一种普洱茶饼包纸机的制作方法
1.本发明涉及一种茶叶包装设备技术领域,具体涉及一种普洱茶饼包纸机。
背景技术:
2.普洱茶生长于云南省的西双版纳、临沧、普洱等地区,大乔木,高达16米,嫩枝有微毛,顶芽有白柔毛。叶薄革质,椭圆形。花腋生,被柔毛。苞片2,早落。萼片5,近圆形,外面无毛。花瓣6-7片,倒卵形,无毛。雄蕊长8-10毫米,离生,无毛。子房3室,被茸毛;花柱长8毫米,先端3裂。蒴果扁三角球形。种子每室1个,近圆形,直径1厘米。普洱茶讲究冲泡技巧和品饮艺术,可清饮,可混饮。普洱茶茶汤橙黄浓厚,香气高锐持久,香型独特,滋味浓醇,经久耐泡。普洱茶饼都是用普洱茶压缩成饼的形状,俗称普洱茶饼。普洱茶多为饼状压制的方式储藏以及运输,历史上一饼357克,七饼为一挑。方便计算以及骡马驮运。
3.普洱茶饼在销售时一般需要进行包装,现有多数普洱茶饼包装多采用手工包装,自动化水平较低,包装效率较低,人员劳动强度较大,包装质量也不易管控,因此我们对此做出改进,提出一种普洱茶饼包纸机。
技术实现要素:
4.本发明所要解决的技术问题是提供了一种普洱茶饼包纸机,以解决上述背景技术中的提到的技术问题。
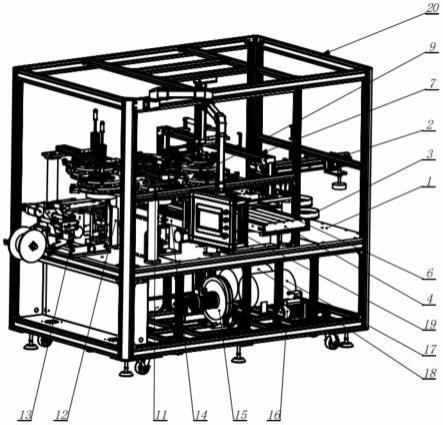
5.本发明普洱茶饼包纸机是通过以下技术方案来实现的:包括机架门框和工作台,工作台安装在门框上;工作台上固定安装有茶饼入料机构、上料转盘组合、入纸输送带组合、合模组合、送纸组合、上料辅助组合、收口转盘、理纸组合、收口辅助机构、移标机构、倒立式贴标机以及成口出料输送组合;
6.合模组合上固定安装上料辅助组合,收口转盘上固定安装有收口盘;机架门框内安装有鼓风机、真空泵、压缩空气储气罐以及真空储气罐;机架门框上安装有悬臂控制盒;悬臂控制盒设置于成口出料输送组合一侧。
7.作为优选的技术方案茶饼入料机构包括立柱底座、第一立柱、第一固定板、电机支撑杆、第一步进电机、同步带主动轮、同步带被动轮、直线滑轨、第一滑块、滑块座、三轴气缸、吸盘安装板、吸盘以及第一光电开关;
8.立柱底座一端固定安装在工作台上,另一端安装第一立柱;第一固定板固定安装于第一立柱一侧;电机支撑杆固定安装在第一固定板一侧;第一步进电机安装在电机支撑杆上;同步带主动轮和同步带被动轮以及直线滑轨一侧安装于第一固定板另一侧;
9.第一滑块安装在直线滑轨上,滑块座安装在第一滑块上;三轴气缸、吸盘安装板、吸盘依次安装在滑块座上;第一光电开关安装在第一固定板上;第一步进电机驱动连接同步带主动轮;
10.同步带主动轮和同步带被动轮之间安装有第一同步带传输带连接第一滑块。
11.作为优选的技术方案上料转盘组合包括第一伺服分度盘、分度盘固定座、上料转
盘、理料盘连接块、理料盘以及上料转盘压板;
12.分度盘固定座安装在工作台上,第一伺服分度盘安装在分度盘固定座上、茶饼入料机构的一侧;上料转盘安装固定在第一伺服分度盘上;上料转盘压板安装于上料转盘上;上料转盘侧面安装一个以上的理料盘连接块;理料盘连接块上安装理料盘。
13.作为优选的技术方案入纸输送带组合包括托架底板、托架侧板、中间连接板、第二支架连接板、固定侧板、第一从动轴、负压箱、开孔输送带、送纸托板、电机安装板、第二伺服电机、第一主动轴、主动同步轮、第一从动同步轮以及涨紧压件;
14.托架底板固定安装在工作台上,托架底板相对两侧安装托架侧板;托架侧板另一端安装中间连接板;中间连接板上端两侧安装固定侧板;固定侧板一侧下端安装第二支架连接板,另一侧上端安装送纸托板;
15.负压箱安装在两侧的固定侧板中间;固定侧板内两侧分别安装第一从动轴和第一主动轴;第一从动轴和第一主动轴外侧安装开孔输送带;
16.固定侧板侧面安装电机安装板;托架底板上安装第二伺服电机;电机安装板上依次安装第一从动同步轮和涨紧压件以及主动同步轮;主动同步轮连接第一主动轴;第二伺服电机连接第一从动同步轮;
17.第一从动同步轮和涨紧压件以及主动同步轮之间安装有第二同步带。
18.作为优选的技术方案合模组合包括第二固定板、第一筋板、导轨安装板、电机固定座、第一伺服电机、第一联轴器、固定侧轴承座、滚珠丝杆组件、支撑轴承座、丝杆螺母座、第二光电开关、第一直线导轨、第一直线滑块、第一滑块安装板、模具连接板、平台筋板、主动模具、模具压片、微型滑轨、第一微型滑块、对中板、从动侧同步带压板、从动侧连接块、主动侧连接块、主动侧步带压板、第一压簧、压杆、第一螺纹气缸、气缸固定座;
19.第二固定板安装固定在工作台上;电机固定座安装在固定板第二固定板下方;导轨安装板安装在第二固定板上;导轨安装板与第二固定板之间一块以上的安装第一筋板;
20.滚珠丝杆组件通过固定侧轴承座和支撑轴承座安装在导轨安装板上;第一直线导轨安装在导轨安装板另一侧;第一滑块安装板通过第一直线滑块安装在导轨安装板上;电机固定座安装在第二固定板下方;
21.第一伺服电机安装在电机固定座上,通过第一联轴器与滚珠丝杆组件连接;第一滑块安装板通过丝杆螺母座与滚珠丝杆组件连接驱动;第一滑块安装板通过第一直线导轨和第一直线滑块连接在导轨安装板上;模具连接板连接在第一滑块安装板上;模具连接板与第一滑块安装板之间安装平台筋板;
22.主动模具安装在模具连接板上,一块以上的模具压片压紧在模具连接板上;对中板通过微型滑轨、第一微型滑块安装在模具连接板下方;主动侧连接块与从动侧连接块分别与主动侧步带压板及从动侧同步带压板相连接于同步带上;第一螺纹气缸气缸连接压杆;压杆连接主动侧连接块;第一压簧设置于压杆与主动侧连接块之间。
23.作为优选的技术方案送纸组合包括顶料电缸、顶料推块、第二立柱、支架板横梁、固定大板、滑台安装板、第三伺服电机、电机主装板、电机板连板、电机板筋板、第二联轴器、电机端同步轮、第二主动轴、涨紧套同步轮、第二直线导轨、第二直线滑块、防撞块、从动轴连杆、第二从动同步轮、第一气缸安装板、同步带压块、同步带齿形连接块、气缸连接块、旋转气缸、转臂、下拖链钣金、迷你夹、上拖链钣金、压纸下模、挡纸固定板、微型直线导轨、第
二微型滑块、微块固定块、第一连接板、过渡连接块、梯形螺母座、第一梯形螺母、第一梯形丝杆、外球面轴承座、第一手轮、第二螺纹气缸、传感器安装板、光纤传感器、全收口固定座、凸轮随动器、第一轴承座、拨臂、第一转轴、过渡环、第一关节轴承、sc气缸、气缸单耳环、第一气缸固定柱、气缸固定板、第一气缸固定板立柱、光轴承固定座、立式光轴、十字夹、传感器安装光轴以及判料传感器;
24.顶料电缸安装在工作台下方;顶料推块安装在顶料电缸上;支架板横梁通过第二立柱连接在工作台上;固定大板安装在支架板横梁上;固定大板两侧分别安装一块以上的滑台安装板;第三伺服电机通过电机板连板与电机板筋板安装固定在固定大板一侧;第二直线滑块通过第二联轴器连接在第三伺服电机;第二主动轴两侧端面上安装电机端同步轮与涨紧套同步轮;
25.从动轴连杆安装在滑台安装板的尾端,两侧各安装第二从动同步轮;第一气缸安装板通过第二直线导轨和第二直线滑块安装固定在滑台安装板上;旋转气缸通过气缸连接块固定在第一气缸安装板上;转臂通过旋转气缸与气缸连接块连接;迷你夹安装在转臂上;压纸下模安装固定在固定大板中间底部;挡纸固定板安装在固定大板底部,靠边第三伺服电机一侧;第一连接板通过微块固定块和第二微型滑块以及微型直线导轨的连接在挡纸固定板下方;
26.第一梯形丝杆通过外球面轴承座安装在挡纸固定板下方;第一手轮安装在第一梯形丝杆一侧;第一连接板通过过渡连接块与梯形螺母座连接;第二螺纹气缸安装在第一连接板上;光纤传感器通过传感器安装板相连接在第一连接板上;凸轮随动器通过全收口固定座安装固定在固定大板上;第一轴承座安装固定在固定大板上;拨臂通过第一转轴、过渡环安装于第一轴承座上;
27.气缸固定板通过第一气缸固定柱连接固定在支架板横梁上;sc气缸通过气缸单耳环连接在第一气缸固定柱上,且第一气缸固定柱安装于气缸固定板上;sc气缸端头通过第一关节轴承与拨臂相连接;光轴承固定座安装固定于工作台上,立式光轴和十字夹连接在光轴承固定座上;
28.上料辅助组合包括第一支架连接板、龙门框架、加强片、上电缸、电缸连接板、限位螺栓、第二压簧、夹压茶饼块、电缸固定板、铝型材封盖、气缸连接板、第一气缸连接柱、第一气缸、第二关节轴承、连接片、第二轴承座、第二转轴、上料拔片;
29.龙门框架通过第一支架连接板安装固定在固定大板上,且连接处相对两侧均安装加强片;上电缸通过电缸固定板安装在龙门框架上;电缸连接板安装固定在上电缸上,夹压茶饼块通过限位螺栓与电缸连接板连接;限位螺栓中间套第二压簧;第二轴承座通过连接片连接在龙门框架上;上料拔片通过第二转轴连接在第二轴承座上;第一气缸通过第一气缸连接柱和气缸连接板连接在龙门框架上;第一气缸通过第二关节轴承连接第二转轴。
30.作为优选的技术方案收口转盘包括收口转盘固定座、第二伺服分度盘、转盘以及转盘压块;
31.收口转盘安装于工作台表面,第二伺服分度盘安装在收口转盘固定座内,转盘安装在第二伺服分度盘上,转盘压块通过转盘与第二伺服分度盘连接;
32.收口盘包括收口盘下压板、收口盘过渡盘、过渡柱a、收口片转盘、收口片、收口盘上压板、过渡柱b、夹块、压缩弹簧、夹块突轮随动器、夹块动盘、夹料固定板、拨料叉、固定螺
栓柱、拉簧螺栓、第一拉簧、拉簧挂块、收口片凸轮随动器、随动器安装柱、立柱随动器以及m8压簧调节螺栓;
33.收口盘下压板安装固定在转盘上;收口盘过渡盘安装在收口盘下压板下方;收口盘上压板通过过渡柱a与收口盘下压板相连接;收口片转盘安装在收口盘下压板内,收口片安装在收口片转盘上;夹料固定板通过过渡柱b与收口盘下压板连接;
34.夹块动盘安装在夹料固定板内,夹块通过夹块突轮随动器与夹块动盘,夹料固定板连接,且压缩弹簧压紧其上的夹块突轮随动器;拨料叉与夹块动盘相连接;拉簧挂块安装在拨料叉上;固定螺栓柱安装在夹料固定板上;收口片凸轮随动器安装在收口片转盘上,立柱随动器安装在拨料叉上。
35.作为优选的技术方案理纸组合包括支座下板、第四立柱、支座上板、第一可调行程气缸、压纸头;支座下板安装固定在工作台上,支座上板通过第四立柱安装固定在支座下板上;第一可调行程气缸安装固定在支座上板上,压纸头安装固定在第一可调行程气缸上。
36.作为优选的技术方案收口辅助机构包括第三立柱、第三连接板、横梁、理纸上气缸安装板、可调气缸、浮动压头、过渡筒、导向销、第三压簧、贴标上压气缸固定板、全打开固定板、全打开固定杆、随动凸轮、下料气缸固定板、第二气缸固定柱、第二气缸、第三关节轴承、气缸端连接杆、第三轴承座、第三转轴、全打开拨片、轴承座端连接板;
37.第三立柱安装固定在工作台上,横梁通过第三连接板与轴承座端连接板连接在第三立柱上;可调气缸通过理纸上气缸安装板安装固定在横梁上;浮动压头通过过渡筒、导向销安装固定在可调气缸上;
38.贴标上压气缸固定板安装固定在横梁上,随动凸轮通过全打开固定杆,全打开固定板固定在横梁上;第二气缸通过第二气缸固定柱,下料气缸固定板固定在横梁上;第三轴承座安装在轴承座端连接板上,转轴安装在第三轴承座上。
39.作为优选的技术方案移标机构包括第一底座、导轨固定板、第二筋板、第二气缸安装板、第二可调行程气缸、导轨、第二滑块、第二滑块安装板、第一浮动接头、浮动接头连接块、双轴气缸、双轴气缸吸盘底座、包胶吸盘头;
40.第一底座安装固定在工作台上;导轨固定板安装在第一底座上,导轨固定板与第一底座之间安装第二筋板;第二气缸安装板安装固定在导轨固定板上;第二可调行程气缸安装在第二气缸安装板上;双轴气缸吸盘底座通过第二滑块、导轨与导轨固定板连接;
41.浮动接头连接块通过第一浮动接头与第二可调行程气缸相连接;包胶吸盘头通过双轴气缸安装固定在双轴气缸吸盘底座上。
42.作为优选的技术方案倒立式贴标机包括第二底座、导向光轴安装座、光轴、第一直线轴承、第二梯形丝杆、第二梯形螺母、锁定块、第二手轮、立板、挂膜连接板、光膜轴、第四轴承座、有机玻璃固定块、有机玻璃、刹车轴承座、刹车转轴、刹车连杆、刹车胶、第二拉簧、刹车过渡滚筒、标签限位环、拉膜过渡筒、色标传感器、第二步进电机、第一主动轮、涨紧轮、第一从动轮、o带主动轮、o带从动轮、收标纸转轴、收标纸轴承座、收标纸筒、卡纸箍、标签膜滚筒、压纸固定板、连接杆、包胶主动轴、第二从动轴、手柄、限位凸轮、托标滚筒、托标滚筒连接块、脱标前滚筒安装块、脱标前滚筒、脱标后滚筒安装块、脱标后滚筒、脱标移动板、导轨连接板、第二气缸连接柱、第三气缸、第四关节轴承、连接块、限位座、限位胶、限位撞块、第三直线导轨、第三直线滑块、第三筋板;
43.第二底座安装于工作台上;导向光轴安装座安装在第二底座上,立板通过光轴、第一直线轴承与导向光轴安装座连接;第二梯形丝杆通过第二梯形螺母与立板连接,立板两端与导向光轴安装座连接,立板一侧安装锁定块,另一侧安装第二手轮;挂膜连接板连接在立板上;
44.光膜轴通过第四轴承座与挂膜连接板连接;有机玻璃安装于有机玻璃固定块上;有机玻璃固定块安装在光膜轴上;刹车轴承座安装在挂膜连接板上;刹车连杆通过刹车转轴装在刹车轴承座上;刹车胶安装在刹车连杆上;刹车胶与刹车连杆之间安装第二拉簧;刹车过渡滚筒安装在立板上,标签限位环装在刹车过渡滚筒上;拉膜过渡筒安装在刹车连杆上;色标传感器安装在立板上;第二步进电机安装在立板上;第一主动轮安装在第二步进电机上;
45.涨紧轮安装在立板上,压纸固定板通过连接杆安装固定在立板上;包胶主动轴和o带主动轮安装在包胶主动轴上;限位凸轮安装在第二从动轴上;手柄安装在第二从动轴上;立板上安装有收签固定板;收标纸转轴通过收标纸轴承座安装在收签固定板上;收标纸筒安装在收标纸转轴上;卡纸箍安装在收标纸筒上;o带从动轮与收标纸转轴连接;导轨连接板安装在立板上;第三筋板安装于导轨连接板和立板之间;脱标移动板通过第三直线滑块、第三直线导轨与导轨连接板连接;
46.第三气缸通过第二气缸连接柱与导轨连接板连接;连接块通过第四关节轴承与第三气缸,且一侧与脱标移动板连接;限位撞块安装在导轨连接板上;限位胶通过限位座连接在脱标移动板上;脱标前滚筒通过脱标前滚筒安装块安装在脱标移动板上,脱标后滚筒通过脱标后滚筒安装块安装在脱标移动板上。
47.作为优选的技术方案成口出料输送组合包括底板、电机侧侧板、侧板、第四连接板、侧固定板、活动侧板、第三主动轴、第三从动轴、电机固定板、第三步进电机、第二主动轮、第二从动轮、固定连杆、第三气缸安装板、第四气缸、气缸连接杆、第二浮动接头、顶升板、升降光轴、第二直线轴承、托料板、转动固定轴;
48.底板安装在工作台上;第四连接板通过电机侧侧板、侧板连接在底板上;电机固定板安装在电机侧侧板上;第三主动轴、第三从动轴通过侧固定板固定在第四连接板上;
49.转动固定轴安装在侧固定板上;活动侧板通过固定连杆,第三从动轴;第三主动轴通过第二从动轮与第三步进电机上的第二主动轮连接;第二从动轮与第二主动轮之间安装有第三同步带;
50.第四气缸通过第三气缸安装板连接在底板上;气缸连接杆连接在第四气缸上;顶升板通过第二浮动接头连接在第四气缸上;第二直线轴承通过在第四连接板上;升降光轴安装在顶升板上,同时与第二直线轴承装配;托料板与升降光轴相连接。
51.本发明的有益效果是:
52.1、该种普洱茶饼包纸机茶饼入料机构,通过步进电机控制同步带移动位置,带动吸盘在直线导轨范围内任意停顿,通过气缸带动吸盘上下移动。当茶饼通过外部输送带或其它输送机构送达指定位置,吸盘吸附茶饼后移送到上料转盘理料盘。实现全自动化上料,实用性高,兼容性好;
53.2、该种普洱茶饼包纸机茶饼上料转盘组合,通过茶饼入料机构放入茶饼,且理料盘能兼容直径180-200mm范围内不同茶饼,有利于灵活配套,全自动性程度高,经济实用;
[0054] 3.该种普洱茶饼包纸机入纸输送带组合,通过外部分页机,将纸张分页送入入纸输送带组合,鼓风机启动产生负压,将纸张吸附在输送带,伺服电机快速带动输送带将纸张送达到指定位置。实现自动送纸张,速度快,效果好,适应不同尺寸类型绵纸,具有自动化程度高,实用性高,操作方便,兼容性好等众多优点;
[0055]
4.该种普洱茶饼包纸机合模组合,通过触摸屏,合模位置可调,灵活便利,自动化程度高,兼容性高;
[0056]
5.该种普洱茶饼包纸机送纸组合,实现了绵纸自动送到模具内,并将绵纸与茶饼自动送入到收口盘内,且具有茶饼自动对中功能,适用茶饼产品在一定范围内具有一模多用,自动化程度高,方便性强;
[0057]
6.该种普洱茶饼包纸机上上料辅助组合,实现茶饼包裹包装起到辅助作用,自动化程度高,方便实用;
[0058]
7.该种普洱茶饼包纸机收口转盘,实现茶饼包装过程中多工序中的联动,自动化程度高,方便实用;
[0059]
8.该种普洱茶饼包纸机收口盘,实现茶饼的绵纸包装,茶饼尺寸包装范围广,通过其其它机构组件配合,可实现自动化包装,灵活便利,兼容性高;
[0060]
9.该种普洱茶饼包纸机理纸组合,可实现茶饼包装过程中对纸张的二次整理,灵活便利,自动化程度高;
[0061]
10.该种普洱茶饼包纸机收口辅助机构,可实现茶饼包装中工序的联动,自动化程度高,方便实用;
[0062]
11.该种普洱茶饼包纸机移标机构与倒立式贴标机,解决了由下向上的贴标,方便实用,灵活便利,兼容标识种类多,自动化程度高;
[0063]
12.该种普洱茶饼包纸机成品出料输送组合,具有折叠性,方便实用,能有效解决送输过程设备的空间占用,及实际生产中,也有一定的灵活性,结构简单实用;
[0064]
本发明普洱茶饼包纸机,结构简单合理,使用方便,兼容性高,有效解决了现有普洱茶饼包纸效率低,自动化水平较低的方问题,具有较高的实用价值。
附图说明
[0065]
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0066]
图1是本发明一种普洱茶饼包纸机的正面立体结构示意图;
[0067]
图2是本发明一种普洱茶饼包纸机的背面立体结构示意图;
[0068]
图3是本发明一种普洱茶饼包纸机茶饼入料机构立体结构示意图;
[0069]
图4是本发明一种普洱茶饼包纸机的上料转盘组合立体结构示意图;
[0070]
图5是本发明一种普洱茶饼包纸机的入纸输送带组合立体结构示意图;
[0071]
图6是本发明一种普洱茶饼包纸机的合模组合立体结构示意图一;
[0072]
图7是本发明一种普洱茶饼包纸机的合模组合立体结构示意图二;
[0073]
图8是本发明一种普洱茶饼包纸机的送纸组合立体结构示意图一;
[0074]
图9是本发明一种普洱茶饼包纸机的送纸组合立体结构示意图二;
[0075]
图10是本发明一种普洱茶饼包纸机的送纸组合立体结构示意图三;
[0076]
图11是本发明一种普洱茶饼包纸机的送纸组合立体结构示意图四;
[0077]
图12是本发明一种普洱茶饼包纸机的送纸组合立体结构示意图五;
[0078]
图13是本发明一种普洱茶饼包纸机的上料辅助组合立体结构示意图;
[0079]
图14是本发明一种普洱茶饼包纸机的收口转盘立体结构示意图;
[0080]
图15是本发明一种普洱茶饼包纸机的收口盘立体结构示意图一;
[0081]
图16是本发明一种普洱茶饼包纸机的收口盘立体结构示意图二;
[0082]
图17是本发明一种普洱茶饼包纸机的理纸组合立体结构示意图;
[0083]
图18是本发明一种普洱茶饼包纸机的收口辅助机构立体结构示意图一;
[0084]
图19是本发明一种普洱茶饼包纸机的收口辅助机构立体结构示意图二;
[0085]
图20是本发明一种普洱茶饼包纸机的收口辅助机构立体结构示意图三;
[0086]
图21是本发明一种普洱茶饼包纸机的移标机构立体结构示意图;
[0087]
图22是本发明一种普洱茶饼包纸机的倒立式贴标机立体结构示意图一;
[0088]
图23是本发明一种普洱茶饼包纸机的倒立式贴标机立体结构示意图二;
[0089]
图24是本发明一种普洱茶饼包纸机的倒立式贴标机立体结构示意图三;
[0090]
图25是本发明一种普洱茶饼包纸机的倒立式贴标机立体结构示意图四;
[0091]
图26是本发明一种普洱茶饼包纸机的倒立式贴标机立体结构示意图五;
[0092]
图27是本发明一种普洱茶饼包纸机成口出料输送组合立体结构示意图;
[0093]
图28是本发明一种普洱茶饼包纸机收口盘六工位变化结构示意图。
具体实施方式
[0094]
本说明书中公开的所有特征,或公开的所有方法或过程中的步骤,除了互相排斥的特征和/或步骤以外,均可以以任何方式组合。
[0095]
本说明书(包括任何附加权利要求、摘要和附图)中公开的任一特征,除非特别叙述,均可被其他等效或具有类似目的的替代特征加以替换。即,除非特别叙述,每个特征只是一系列等效或类似特征中的一个例子而已。
[0096]
在本发明的描述中,需要理解的是,术语“一端”、“另一端”、“外侧”、“上”、“内侧”、“水平”、“同轴”、“中央”、“端部”、“长度”、“外端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
[0097]
此外,在本发明的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
[0098]
本发明使用的例如“上”、“上方”、“下”、“下方”等表示空间相对位置的术语是出于便于说明的目的来描述如附图中所示的一个单元或特征相对于另一个单元或特征的关系。空间相对位置的术语可以旨在包括设备在使用或工作中除了图中所示方位以外的不同方位。例如,如果将图中的设备翻转,则被描述为位于其他单元或特征“下方”或“之下”的单元将位于其他单元或特征“上方”。因此,示例性术语“下方”可以囊括上方和下方这两种方位。设备可以以其他方式被定向(旋转90度或其他朝向),并相应地解释本文使用的与空间相关
的描述语。
[0099]
在本发明中,除非另有明确的规定和限定,术语“设置”、“套接”、“连接”、“贯穿”、“插接”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
[0100]
如图1和图2以及图28所示,本发明的一种普洱茶饼包纸机,包括机架门框20和工作台1,其特征在于:工作台1安装在门框20上;工作台1上固定安装有茶饼入料机构2、上料转盘组合3、入纸输送带组合4、合模组合5、送纸组合6、上料辅助组合7、收口转盘8、理纸组合10、收口辅助机构11、移标机构12、倒立式贴标机13以及成口出料输送组合14;
[0101]
合模组合5上固定安装上料辅助组合7,收口转盘8上固定安装有收口盘9;机架门框20内安装有鼓风机15、真空泵16、压缩空气储气罐17以及真空储气罐18;机架门框20上安装有悬臂控制盒19;悬臂控制盒19设置于成口出料输送组合14一侧。
[0102]
如图3所示,本实施例中,茶饼入料机构2包括立柱底座201、第一立柱202、第一固定板203、电机支撑杆204、第一步进电机205、同步带主动轮206、同步带被动轮207、直线滑轨208、第一滑块209、滑块座210、三轴气缸211、吸盘安装板212、吸盘213以及第一光电开关214;立柱底座201一端固定安装在工作台1上,另一端安装第一立柱202;第一固定板203固定安装于第一立柱202一侧;电机支撑杆204固定安装在第一固定板203一侧;第一步进电机205安装在电机支撑杆204上;同步带主动轮206和同步带被动轮207以及直线滑轨208一侧安装于第一固定板203另一侧;第一滑块209安装在直线滑轨208上,滑块座210安装在第一滑块209上;三轴气缸211、吸盘安装板212、吸盘213依次安装在滑块座210上;第一光电开关214安装在第一固定板203上;第一步进电机205驱动连接同步带主动轮206;同步带主动轮206和同步带被动轮207之间安装有第一同步带传输带连接第一滑块209;
[0103]
通过第一步进电机205驱动,带动同步带主动轮206从而使第一滑块209往复工位移动;在上下料工位上,通过三轴气缸211驱动吸盘213移动,再经真空吸附工件。
[0104]
如图4所示,本实施例中,上料转盘组合3包括第一伺服分度盘301、分度盘固定座302、上料转盘303、理料盘连接块304、理料盘305以及上料转盘压板306;分度盘固定座302安装在工作台1上,第一伺服分度盘301安装在分度盘固定座302上、茶饼入料机构2的一侧;上料转盘303安装固定在第一伺服分度盘301上;上料转盘压板306安装于上料转盘303上;上料转盘303侧面安装一个以上的理料盘连接块304;理料盘连接块304上安装理料盘305;上料转盘303侧面安装一个以上的理料盘连接块304;理料盘连接块304上安装理料盘305。
[0105]
如图5所示,本实施例中,入纸输送带组合4包括托架底板401、托架侧板402、中间连接板403、第二支架连接板404、固定侧板405、第一从动轴406、负压箱407、开孔输送带408、送纸托板409、电机安装板410、第二伺服电机411、第一主动轴412、主动同步轮413、第一从动同步轮414以及涨紧压件415;托架底板401固定安装在工作台1上,托架底板401相对两侧安装托架侧板402;托架侧板402另一端安装中间连接板403;中间连接板403上端两侧安装固定侧板405;固定侧板405一侧下端安装第二支架连接板404,另一侧上端安装送纸托板409;负压箱407安装在两侧的固定侧板405中间;固定侧板405内两侧分别安装第一从动轴406和第一主动轴412;第一从动轴406和第一主动轴412外侧安装开孔输送带408;固定侧
板405侧面安装电机安装板410;托架底板401上安装第二伺服电机411;电机安装板410上依次安装第一从动同步轮414和涨紧压件415以及主动同步轮413;主动同步轮413连接第一主动轴412;第二伺服电机411连接第一从动同步轮414;第一从动同步轮414和涨紧压件415以及主动同步轮413之间安装有第二同步带;
[0106]
纸张进入开孔输送带408后,负压风机开动,负压箱407产生负压,通过开孔输送带408上的孔,将纸张吸附在开孔输送带408,保证输送过程中纸张不会偏移。
[0107]
如图6-图7所示,本实施例中,合模组合5包括第二固定板501、第一筋板502、导轨安装板503、电机固定座504、第一伺服电机505、第一联轴器506、固定侧轴承座507、滚珠丝杆组件508、支撑轴承座509、丝杆螺母座510、第二光电开关511、第一直线导轨512、第一直线滑块513、第一滑块安装板514、模具连接板515、平台筋板516、主动模具517、模具压片518、微型滑轨519、第一微型滑块520、对中板521、从动侧同步带压板522、从动侧连接块523、主动侧连接块524、主动侧步带压板525、第一压簧526、压杆527、第一螺纹气缸528、气缸固定座529;第二固定板501安装固定在工作台1上;电机固定座504安装在固定板第二固定板501下方;导轨安装板503安装在第二固定板501上;导轨安装板503与第二固定板501之间一块以上的安装第一筋板502;滚珠丝杆组件508通过固定侧轴承座507和支撑轴承座509安装在导轨安装板503上;第一直线导轨512安装在导轨安装板503另一侧;第一滑块安装板514通过第一直线滑块513安装在导轨安装板503上;电机固定座504安装在第二固定板501下方;第一伺服电机505安装在电机固定座504上,通过第一联轴器506与滚珠丝杆组件508连接;第一滑块安装板514通过丝杆螺母座510与滚珠丝杆组件508连接驱动;第一滑块安装板514通过第一直线导轨512和第一直线滑块513连接在导轨安装板503上;模具连接板515连接在第一滑块安装板514上;模具连接板515与第一滑块安装板514之间安装平台筋板516;主动模具517安装在模具连接板515上,一块以上的模具压片518压紧在模具连接板515上;对中板521通过微型滑轨519、第一微型滑块520安装在模具连接板515下方;主动侧连接块524与从动侧连接块523分别与主动侧步带压板525及从动侧同步带压板522相连接于同步带上;第一螺纹气缸528气缸连接压杆527;压杆527连接主动侧连接块524;第一压簧526设置于压杆527与主动侧连接块524之间;
[0108]
第一伺服电机505驱动滚珠丝杆组件508旋转,带动丝杆螺母座510上连接的第一滑块安装板514升降;从而带动主动模具517可控式升降;当第一螺纹气缸528通气后,压杆527向前伸出压动第一压簧526向前,第一压簧526压动主动侧连接块524向前,带动同步带运动,对中板521对中;当夹到物件后,由于是第一压簧526推动主动侧同步带压板525,夹到工件,气缸仍向前动作,压簧继续压缩,实现柔性对中。
[0109]
如图8-图12所示,本实施例中,送纸组合6包括顶料电缸601、顶料推块602、第二立柱603、支架板横梁604、固定大板605、滑台安装板606、第三伺服电机607、电机主装板608、电机板连板609、电机板筋板610、第二联轴器611、电机端同步轮612、第二主动轴613、涨紧套同步轮614、第二直线导轨615、第二直线滑块616、防撞块617、从动轴连杆618、第二从动同步轮619、第一气缸安装板620、同步带压块621、同步带齿形连接块622、气缸连接块623、旋转气缸624、转臂625、下拖链钣金626、迷你夹627、上拖链钣金628、压纸下模629、挡纸固定板630、微型直线导轨631、第二微型滑块632、微块固定块633、第一连接板634、过渡连接块635、梯形螺母座636、第一梯形螺母637、第一梯形丝杆638、外球面轴承座639、第一
手轮640、第二螺纹气缸641、传感器安装板642、光纤传感器643、全收口固定座644、凸轮随动器645、第一轴承座646、拨臂647、第一转轴648、过渡环649、第一关节轴承650、sc气缸651、气缸单耳环652、第一气缸固定柱653、气缸固定板654、第一气缸固定板立柱655、光轴承固定座656、立式光轴657、十字夹658、传感器安装光轴659以及判料传感器660;顶料电缸601安装在工作台1下方;顶料推块602安装在顶料电缸601上;支架板横梁604通过第二立柱603连接在工作台1上;固定大板605安装在支架板横梁604上;固定大板605两侧分别安装一块以上的滑台安装板606;第三伺服电机607通过电机板连板609与电机板筋板610安装固定在固定大板605一侧;第二直线滑块616通过第二联轴器611连接在第三伺服电机607;第二主动轴613两侧端面上安装电机端同步轮612与涨紧套同步轮614;从动轴连杆618安装在滑台安装板606的尾端,两侧各安装第二从动同步轮619;第一气缸安装板620通过第二直线导轨615和第二直线滑块616安装固定在滑台安装板606上;旋转气缸624通过气缸连接块623固定在第一气缸安装板620上;转臂625通过旋转气缸624与气缸连接块623连接;迷你夹627安装在转臂625上;压纸下模629安装固定在固定大板605中间底部;挡纸固定板630安装在固定大板605底部,靠边第三伺服电机607一侧;第一连接板634通过微块固定块633和第二微型滑块632以及微型直线导轨631的连接在挡纸固定板630下方;第一梯形丝杆638通过外球面轴承座639安装在挡纸固定板630下方;第一手轮640安装在第一梯形丝杆638一侧;第一连接板634通过过渡连接块635与梯形螺母座636连接;第二螺纹气缸641安装在第一连接板634上;光纤传感器643通过传感器安装板642相连接在第一连接板634上;凸轮随动器645通过全收口固定座644安装固定在固定大板605上;第一轴承座646安装固定在固定大板605上;拨臂647通过第一转轴648、过渡环649安装于第一轴承座646上;气缸固定板654通过第一气缸固定柱653连接固定在支架板横梁604上;sc气缸651通过气缸单耳环652连接在第一气缸固定柱653上,且第一气缸固定柱653安装于气缸固定板654上;sc气缸651端头通过第一关节轴承650与拨臂647相连接;光轴承固定座656安装固定于工作台1上,立式光轴657和十字夹658连接在光轴承固定座656上;
[0110]
当光纤传感器643感应到纸张后,第二螺纹气缸641收回,迷你夹627夹紧纸张,同步带工作将纸张拉到指定位置,待合模后,迷你夹627,转臂625旋转90度(用于避免合模干涉),回到待机点,转臂625再次旋转回原有位置,等待下次工作;
[0111]
如图13所示,上料辅助组合7包括第一支架连接板701、龙门框架702、加强片703、上电缸704、电缸连接板705、限位螺栓706、第二压簧707、夹压茶饼块708、电缸固定板709、铝型材封盖710、气缸连接板711、第一气缸连接柱712、第一气缸713、第二关节轴承714、连接片715、第二轴承座716、第二转轴717、上料拔片718;
[0112]
龙门框架702通过第一支架连接板701安装固定在固定大板605上,且连接处相对两侧均安装加强片703;上电缸704通过电缸固定板709安装在龙门框架702上;电缸连接板705安装固定在上电缸704上,夹压茶饼块708通过限位螺栓706与电缸连接板705连接;限位螺栓706中间套第二压簧707;第二轴承座716通过连接片715连接在龙门框架702上;上料拔片718通过第二转轴717连接在第二轴承座716上;第一气缸713通过第一气缸连接柱712和气缸连接板711连接在龙门框架702上;第一气缸713通过第二关节轴承714连接第二转轴717。
[0113]
如图14所示,本实施例中,收口转盘8包括收口转盘固定座801、第二伺服分度盘
802、转盘803以及转盘压块804;收口转盘8安装于工作台1表面,第二伺服分度盘802安装在收口转盘固定座801内,转盘803安装在第二伺服分度盘802上,转盘压块804通过转盘803与第二伺服分度盘802连接;
[0114]
如图14-图16所示,收口盘9包括收口盘下压板901、收口盘过渡盘902、过渡柱a903、收口片转盘904、收口片905、收口盘上压板906、过渡柱b907、夹块908、压缩弹簧909、夹块突轮随动器910、夹块动盘911、夹料固定板912、拨料叉913、固定螺栓柱914、拉簧螺栓915、第一拉簧916、拉簧挂块917、收口片凸轮随动器918、随动器安装柱919、立柱随动器920以及m8压簧调节螺栓921;收口盘下压板901安装固定在转盘803上;收口盘过渡盘902安装在收口盘下压板901下方;收口盘上压板906通过过渡柱a903与收口盘下压板901相连接;收口片转盘904安装在收口盘下压板901内,收口片905安装在收口片转盘904上;夹料固定板912通过过渡柱b907与收口盘下压板901连接;夹块动盘911安装在夹料固定板912内,夹块908通过夹块突轮随动器910与夹块动盘911,夹料固定板912连接,且压缩弹簧909压紧其上的夹块突轮随动器910;拨料叉913与夹块动盘911相连接;拉簧挂块917安装在拨料叉913上;固定螺栓柱914安装在夹料固定板912上;通过第一拉簧916,可使夹块动盘911在夹料固定板内转定后,无外力作用后回复原位;收口片凸轮随动器918安装在收口片转盘904上,立柱随动器920安装在拨料叉913上;通过外力作用,收口片转盘904旋转,带动收口片905作出一个旋转运动,多个收口片905在收口盘中心上形成一个类似收口圆运动;
[0115]
通过外力作用,使夹料转盘911转动,带动夹块908一定角度转动,当外力消去,夹块908在第一拉簧916作用下回原位,使之达到一个夹紧松开动作,同时夹块908与工件接触面为包胶,有效俣护工作涨夹时对工作的损伤。
[0116]
如图17所示,本实施例中,理纸组合10包括支座下板1001、第四立柱1002、支座上板1003、第一可调行程气缸1004、压纸头1005;支座下板1001安装固定在工作台1上,支座上板1003通过第四立柱1002安装固定在支座下板1001上;第一可调行程气缸1004安装固定在支座上板1003上,压纸头1005安装固定在第一可调行程气缸1004上。
[0117]
如图18-图20所示,本实施例中,收口辅助机构11包括第三立柱1101、第三连接板1102、横梁1103、理纸上气缸安装板1104、可调气缸1105、浮动压头1106、过渡筒1107、导向销1108、第三压簧1109、贴标上压气缸固定板1110、全打开固定板1111、全打开固定杆1112、随动凸轮1113、下料气缸固定板1114、第二气缸固定柱1115、第二气缸1116、第三关节轴承1117、气缸端连接杆1118、第三轴承座1119、第三转轴1120、全打开拨片1121、轴承座端连接板1122;第三立柱1101安装固定在工作台1上,横梁1103通过第三连接板1102与轴承座端连接板1122连接在第三立柱1101上;可调气缸1105通过理纸上气缸安装板1104安装固定在横梁1103上;浮动压头1106通过过渡筒1107、导向销1108安装固定在可调气缸1105上;
[0118]
贴标上压气缸固定板1110安装固定在横梁1103上,随动凸轮1113通过全打开固定杆1112,全打开固定板1111固定在横梁1103上;第二气缸1116通过第二气缸固定柱1115,下料气缸固定板1114固定在横梁1103上;第三轴承座1119安装在轴承座端连接板1122上,转轴1120安装在第三轴承座1119上;
[0119]
全打开拨片1121通过转轴1120上的气缸端连接杆1118再经关节轴承1117与气缸1116联动。
[0120]
如图21所示,本实施例中,移标机构12包括第一底座1201、导轨固定板1202、第二
筋板1203、第二气缸安装板1204、第二可调行程气缸1205、导轨1206、第二滑块1207、第二滑块安装板1208、第一浮动接头1209、浮动接头连接块1210、双轴气缸1211、双轴气缸吸盘底座1212、包胶吸盘头1213;第一底座1201安装固定在工作台1上;导轨固定板1202安装在第一底座1201上,导轨固定板1202与第一底座1201之间安装第二筋板1203;第二气缸安装板1204安装固定在导轨固定板1202上;第二可调行程气缸1205安装在第二气缸安装板1204上;双轴气缸吸盘底座1212通过第二滑块1207、导轨1206与导轨固定板1202连接;浮动接头连接块1210通过第一浮动接头1209与第二可调行程气缸1205相连接;包胶吸盘头1213通过双轴气缸1211安装固定在双轴气缸吸盘底座1212上。
[0121]
如图22-图26所示,本实施例中,倒立式贴标机13包括第二底座1301、导向光轴安装座1302、光轴1303、第一直线轴承1304、第二梯形丝杆1305、第二梯形螺母1306、锁定块1307、第二手轮1308、立板1309、挂膜连接板1310、光膜轴1311、第四轴承座1312、有机玻璃固定块1313、有机玻璃1314、刹车轴承座1315、刹车转轴1316、刹车连杆1317、刹车胶1318、第二拉簧1319、刹车过渡滚筒1320、标签限位环1321、拉膜过渡筒1322、色标传感器1323、第二步进电机1324、第一主动轮1325、涨紧轮1326、第一从动轮1327、o带主动轮1328、o带从动轮1329、收标纸转轴1330、收标纸轴承座1331、收标纸筒1332、卡纸箍1333、标签膜滚筒1334、压纸固定板1335、连接杆1336、包胶主动轴1337、第二从动轴1338、手柄1339、限位凸轮1340、托标滚筒1341、托标滚筒连接块1342、脱标前滚筒安装块1343、脱标前滚筒1344、脱标后滚筒安装块1345、脱标后滚筒1346、脱标移动板1347、导轨连接板1348、第二气缸连接柱1349、第三气缸1350、第四关节轴承1351、连接块1352、限位座1353、限位胶1354、限位撞块1355、第三直线导轨1356、第三直线滑块1357、第三筋板1358;第二底座1301安装于工作台1上;导向光轴安装座1302安装在第二底座1301上,立板1309通过光轴1303、第一直线轴承1304与导向光轴安装座1302连接;第二梯形丝杆1305通过第二梯形螺母1306与立板1309连接,立板1309两端与导向光轴安装座1302连接,立板1309一侧安装锁定块1307,另一侧安装第二手轮1308;挂膜连接板1310连接在立板1309上;光膜轴1311通过第四轴承座1312与挂膜连接板1310连接;有机玻璃1314安装于有机玻璃固定块1313上;有机玻璃固定块1313安装在光膜轴1311上;刹车轴承座1315安装在挂膜连接板1310上;刹车连杆1317通过刹车转轴1316装在刹车轴承座1315上;刹车胶1318安装在刹车连杆1317上;刹车胶1318与刹车连杆1317之间安装第二拉簧1319;刹车过渡滚筒1320安装在立板1309上,标签限位环1321装在刹车过渡滚筒1320上;拉膜过渡筒1322安装在刹车连杆1317上;色标传感器1323安装在立板1309上;第二步进电机1324安装在立板1309上;第一主动轮1325安装在第二步进电机1324上;涨紧轮1326安装在立板1309上,压纸固定板1335通过连接杆1336安装固定在立板1309上;包胶主动轴1337和o带主动轮1328安装在包胶主动轴1337上;限位凸轮1340安装在第二从动轴1338上;手柄1339安装在第二从动轴1338上;立板1309上安装有收签固定板;收标纸转轴1330通过收标纸轴承座1331安装在收签固定板上;收标纸筒1332安装在收标纸转轴1330上;卡纸箍1333安装在收标纸筒1332上;o带从动轮1329与收标纸转轴1330连接;导轨连接板1348安装在立板1309上;第三筋板1358安装于导轨连接板1348和立板1309之间;脱标移动板1347通过第三直线滑块1357、第三直线导轨1356与导轨连接板1348连接;第三气缸1350通过第二气缸连接柱1349与导轨连接板1348连接;连接块1352通过第四关节轴承1351与第三气缸1350,且一侧与脱标移动板1347连接;限位撞块1355安装在导轨连接板
1348上;限位胶1354通过限位座1353连接在脱标移动板1347上;脱标前滚筒1344通过脱标前滚筒安装块1343安装在脱标移动板1347上,脱标后滚筒1346通过脱标后滚筒安装块1345安装在脱标移动板1347上;
[0122]
标签通过色标传感1323的感应,定长距离,因为包胶主动轴1337与第二从动轴1338通过限位凸轮1340,相互压紧标签纸,第三气缸1350动作,带动脱标移动板1347后移,标签纸移动自动脱标。
[0123]
如图27所示,本实施例中,成口出料输送组合14包括底板1401、电机侧侧板1403、侧板1402、第四连接板1404、侧固定板1405、活动侧板1406、第三主动轴1407、第三从动轴1408、电机固定板1409、第三步进电机1410、第二主动轮1411、第二从动轮1412、固定连杆1413、第三气缸安装板1414、第四气缸1415、气缸连接杆1416、第二浮动接头1417、顶升板1418、升降光轴1419、第二直线轴承1420、托料板1421、转动固定轴1422;底板1401安装在工作台1上;第四连接板1404通过电机侧侧板1403、侧板1402连接在底板1401上;电机固定板1409安装在电机侧侧板1403上;第三主动轴1407、第三从动轴1408通过侧固定板1405固定在第四连接板1404上;转动固定轴1422安装在侧固定板1405上;活动侧板1406通过固定连杆1413,第三从动轴1408;第三主动轴1407通过第二从动轮1412与第三步进电机1410上的第二主动轮1411连接;第二从动轮1412与第二主动轮1411之间安装有第三同步带;第四气缸1415通过第三气缸安装板1414连接在底板1401上;气缸连接杆1416连接在第四气缸1415上;顶升板1418通过第二浮动接头1417连接在第四气缸1415上;第二直线轴承1420通过在第四连接板1404上;升降光轴1419安装在顶升板1418上,同时与第二直线轴承1420装配;托料板1421与升降光轴1419相连接;
[0124]
第四气缸1415工作,带动托料板1421接住物料,防止物料与输送o带之间距离过远产生损坏;活动侧板1406能在一定范围内摆定固定,方便成品出料与外部输送带接驳。
[0125]
工作过程如下:通过茶饼入料机构中的吸盘通过真空吸附,将茶饼从外部输送带中吸附至上料转盘组合中的理料盘上,通过伺服分度盘将茶饼旋转转到至合模工位上。同时,绵纸通过外围分页机构,将绵纸分页并输入入纸输送带组合,鼓风机启动,绵纸吸附于上开孔输送带,待光纤传感器判断绵纸到位后,迷你夹将绵纸夹到合模工位后,顶料电缸将茶饼从工位上向上顶到绵纸下方,且上电缸同时工作,将茶饼与绵纸同时夹紧后,迷你夹打开且回待机位等待下一个动作。同时合模组合与顶料电缸,上电缸同时工作合模,将棉纸压出压纹后,上电缸与顶料电缸将茶饼与模纸同步送入收口转盘上待机收口盘。同时待机位上的上料拔片在合模时打开,在茶饼与绵纸进入收口盘后,上料拔片复位。收口盘通过夹块在拉簧的自身拉力作用下,将茶饼与绵纸夹紧。随后收口转盘旋转一个工位,在旋转过程中,收口片转盘与全收口固定座上的凸轮随动器产生碰撞进行凸轮轨迹运动,使收口盘由全开口状态在转动一个工位间变为全收紧状态。当收口盘到达下一工位后,拨臂在缸带动下,将收口盘拨到半开口状态,收口转盘上再旋转一个工位,理纸组合二次将包整绵纸二次整理。收口盘继续旋转至下一工位,移标机构,倒立式贴标机进行贴标,包胶吸盘头将标签压在脱标移动板上,气缸带动移动板后移完成脱标,再由可调行程气缸将标签贴在此工位茶饼上。贴标完成后,收口盘继续旋转至下一工位,在旋转过程中,随动凸轮与收口片转盘碰撞,由于转盘自身旋转转动关系,完成收口盘的全打开;到达下工位后,顶升板上升,全打开拨片打开收口盘夹块,待包装好茶饼由于自身重力下沉,由顶升板接住,收口盘夹块再通
过弹簧拉力复位,顶升板回待机位,包装好茶饼由圆带输送出来,收口盘进入下一个待机工位,再由待机工位进入到合模工位。
[0126]
此普洱茶饼包纸机全程自动化操作,操作自动化,包装速度快,一模适用多种规格产品,提高人员的使用效率,提升产品的生产效率。
[0127]
以上,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何不经过创造性劳动想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应该以权利要求书所限定的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1