理片堆垛机和包装设备的制作方法
1.本实用新型涉及包装技术领域,特别涉及一种理片堆垛机和一种包装设备。
背景技术:
2.采用理片堆垛机对产品进行包装的过程中,需要对产品进行抽检,抽检人员将待抽检产品从理片堆垛机上取下时,打包工段存在空片,对打包工段上的产品直接进行包装会导致包装箱内产品的数量不足,产品不合格。
3.在现有技术中,需依靠后期人工拆除以对不合格品进行排查,十分不便和繁琐,还可能存在漏检的情况导致不合格品流入市场。
技术实现要素:
4.有鉴于此,本实用新型的目的在于提出一种理片堆垛机和一种包装设备,可保证包装箱内产品的数量符合要求,避免不合格品的产生。
5.本实用新型提出一种理片堆垛机,其包括前端供料机构、传输机构、缺料检测传感器以及包装推杆机构。所述传输机构包括多个可移动的叶片,所述叶片间隔排布,相邻的所述叶片间可夹持产品,所述叶片的排布区域分为上料区、打包区和排料区,所述上料区和所述打包区相对设置,所述排料区位于所述上料区和所述打包区之间,所述前端供料机构配置于所述上料区旁,适于将所述产品送入所述上料区的相邻叶片间。所述缺料检测传感器配置于所述打包区旁,适于感测所述打包区的相邻叶片间的空隙,所述缺料检测传感器感测到所述打包区的相邻叶片间存在间隙时,所述传输机构将所述打包区的产品输送至所述排料区进行排料。所述包装推杆机构适于在所述缺料检测传感器未检测到相邻叶片间的空隙时将所述产品推入包装箱中。
6.在理片堆垛机的一种示意性实施例中,所述理片堆垛机还包括第一承载台和第二承载台,所述前端供料机构配置于所述第一承载台上,所述传输机构、所述包装推杆机构和所述包装箱配置于所述第二承载台上。
7.在理片堆垛机的一种示意性实施例中,所述传输机构还包括主动轮、第一从动轮、第二从动轮、制动轮、第三从动轮及皮带,所述皮带环设于所述主动轮、所述第一从动轮、所述第二从动轮、所述制动轮和所述第三从动轮的外侧,所述叶片固定于所述皮带上。
8.在理片堆垛机的一种示意性实施例中,所述包装推杆机构上设有t型推杆,所述t型推杆适于将多个所述产品推入所述包装箱中。
9.在理片堆垛机的一种示意性实施例中,所述主动轮和所述制动轮分别由电机驱动。
10.在理片堆垛机的一种示意性实施例中,所述前端供料机构上还设有进料传感器,所述进料传感器适于感测放置于所述前端供料机构上的产品。
11.本实用新型还提出一种包装设备,其包括上述任意一种理片堆垛机。
12.在本实用新型的理片堆垛机和包装设备中,理片堆垛机包括前端供料机构、传输
机构、缺料检测传感器和包装推杆机构。缺料检测传感器未检测到相邻叶片间的空隙时,包装推杆机构将产品推入包装箱中。如果抽检人员将待抽检产品从理片堆垛机上取下,缺料检测传感器能够感测到相邻叶片间缺少产品,传输机构将打包区的产品输送至排料区进行排料,这些产品会脱离理片堆垛机,而不会进入包装箱中,从而保证包装箱内产品的数量符合要求,避免不合格品的产生。
附图说明
13.下面将通过参照附图详细描述本实用新型的优选实施例,使本领域的普通技术人员更清楚本实用新型的上述及其它特征和优点,附图中:
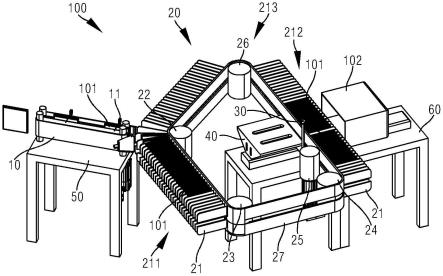
14.图1为本实用新型一实施例的理片堆垛机的立体示意图。
15.图2为图1所示的理片堆垛机的工作流程图。
16.在上述附图中,所采用的附图标记如下:
17.100
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
理片堆垛机
18.101
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
产品
19.102
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
包装箱
20.10
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
前端供料机构
21.11
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
进料传感器
22.20
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
传输机构
23.21
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
叶片
24.211
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
上料区
25.212
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
打包区
26.213
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
排料区
27.22
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
主动轮
28.23
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一从动轮
29.24
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第二从动轮
30.25
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
制动轮
31.26
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第三从动轮
32.27
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
皮带
33.30
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
缺料检测传感器
34.40
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
包装推杆机构
35.50
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一承载台
36.60
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第二承载台
37.s11-s21
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
步骤
具体实施方式
38.为使本实用新型的目的、技术方案和优点更加清楚,以下举实施例对本实用新型进一步详细说明。
39.图1为本实用新型一实施例的理片堆垛机的立体示意图,请参见图1,本实施例的理片堆垛机100包括前端供料机构10、传输机构20、缺料检测传感器30以及包装推杆机构
40。传输机构20包括多个可移动的叶片21,叶片21间隔排布,相邻的叶片21间可夹持产品101,叶片21的排布区域分为上料区211、打包区212和排料区213,上料区211和打包区212相对设置,排料区213位于上料区211和打包区212之间,前端供料机构10配置于上料区211旁,适于将产品101送入上料区211的相邻叶片21间。缺料检测传感器30配置于打包区212旁,适于感测打包区212的相邻叶片21间的空隙,缺料检测传感器30感测到打包区212的相邻叶片21间存在间隙时,传输机构20将打包区212的产品101输送至排料区213进行排料。包装推杆机构40适于在缺料检测传感器30未检测到相邻叶片21间的空隙时将产品101推入包装箱102中。
40.更具体地,前端供料机构10上还设有进料传感器11,进料传感器11适于感测放置于前端供料机构10上的产品101。产品101为片状,可为纸尿裤、卫生巾或拉拉裤,但不以此为限。
41.传输机构20还包括主动轮22、第一从动轮23、第二从动轮24、制动轮25、第三从动轮26及皮带27,皮带27环设于主动轮22、第一从动轮23、第二从动轮24、制动轮25和第三从动轮26的外侧,叶片21固定于皮带27上。主动轮22和制动轮25分别由电机驱动。
42.包装推杆机构40上设有t型推杆,所述t型推杆适于将多个产品101推入包装箱102中。
43.理片堆垛机100还包括第一承载台50和第二承载台60,前端供料机构10配置于第一承载台50上,传输机构20、包装推杆机构40和包装箱102配置于第二承载台60上。
44.图2为图1所示的理片堆垛机的工作流程图,请一并参见图2,理片堆垛机100的工作过程包括以下步骤:
45.步骤s11,开始;
46.步骤s12,理片堆垛机100进入模式判断状态;
47.步骤s13,判断是否为自动模式,若否,返回步骤步骤s12,若是,执行步骤s14;
48.步骤s14,是否触发缺片信号,即缺料检测传感器30是否感测打包区212的相邻叶片21间存在空隙,若否,执行步骤s15,若是,执行步骤s16;
49.步骤s15,当产品101到达包装数时在打包区212对产品101进行包装;
50.步骤s16,启动判断打包区212产品数量的程序;
51.步骤s17,判断打包区212产品数量是否小于包装数,若否,执行步骤s18,若是,执行步骤s19;
52.步骤s18,对产品101进行包装;
53.步骤s19,将打包区212含缺片的多个产品101输送至排料区213;
54.步骤s20,在排料区213将含缺片的多个产品101(打包区212的相邻叶片21间有空隙存在)进行排料;
55.步骤s21,缺片信号自动复位;需要说明的是,缺片信号自动复位后可再次执行步骤s14,执行完步骤s20和s21后,已完成排料,可执行步骤s18,对传输机构20上的后续产品101进行包装。
56.本实用新型还提出一种包装设备,所述包装设备包括上述的理片堆垛机100。
57.本实用新型的理片堆垛机和包装设备至少具有以下的优点:
58.1.在本实用新型的理片堆垛机和包装设备中,理片堆垛机包括前端供料机构、传
输机构、缺料检测传感器和包装推杆机构。缺料检测传感器未检测到相邻叶片间的空隙时,包装推杆机构将产品推入包装箱中。如果抽检人员将待抽检产品从理片堆垛机上取下,缺料检测传感器能够感测到相邻叶片间缺少产品,传输机构将打包区的产品输送至排料区进行排料,这些产品会脱离理片堆垛机,而不会进入包装箱中,从而保证包装箱内产品的数量符合要求,避免不合格品的产生。
59.2.在本实用新型的理片堆垛机和包装设备的一实施例中,叶片的排布区域分为上料区、打包区和排料区,分区明确,便于实现本发明的目的。
60.3.在本实用新型的理片堆垛机和包装设备的一实施例中,传输机构还包括主动轮、第一从动轮、第二从动轮、制动轮和第三从动轮,多个传输轮的设计使得传输平稳,且可实现及时制动。
61.4.在本实用新型的理片堆垛机和包装设备的一实施例中,包装推杆机构上设有t型推杆,所述t型推杆可将多个产品推入包装箱中,可提升包装效率。
62.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1