝杠沿y向延伸分布,所述丝杠上传动连接有螺母,所述螺母嵌入移动座中,所述移动座为t型结构,其底部对称固定有限位座,所述限位座与底座限位滑动相连,所述移动座上固定有微动伸缩杆,所述微动伸缩杆具有一沿z向伸缩的输出端,所述输出端上固定有模切刀。
6.进一步,作为优选,所述模切刀包括两个固定相连的刀头,分别为第一刀头和第二刀头,所述第一刀头为钝刀,所述第二刀头为尖刀。
7.进一步,作为优选,还包括控制所述模切组件的控制器,所述控制器被配置为:利用所述模切刀对轻离型膜和oca进行模切时,先驱动所述第一刀头对轻离型膜以及oca进行按压,使之形成凹陷,之后驱动所述第二刀头沿凹陷处进行模切,且凹陷深度占oca厚度的
1/3。
8.进一步,作为优选,所述自动转贴组件包括安装座,所述安装座中对称转动设置有两个具有动力的双螺纹丝杠,所述双螺纹丝杠沿x向延伸分布,且每个所述双螺纹丝杠均设有两个旋向相反的螺纹,分别为第一螺纹和第二螺纹,每个所述双螺纹丝杠上对称传动连接有两个丝母座,分别为第一丝母座和第二丝母座,其中,第一丝母座位于第一螺纹上,第二丝母座位于第二螺纹上,且第一丝母座和第二丝母座的顶部均固定有滑座,用于与安装座的顶部限位滑动相连,第一丝母座和第二丝母座的底部均设置有转贴座,且初始阶段,四个转贴座相互靠近分布。
9.进一步,作为优选,所述丝母座的底部固定有导向座,所述导向座的底部开设有t型槽,所述t型槽沿y向延伸分布,所述t型槽中滑动设置有t型杆,所述t型杆的底部设置所述转贴座;位于所述双螺纹丝杠的下方还设置有固定于所述安装座中的导向板,所述导向板上开设有四个导向槽,所述导向槽为通槽,以便所述t型杆穿过其中,所述导向槽自安装座的中部向安装座的边角方向延伸分布。
10.进一步,作为优选,所述t型杆与转贴座之间还连接有弹性垫。
11.与现有技术相比,本发明提供了一种oca光学胶自动转贴设备,具备以下有益效果:本发明中,通过模切组件能够直接对轻离型膜以及oca进行模切,其中,可以先驱动第一刀头对轻离型以及oca进行按压,使之形成凹陷,轻离型膜在凹陷处会产生两个弧形角,两个弧形角能够各自保护相应的oca,之后驱动第二刀头沿凹陷处进行模切,能够有效的减少带料或翘边情况发生。
12.本发明中,四个转贴座能够自靠近安装座的中部位置向安装座的边缘位置移动,且呈发散状,从而能够实现自oca的中部向其四端进行逐步贴附,保证了贴附的均匀性,以及提供了有效的贴附力,还能够有效的减少贴附过程中产生的微型气泡。
附图说明
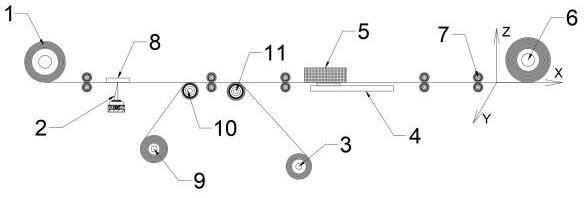
13.图1为一种oca光学胶自动转贴设备的结构示意图;图2为一种oca光学胶自动转贴设备中模切组件的结构示意图;图3为一种oca光学胶自动转贴设备中模切刀的结构示意图;图4为一种oca光学胶自动转贴设备中自动转贴组件的结构示意图;图5为一种oca光学胶自动转贴设备中导向板的结构示意图;图中:1、放料辊;2、模切组件;3、废料收卷辊;4、供料板;5、自动转贴组件;6、收料辊;7、导料辊组;8、顶板;9、连料辊;10、贴料辊;11、分料辊;21、底座;22、移动座;23、限位座;24、微动伸缩杆;25、模切刀;251、第一刀头;252、第二刀头;51、安装座;52、双螺纹丝杠;53、滑座;54、丝母座;55、导向座;56、导向板;57、t型杆;58、弹性垫;59、转贴座;591、第一转贴座;592、第二转贴座;593、第三转贴座;594、第四转贴座;561、导向槽。
具体实施方式
14.请参阅图1~图5,本发明实施例中,一种oca光学胶自动转贴设备,包括放料辊1,
所述放料辊1用于间隔供给oca光学胶,所述oca光学胶包括轻离型膜、oca以及重离型膜,所述放料辊1的一侧依次配置有模切组件2、连料辊9、废料收卷辊3、自动转贴组件5、导料辊组7以及收料辊6,其中所述oca光学胶经过模切组件2时,由模切组件2对轻离型膜和oca进行模切,且使得轻离型膜和oca形成段料状;本实施例中,通过模切组件2直接对轻离型膜和oca进行模切,这样能够有效的减少带料或翘边情况发生;也就是说,模切组件2在对轻离型膜和oca进行模切时,轻离型膜在某种程度上能够起到对oca的保护作用,进而能够有效的减少带料或翘边情况发生;如图2和图3所示 ,本实施例中,模切组件2至少包括模切刀25,而模切刀25包括两个固定相连的刀头,分别为第一刀头251和第二刀头252,所述第一刀头251为钝刀,所述第二刀头252为尖刀;在实施时,可以先驱动所述第一刀头251对轻离型膜和oca进行按压,使之形成凹陷,之后驱动所述第二刀头252沿凹陷处进行模切;其中,轻离型膜在凹陷处会产生两个弧形角,两个弧形角能够各自保护相应的oca,进而能够有效的减少带料或翘边情况发生;另外,轻离型膜在凹陷处产生的两个弧形角,能够减少第二刀头252与oca的接触面积,在第二刀头252复位时,则又会带动与之接触的oca进行复位,从而保证其平整性。
15.为方便对于第一刀头251和第二刀头252的切换,本实施例中,如图2,所述模切组件2包括底座21,所述底座21上转动设置有具有动力的丝杠,所述丝杠沿y向延伸分布,所述丝杠上传动连接有螺母,所述螺母嵌入移动座22中,所述移动座22为t型结构,其底部对称固定有限位座23,所述限位座23与底座21限位滑动相连,所述移动座22上固定有微动伸缩杆24,所述微动伸缩杆24具有一沿z向伸缩的输出端,所述输出端上固定有模切刀25。
16.本实施例中,所述连料辊9能够间隔提供薄膜体,所述薄膜体由贴料辊10挤压后贴附于段料状的轻离型膜的下表面,且之后由分料辊11分料,段料状的轻离型膜以及薄膜体由所述废料收卷辊3统一收卷;所述自动转贴组件5的正下方设置有位于oca下方的供料板4,所述供料板4用于供给待贴附件,所述自动转贴组件5能够将段料状oca转贴至待贴附件上,之后重离型膜经过导料辊组7由所述收料辊6所收卷。
17.需要解释的是,当轻离型膜被模切呈段料状后,则会增加其回收难度,而本实施例中,连料辊9能够间隔提供薄膜体,所述薄膜体由贴料辊10挤压后贴附于段料状的轻离型膜的下表面,且之后由分料辊11分料后,段料状的轻离型膜以及薄膜体由所述废料收卷辊3统一收卷,也就是说,通过连料辊提供的薄膜体能够将段料状的轻离型膜进行粘连,从而形成连续状,便于后续收卷的进行。作为较佳实施例,所述模切组件2的正上方还设置有位于重离型膜上方的顶板8。
18.作为较佳实施例,还包括控制所述模切组件2的控制器,所述控制器被配置为:利用所述模切刀25对轻离型膜和oca进行模切时,先驱动所述第一刀头251对轻离型膜和oca进行按压,使之形成凹陷,之后驱动所述第二刀头252沿凹陷处进行模切,且凹陷深度占oca厚度的1/3。
19.本实施例中,如图4和图5所示,所述自动转贴组件5包括安装座51,所述安装座51
中对称转动设置有两个具有动力的双螺纹丝杠52,所述双螺纹丝杠52沿x向延伸分布,且每个所述双螺纹丝杠52均设有两个旋向相反的螺纹,分别为第一螺纹和第二螺纹,每个所述双螺纹丝杠52上对称传动连接有两个丝母座54,分别为第一丝母座和第二丝母座,其中,第一丝母座位于第一螺纹上,第二丝母座位于第二螺纹上,且第一丝母座和第二丝母座的顶部均固定有滑座53,用于与安装座51的顶部限位滑动相连,第一丝母座和第二丝母座的底部均设置有转贴座59,且初始阶段,四个转贴座59相互靠近分布。
20.四个转贴座可分别为第一转贴座591、第二转贴座592、第三转贴座593和第四转贴座594,其中,如图5所示,位于左侧上方的转贴座为第一转贴座591,位于左侧下方的转贴座为第二转贴座592,位于右侧上方的转贴座为第三转贴座593,位于右侧下方的转贴座为第四转贴座594。
21.另外,所述丝母座54的底部固定有导向座55,所述导向座55的底部开设有t型槽,所述t型槽沿y向延伸分布,所述t型槽中滑动设置有t型杆57,所述t型杆57的底部设置所述转贴座59;位于所述双螺纹丝杠52的下方还设置有固定于所述安装座51中的导向板56,所述导向板56上开设有四个导向槽561,所述导向槽561为通槽,以便所述t型杆57穿过其中,所述导向槽561自安装座51的中部向安装座51的边角方向延伸分布。
22.在实施时,第一转贴座591自靠近安装座51的中部位置向安装座51的左上角移动,第二转贴座592自靠近安装座51的中部位置向安装座51的左下角移动,第三转贴座593自靠近安装座51的中部位置向安装座51的右上角移动,第四转贴座594自靠近安装座51的中部位置向安装座51的右下角移动,总体来讲,四个转贴座能够自靠近安装座51的中部位置向安装座51的边缘位置移动,且呈发散状,从而能够实现自oca的中部向其四端进行逐步贴附,保证了贴附的均匀性,以及提供了有效的贴附力,还能够有效的减少贴附过程中产生的微型气泡,由于四个转贴座能够自靠近安装座51的中部位置向安装座51的边缘位置移动,且呈发散状,从而能够实现自oca的中部向其四端进行逐步贴附,因此在逐步贴附过程中,还能够将微型气泡向边缘处排出,从而减少贴附过程中产生的微型气泡。
23.也就是说,本实施例中通过双螺纹丝杠能够控制转贴座的x向位置,通过导向槽能够实现对于转贴座的y向位置控制。
24.更具体的讲,在贴附时,两个双螺纹丝杠同时转动,每个双螺纹丝杠上的第一丝母座和第二丝母座沿x向呈相互远离移动,两个双螺纹丝杠可分别为第一双螺纹丝杠和第二双螺纹丝杠,如此,以第一双螺纹丝杠为例:第一双螺纹丝杠上的第一丝母座对应的导向座55为第一导向座,第一双螺纹丝杠上的第一丝母座对应的t型杆57为第一t型杆,第一双螺纹丝杠上的第一丝母座对应的导向槽561为第一导向槽;在第一双螺纹丝杠转动时,第一导向座和第一t型杆则随之沿x向向左移动,于此同时,第一导向槽能够驱动t型杆沿y向移动,因此,第一t型杆不仅能够沿x向移动,还能够沿y向移动,即,第一t型杆的移动轨迹是与第一导向槽的轨迹保持一致的;如图5,第一导向槽的分布方向均自安装座51的中部向安装座51的边角延伸,因此,第一t型杆的移动方向也为自安装座51的中部向安装座51的边角方向移动,第一t型杆的底部固定有第一转贴座591,因此,第一转贴座591能够自靠近安装座51的中部位置向安装座51的边缘位置移动;
同理,第二转贴座592、第三转贴座593以及第四转贴座594也能够自靠近安装座51的中部位置向安装座51的边缘位置移动。
25.作为较佳的实施例,所述t型杆57与转贴座59之间还连接有弹性垫58。
26.以上所述的,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1