一种自动收货装箱机的制作方法
本发明涉及注塑生产,具体为一种自动收货装箱机。
背景技术:
1、随着现代工业技术的发展以及日渐增长的原材料和人工成本,实现自动化生产已然成为传统制造业的发展目标。现有的注塑生产模式,在经过注塑机进行注塑成型后,需要由机械手将产品取出放至流水线或者胶箱内,再由机边作业人员进行装箱,根据产品周期不同,每台注塑机需配备一至两名员工进行收货装箱作业。
技术实现思路
1、本发明的技术问题在于提供一种自动收货装箱机,以及实现产品由机械手取出后,直接在机边完成收货装箱动作,取代现有机边作业的人手,降低劳动成本,实现机边收货装箱自动化、无人化、标准化。
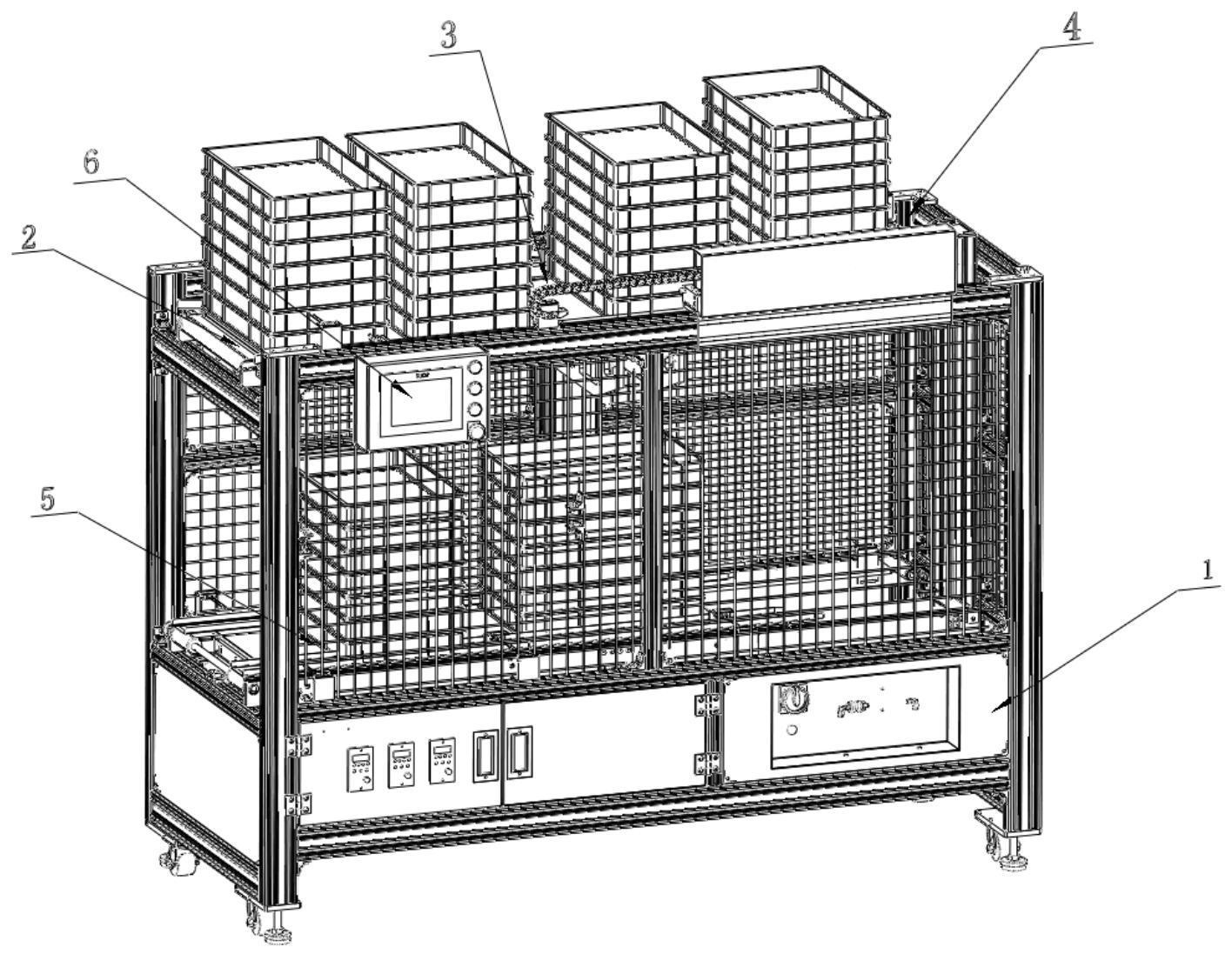
2、为实现上述目的,本发明提供如下技术方案:一种自动收货装箱机,包括控制电箱、胶箱输送机构、胶箱上料机构、自动收货机构、成箱输出机构和可视触摸控制屏,所述控制电箱的上端设置有成箱输出机构,所述成箱输出机构的两侧均设置有防护网,所述自动收货装箱机为双层结构,上层为空胶箱输送与收货区域,下层为成箱输出区域,所述上下层之间设置有防护网,所述防护网上方为空胶箱输送与收货区域,所述空胶箱输送与收货区域的一端设置有胶箱输送机构,所述胶箱输送机构的一侧设置有胶箱上料机构,所述胶箱上料机构远离所述胶箱输送机构的一侧设置有自动收货机构,所述自动收货机构上设置有可控升降台,用于上下层物料传递,所述防护网的一侧固定安装有可视触摸控制屏;
3、作为本发明的进一步方案,所述控制电箱上设置有控制器,所述控制器的一侧固定安装有电源开关,所述控制电箱内设置有气源阀。
4、作为本发明的进一步方案,所述胶箱输送机构内包括皮带输入结构,所述皮带输入结构的一侧固定安装有输入传感器一,所述皮带输入结构一侧且远离所述输入传感器一的一端设置有输入传感器二。
5、作为本发明的进一步方案,所述皮带输入结构远离所述输入传感器一的一侧设置有气缸定位件一,所述皮带输入结构远离所述输入传感器一的一侧且对应所述输入传感器二的位置设置有气缸定位件二。
6、作为本发明的进一步方案,所述胶箱上料机构包括可升降皮带输送结构,所述可升降皮带输送结构位于所述皮带输入结构的一侧,所述可升降皮带输送结构的两侧均设置有气缸输送结构,一侧所述气缸输送结构上设置有上料传感器。
7、作为本发明的进一步方案,所述自动收货机构包括可升降收货台,所述可升降收货台设置在所述收货区域,所述可升降收货台上设置有空料传感器。
8、作为本发明的进一步方案,所述成箱输出机构包括皮带输出结构,所述皮带输出结构上对应所述收货区域的位置设置有皮带输出传感器,所述皮带输出传感器的一侧设置有输出传感器一,所述输出传感器一远离所述皮带输出传感器的一侧设置有输出传感器二,所述输出传感器二远离所述输出传感器一的一侧设置有输出传感器三,所述皮带输出结构靠近所述输出传感器三的一端固定安装有挡料台。
9、作为本发明的进一步方案,所述控制电箱置于成箱输出区域下方,控制电箱内置有可编辑逻辑控制器,所述控制器为市面三菱fx3ga-60mt型号plc控制器。
10、与现有技术相比,本发明的有益效果是:
11、本发明通过各部位对射传感器接收并传递数字信号给到plc控制器,控制器根据编辑程序输出命令至各部位机构,实现胶箱自动输入,输入到位后停止皮带线输送,自动收货装箱机信号与注塑机系统实时通讯,根据机械手出模数确认满箱信号,满箱后收货台执行下降及胶箱输出动作,实现从空胶箱上料、自动摆盘收货、满箱后成箱输出的机边无人化作业,取代现有传统的机边人员收货模式,每台注塑机可节省机边作业人员1-2人,降低劳动成本,实现自动收货标准化、自动化、无人化,可在注塑行业水平展开,具有极为广阔的应用前景。
技术特征:
1.一种自动收货装箱机,包括控制电箱(1)、胶箱输送机构(2)、胶箱上料机构(3)、自动收货机构(4)、成箱输出机构(5)和可视触摸控制屏(6),其特征在于:所述控制电箱(1)的上端设置有成箱输出机构(5),所述成箱输出机构(5)的两侧均设置有防护网,所述自动收货装箱机为双层结构,上层为空胶箱输送与收货区域,下层为成箱输出区域,所述上下层之间设置有防护网,所述防护网上方为空胶箱输送与收货区域,所述空胶箱输送与收货区域的一端设置有胶箱输送机构(2),所述胶箱输送机构(2)的一侧设置有胶箱上料机构(3),所述胶箱上料机构(3)远离所述胶箱输送机构(2)的一侧设置有自动收货机构(4),所述自动收货机构(4)上设置有可控升降台,用于上下层物料传递,所述防护网的一侧固定安装有可视触摸控制屏(6)。
2.根据权利要求1所述的一种自动收货装箱机,其特征在于:所述控制电箱(1)上设置有控制器(1-1),所述控制器(1-1)的一侧固定安装有电源开关(1-2),所述控制电箱(1)内设置有气源阀(1-3)。
3.根据权利要求2所述的一种自动收货装箱机,其特征在于:所述胶箱输送机构(2)内包括皮带输入结构(2-1),所述皮带输入结构(2-1)的一侧固定安装有输入传感器一(2-2),所述皮带输入结构(2-1)一侧且远离所述输入传感器一(2-2)的一端设置有输入传感器二(2-3)。
4.根据权利要求3所述的一种自动收货装箱机,其特征在于:所述皮带输入结构(2-1)远离所述输入传感器一(2-2)的一侧设置有气缸定位件一(2-4),所述皮带输入结构(2-1)远离所述输入传感器一(2-2)的一侧且对应所述输入传感器二(2-3)的位置设置有气缸定位件二(2-5)。
5.根据权利要求4所述的一种自动收货装箱机,其特征在于:所述胶箱上料机构(3)包括可升降皮带输送结构(3-1),所述可升降皮带输送结构(3-1)位于所述皮带输入结构(2-1)的一侧,所述可升降皮带输送结构(3-1)的两侧均设置有气缸输送结构(3-2),一侧所述气缸输送结构(3-2)上设置有上料传感器(3-3)。
6.根据权利要求5所述的一种自动收货装箱机,其特征在于:所述自动收货机构(4)包括可升降收货台(4-1),所述可升降收货台(4-1)设置在所述收货区域,所述可升降收货台(4-1)上设置有空料传感器(4-2)。
7.根据权利要求6所述的一种自动收货装箱机,其特征在于:所述成箱输出机构(5)包括皮带输出结构(5-1),所述皮带输出结构(5-1)上对应所述收货区域的位置设置有皮带输出传感器(5-2),所述皮带输出传感器(5-2)的一侧设置有输出传感器一(5-3),所述输出传感器一(5-3)远离所述皮带输出传感器(5-2)的一侧设置有输出传感器二(5-4),所述输出传感器二(5-4)远离所述输出传感器一(5-3)的一侧设置有输出传感器三(5-5),所述皮带输出结构(5-1)靠近所述输出传感器三(5-5)的一端固定安装有挡料台(5-6)。
8.根据权利要求6所述的一种自动收货装箱机,其特征在于:所述控制电箱(1)置于成箱输出区域下方,控制电箱(1)内置有可编辑逻辑控制器(1-1),所述控制器(1-1)为市面三菱fx3ga-60mt型号plc控制器。
技术总结
本发明公开了注塑生产技术领域的一种自动收货装箱机,包括控制电箱、胶箱输送机构、胶箱上料机构、自动收货机构、成箱输出机构和可视触摸控制屏,控制电箱的上端设置有成箱输出机构,成箱输出机构的两侧均设置有防护网,自动收货装箱机为双层结构,上层为空胶箱输送与收货区域,下层为成箱输出区域,防护网上方为空胶箱输送与收货区域,空胶箱输送与收货区域的一端设置有胶箱输送机构,胶箱输送机构的一侧设置有胶箱上料机构,胶箱上料机构远离胶箱输送机构的一侧设置有自动收货机构,本发明实现产品由机械手取出后,直接在机边完成收货装箱动作,取代现有机边作业的人手,降低劳动成本,实现机边收货装箱自动化、无人化、标准化。
技术研发人员:胡静
受保护的技术使用者:鸿利达精密组件(中山)有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!