上料装置、理片堆垛机和包装设备的制作方法
1.本实用新型涉及包装技术领域,特别涉及上料装置、具有该上料装置的理片堆垛机和包装设备。
背景技术:
2.理片堆垛机对产品进行包装时,需要上料装置对理片堆垛机进行上料。在现有技术中,上料装置通常采用两种上料方式,第一种为间歇式,上料装置来料一次,理片堆垛机的传输机构运行一次,理片堆垛机频繁启停,耗能严重,此外,较大的加减速,会引起理片堆垛机振动,难以提升工作效率;第二种为连续式,启动理片堆垛机后,只要不断料,理片堆垛机将连续运行,一旦断料,理片堆垛机才停止运行,停止在固定位置,该设计的弊端在于,高速运行时,停止需要在极短(100ms以下)时间内停止,理片堆垛机振动剧烈,寿命较短。
3.上述两种上料方式还存在以下问题:
4.1.理片堆垛机高速断料时,为了保证叶片槽内无空片,必须快速停机,对理片堆垛机造成损坏,影响理片堆垛机的寿命;
5.2.理片堆垛机低速进料时,由于产品硬度偏软,动能差,难以顺利进料。
6.因此,有必要提出一种上料装置,可解决上述问题。
技术实现要素:
7.有鉴于此,本实用新型的目的在于提出上料装置、理片堆垛机和包装设备,上料装置有利于延长理片堆垛机和包装设备的寿命,且可实现顺利进料,工作效率高。
8.本实用新型提出一种上料装置,包括第一带式输送机、第二带式输送机、上料传感器、预检测传感器、第一吹气阀及第二吹气阀。所述第二带式输送机与所述第一带式输送机并排设置,所述第二带式输送机和所述第一带式输送机间具有空隙且设有第一料位和第二料位,所述第一料位和所述第二料位适于放置产品,所述产品在所述空隙内可由所述第一带式输送机和所述第二带式输送机驱动。所述上料传感器配置于所述第一料位旁。所述预检测传感器配置于所述第二料位旁。所述第一吹气阀配置于所述第一带式输送机的靠近所述第一料位的一端旁。所述第二吹气阀配置于所述第二带式输送机的靠近所述第一料位的一端旁,且所述第一吹气阀和所述第二吹气阀相对设置。
9.本实用新型还提出一种理片堆垛机,其包括上述的上料装置。
10.在上料装置的一种示意性实施例中,所述理片堆垛机还包括传输机构,所述传输机构包括多个可移动的叶片,所述叶片间隔排布,相邻的所述叶片间可夹持所述产品,所述叶片的排布区域分为上料区、打包区和排料区,所述上料区和所述打包区相对设置,所述排料区位于所述上料区和所述打包区之间,所述上料装置配置于所述上料区旁,适于将所述产品送入所述上料区的相邻叶片间。
11.在上料装置的一种示意性实施例中,所述理片堆垛机还包括缺料检测传感器,所述缺料检测传感器配置于所述打包区旁,适于感测所述打包区的相邻叶片间的空隙,所述
缺料检测传感器感测到所述打包区的相邻叶片间存在间隙时,所述传输机构将所述打包区的产品输送至所述排料区进行排料。
12.在上料装置的一种示意性实施例中,所述理片堆垛机还包括包装推杆机构,所述包装推杆机构适于在所述缺料检测传感器未检测到相邻叶片间的空隙时将所述产品推入包装箱中。
13.在上料装置的一种示意性实施例中,所述理片堆垛机还包括第一承载台和第二承载台,所述上料装置配置于所述第一承载台上;所述传输机构、所述包装推杆机构和所述包装箱配置于所述第二承载台上。
14.在上料装置的一种示意性实施例中,所述传输机构还包括主动轮、第一从动轮、第二从动轮、制动轮、第三从动轮及皮带,所述皮带环设于所述主动轮、所述第一从动轮、所述第二从动轮、所述制动轮和所述第三从动轮的外侧,所述叶片固定于所述皮带上。
15.本实用新型又提出一种包装设备,其包括上述任意一种理片堆垛机。
16.在本实用新型的上料装置、理片堆垛机和包装设备中,上料装置包括包括第一带式输送机、第二带式输送机、上料传感器、预检测传感器、第一吹气阀及第二吹气阀,预检测传感器可提前预知断料信号,争取理片堆垛机的停机时间,避免理片堆垛机出现高速抖动问题,有利于延长寿命;此外,第一吹气阀和第二吹气阀的设置可解决低速无法进料的问题,实现顺利进料,工作效率高。
附图说明
17.下面将通过参照附图详细描述本实用新型的优选实施例,使本领域的普通技术人员更清楚本实用新型的上述及其它特征和优点,附图中:
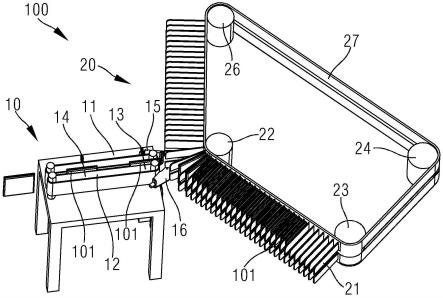
18.图1为本实用新型一实施例的具有上料装置的理片堆垛机的立体示意图。
19.图2为图1所示的理片堆垛机省略绘制部分元件的立体示意图。
20.图3为图1所示的上料装置的工作流程图。
21.在上述附图中,所采用的附图标记如下:
22.100
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
数据采集箱
23.10
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
上料装置
24.11
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一带式输送机
25.12
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第二带式输送机
26.13
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
上料传感器
27.14
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
预检测传感器
28.15
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一吹气阀
29.16
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第二吹气阀
30.100
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
理片堆垛机
31.20
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
传输机构
32.21
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
叶片
33.211
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
上料区
34.212
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
打包区
35.213
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
排料区
36.22
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
主动轮
37.23
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一从动轮
38.24
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第二从动轮
39.25
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
制动轮
40.26
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第三从动轮
41.27
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
皮带
42.30
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
缺料检测传感器
43.40
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
包装推杆机构
44.50
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一承载台
45.60
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第二承载台
46.s11-s25
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
步骤
具体实施方式
47.为使本实用新型的目的、技术方案和优点更加清楚,以下举实施例对本实用新型进一步详细说明。
48.图1为本实用新型一实施例的具有上料装置的理片堆垛机的立体示意图,图2为图1 所示的理片堆垛机省略绘制部分元件的立体示意图,请参见图1和图2,本实施例的上料装置10包括第一带式输送机11、第二带式输送机12、上料传感器13、预检测传感器14、第一吹气阀15及第二吹气阀16。第二带式输送机12与所述第一带式输送机11并排设置,所述第二带式输送机12和所述第一带式输送机11间具有空隙且设有第一料位111和第二料位112,第一料位111和第二料位112适于放置产品101,产品101在所述空隙内可由第一带式输送机11和第二带式输送机12驱动。上料传感器13配置于第一料位111旁。预检测传感器14配置于第二料位112旁。第一吹气阀15配置于第一带式输送机11的靠近第一料位111 的一端旁。第二吹气阀16配置于第二带式输送机12的靠近所述第一料位111的一端旁,且第一吹气阀15和第二吹气阀16相对设置。
49.本实用新型还提供一种理片堆垛机100,其包括上料装置10。
50.更具体地,理片堆垛机100还包括传输机构20,传输机构20包括多个可移动的叶片21,叶片21间隔排布,相邻的叶片21间可夹持产品101,叶片21的排布区域分为上料区211、打包区212和排料区213,上料区211和打包区212相对设置,排料区213位于上料区211和打包区212之间,上料装置10配置于上料区211旁,适于将产品101送入上料区211的相邻叶片21间。
51.产品101为片状,可为纸尿裤、卫生巾或拉拉裤,但不以此为限。
52.理片堆垛机100还包括缺料检测传感器30,缺料检测传感器30配置于打包区212 旁,适于感测打包区212的相邻叶片21间的空隙,缺料检测传感器30感测到打包区212 的相邻叶片21间存在间隙时,传输机构20将打包区212的产品101输送至排料区213 进行排料。
53.理片堆垛机100还包括包装推杆机构40,包装推杆机构40适于在缺料检测传感器 30未检测到相邻叶片21间的空隙时将产品101推入包装箱102中。
54.理片堆垛机100还包括第一承载台50和第二承载台60,上料装置10配置于第一承载台50上。传输机构20、包装推杆机构40和包装箱102配置于第二承载台60上。
55.传输机构20还包括主动轮22、第一从动轮23、第二从动轮24、制动轮25、第三从动轮26及皮带27,皮带27环设于主动轮22、第一从动轮23、第二从动轮24、制动轮 25和第三从动轮26的外侧,叶片21固定于皮带27上。主动轮22和制动轮25分别由其下方的电机驱动。
56.需要说明的是,当预检测传感器14首次检测到产品101,上料装置10和传输机构20 开始执行位置同步运行。一旦断料,预检测传感器14提前检测预知,发出传输机构20停机命令,使得传输机构20运行完当前一个叶片21后,自动停机,等待下一次进料。
57.当上料装置10输送产品101的速度低于特定值时,才开启第一吹气阀15和第二吹气阀16,否则,关闭第一吹气阀15和第二吹气阀16。
58.图3为图1所示的上料装置的工作流程图,请一并参见图3,上料装置10的工作过程包括以下步骤:
59.步骤s11,开始;
60.步骤s12,上料装置10自检是否正常,若否,执行步骤s13,若是,执行步骤s14;
61.步骤s13,故障报警;
62.步骤s14,主动轮22下方的电机和制动轮25下方的电机使能;
63.步骤s15,判断是否有规定首个产品101的进料时间,若否,执行步骤s13,若是,执行步骤s16;
64.步骤s16,启动上料装置10和传输机构20同步提速生产;
65.步骤s17,预检测传感器14提前预检第二料位112的产品101;
66.步骤s18,判断对第二料位112的产品101的预检是否正常,若正常,可选择执行步骤 s19和步骤s20中两种模式的其中之一;
67.步骤s19,上料装置10和传输机构20连续同步;
68.步骤s20,上料装置10和传输机构20暂停同步;
69.步骤s21,判断是否出现故障,若否,执行步骤s13,若是,执行步骤s22;
70.步骤s22,判断是否收到停机命令,若否,执行步骤s17,若是,执行步骤s23;
71.步骤s23,上料装置10减速到零,并解除上料装置10和传输机构20的同步;
72.步骤s24,主动轮22下方的电机和制动轮25下方的电机停机;
73.步骤s25,结束。
74.本实用新型又提出一种包装设备,其包括上述的理片堆垛机100。
75.本实用新型的上料装置、理片堆垛机和包装设备至少具有以下的优点:
76.1.在本实用新型的上料装置、理片堆垛机和包装设备中,上料装置包括包括第一带式输送机、第二带式输送机、上料传感器、预检测传感器、第一吹气阀及第二吹气阀,预检测传感器可提前预知断料信号,争取理片堆垛机的停机时间,避免理片堆垛机出现高速抖动问题,有利于延长寿命;此外,第一吹气阀和第二吹气阀的设置可解决低速无法进料的问题,实现顺利进料,工作效率高。
77.2.在本实用新型的上料装置、理片堆垛机和包装设备的一实施例中,设置上料传感器和预检测传感器的进料时序,结合程序算法,有效抑制理片堆垛机振动,使得理片堆垛机可在连续高速状态下运行,即使断料也不抖动。
78.3.在本实用新型的上料装置、理片堆垛机和包装设备的一实施例中,当设定速度在特定值以下,启动第一吹气阀和第二吹气阀,辅助进料动作,不仅可保证生产的正常进
行,还有利于降低生产成本。
79.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1